1.本实用新型属于星月菩提加工技术领域,具体涉及一种星月菩提自动车珠设备。
背景技术:
2.星月菩提是一种宗教用品,菩提是梵语bodhi的音译,本为热带植物黄藤的种子,多生长于印度中部,马来群岛,巴布亚新几内亚,中国南部等。因其经过修型打磨成珠后,原本种子胚芽的位置形成圆形孔洞,周围黑点如繁星密布,呈众星捧月之势,故得名星月菩提。现有的星月菩提加工设备存在以下缺点:(1)加工时工序复杂,每道工序需要专业人员逐个加工;(2)加工的设备工具及其简陋加工出的珠子品质差有车刀震动纹路,边角处易缺口,有偏月等;(3)每天的产量极低。
技术实现要素:
3.针对现有技术中的不足之处,本实用新型提供一种星月菩提自动车珠设备。
4.为了达到上述目的,本实用新型技术方案如下:
5.一种星月菩提自动车珠设备,包括机架、放料钻孔穿针模组、初车刀模组、圆弧车刀模组、转盘模组、取成品模组以及触摸屏,触摸屏用于控制设备运行,反应设备的运行情况和数控调试;机架前后两侧分别设有前门和后门,机架上表面平铺有一设备底板,放料钻孔穿针模组、初车刀模组、圆弧车刀模组、转盘模组以及取成品模组按照工位运转流程排列设置在机架的设备底板上方;
6.放料钻孔穿针模组将未处理的原料放置在放料夹具上,移动钻孔后移动至转盘模组上,经过初车刀模组工作,高速转动使原料经过第一步初车,转盘模组旋转至下一工位,经过圆弧车刀模组工作,高速转动使原料经第二步车成珠子,转盘模组旋转至下一工位,取成品模组工作取出成品珠子,反复循环而达到进一颗原料出一颗成品珠子,成品珠子表面为珠子光滑圆弧面,表面开有钻孔穿针孔道和珠子本身意为“月”的中心点。
7.有益效果:本实用新型的星月菩提自动车珠设备,调试和操作简单基本实现了数据化智能化,其运行成本极低,相比传统的加工设备和人工加工极大的提升了加工效率,同时星月菩提珠子的品质也有明显的提高。
附图说明
8.图1为本实用新型的机架结构示意图;
9.图2为本实用新型的放料钻孔穿针模组结构示意图;
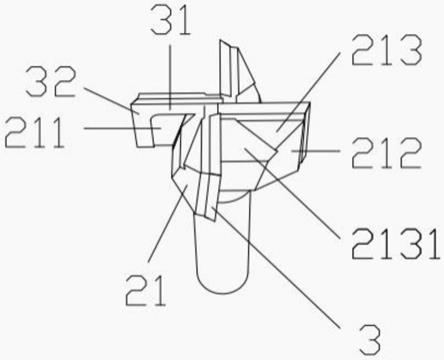
10.图3为本实用新型的初车刀模组结构示意图;
11.图4为本实用新型的圆弧车刀模组结构示意图;
12.图5为本实用新型的转盘模组结构示意图;
13.图6为本实用新型的取成品模组结构示意图;
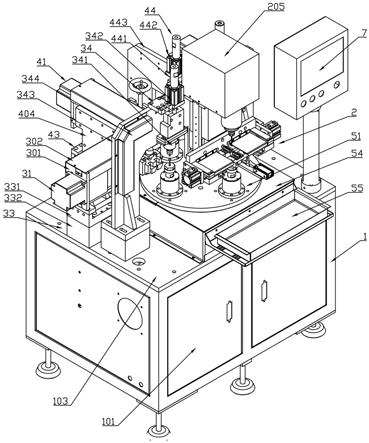
14.图7为本实用新型的总机结构示意图;
15.图8为本实用新型的总机结构侧视图;
16.图9为本实用新型的总机结构俯视图;
17.图10为本实用新型的成品珠子结构示意图。
18.图中,1
‑
机架,101
‑
前门,102
‑
后门,103
‑
设备底板;
[0019]2‑
放料钻孔穿针模组,21
‑
伺服电机,22
‑
钻孔组件,23
‑
放料夹具组件,
[0020]
201
‑
放料钻孔穿针模组支撑架,202
‑
风琴防尘罩,203
‑
电主轴安装座,204
‑
输出端连接板,205
‑
电机钣金防护罩;
[0021]
221
‑
高速电主轴,222
‑
钻孔钻头,
[0022]
231
‑
固定夹具,232
‑
移动夹具,233
‑
定月针,234
‑
放料定位件,235
‑
定位气缸,236
‑
夹料气缸,237
‑
夹板;
[0023]3‑
初车刀模组,31
‑
初车步进电机,32
‑
初车刀具组件,33
‑
初车调整底座组件,34
‑
初车顶针组件,
[0024]
301
‑
初车刀模组支撑架,302
‑
风琴防尘罩,303
‑
直线移动加固滑轨,
[0025]
321
‑
初车刀,322
‑
初车刀高低调节螺母,323
‑
双初车刀刀座,324
‑
初车刀安装板,
[0026]
331
‑
初车调节底座,332
‑
配重垫高座,333
‑
初车前后调节手轮,
[0027]
341
‑
初车顶套件,342
‑
初车顶针移动气缸,343
‑
初车顶针支架,344
‑
过电路过气路钣金防护罩;
[0028]4‑
圆弧车刀模组,41
‑
圆弧车步进电机,42
‑
圆弧车刀具组件,43
‑
圆弧车调整底座组件,44
‑
圆弧车顶针组件,
[0029]
401
‑
圆弧车刀模组支撑架,402
‑
风琴防尘罩,403
‑
钣金防尘罩,404
‑
圆弧车支架,
[0030]
421
‑
圆弧成型刀,422
‑
圆弧车刀座,423
‑
调节刀座,424
‑
圆弧车刀高低调节手轮,
[0031]
431
‑
圆弧车调节底座,432
‑
圆弧车前后调节手轮,
[0032]
441
‑
圆弧车顶套件,442
‑
圆弧车顶针移动气缸,443
‑
圆弧车顶针支架;
[0033]5‑
转盘模组,51
‑
多工位转盘组件,52
‑
转盘电机,53
‑
旋转组件,54
‑
转盘转动钣金防护罩,55
‑
原料放置盘,
[0034]
511
‑
四工位转盘,512
‑
珠子固定穿针,513
‑
工位转动轴,514
‑
轴承套,515
‑
直流无刷电机,516
‑
转盘加固件,
[0035]
521
‑
电机传动轮,522
‑
传送带,
[0036]
531
‑
旋转座,532
‑
固定支撑架;
[0037]6‑
取成品模组,61
‑
取成品步进电机,62
‑
横移动滑轨安装板,63
‑
取料机械手,64
‑
机械手移动气缸,
[0038]
601
‑
取成品模组支撑架,602
‑
支架固定底板,603
‑
机械手上下移动滑轨安装板,
[0039]
611
‑
齿轮,612
‑
齿条;
[0040]7‑
触摸屏;
[0041]8‑
成品珠子,801
‑
珠子光滑圆弧面,802
‑
钻孔穿针孔道,803
‑
中心点。
具体实施方式
[0042]
以下参照具体的实施例来说明本实用新型。本领域技术人员能够理解,这些实施例仅用于说明本实用新型,其不以任何方式限制本实用新型的范围。
[0043]
一种星月菩提自动车珠设备,如图1至图9所示,包括机架1、放料钻孔穿针模组2、初车刀模组3、圆弧车刀模组4、转盘模组5、取成品模组6以及触摸屏7,触摸屏7用于控制设备运行,反应设备的运行情况和数控调试;机架1前后两侧分别设有前门101和后门102,机架1上表面平铺有一设备底板103,放料钻孔穿针模组2、初车刀模组3、圆弧车刀模组4、转盘模组5以及取成品模组6按照工位运转流程排列设置在机架1的设备底板103上方。放料钻孔穿针模组2将未处理的原料放置在放料夹具上,移动钻孔后移动至转盘模组5上,高速转动经过初车刀模组3工作,使原料经过第一步初车,转盘模组5旋转至下一工位,转盘模组5上高速转动经过圆弧车刀模组4工作,使原料经第二步车成珠子,转盘模组5旋转至下一工位,取成品模组6工作取出成品珠子,反复循环而达到进一颗原料出一颗成品珠子,如图10所示,成品珠子8表面为珠子光滑圆弧面801,表面开有钻孔穿针孔道802和珠子本身的中心点803,意为“月”。
[0044]
如图2和图7、8、9所示,放料钻孔穿针模组2包括伺服电机21、钻孔组件22和放料夹具组件23;用于夹持原料的放料夹具组件23连接设置在伺服电机21的输出端,且位于钻孔组件22下方,由伺服电机21带动上下往复运动,实现钻孔与穿针两个作业,向上运动时钻孔组件22进行钻孔,向下运动时将穿孔后的原料放置在转盘模组5上;其中,
[0045]
钻孔组件22包括高速电主轴221和钻孔钻头222,高速电主轴221通过电主轴安装座203固定在放料钻孔穿针模组支撑架201顶部一侧,钻孔钻头222设置高速电主轴221的工作端部,在高速电主轴221带动下进行钻孔作业;
[0046]
放料夹具组件23包括固定夹具231、移动夹具232、定月针233、放料定位件234、定位气缸235、两个夹料气缸236和两个夹板237;固定夹具231和移动夹具232通过伺服电机21的输出端连接板204相对设置,定月针233设置移动夹具232的非夹持端,同时通过穿过移动夹具232的中间缝隙对放在固定夹具231和移动夹具232之间的原料进度定位;放料定位件234设置在移动夹具232的底座外部,并与定位气缸235的输出端相连,在定位气缸235带动下推动移动夹具232及其底座相对于固定夹具231来回运动,对原料实现定位以及穿针后释放作业;两个夹板237分别垂直设置固定夹具231、移动夹具232的两侧,且分别在各自连接夹料气缸236带动下对原料的侧面进一步完成夹持作业;
[0047]
伺服电机21上部设置放料钻孔穿针模组支撑架201上,中部设有风琴防尘罩202,下部通过输出端连接板204带动放料夹具组件23整体上下运动;本实施例中伺服电机21采用750w伺服电机;同时伺服电机21的顶部和高速电主轴221的顶部一同罩在电机钣金防护罩205内。
[0048]
如图3和图7、8、9所示,初车刀模组3包括初车步进电机31、初车刀具组件32、初车调整底座组件33和初车顶针组件34,初车顶针组件34从顶部套住转盘模组5上穿孔后的原料,初车调整底座组件33调节初车刀具组件32的初车大小,初车刀具组件32调节好自身高度后在初车步进电机31带动下靠近由转盘模组5带动旋转的原料缓慢进刀,进行初车作业;其中,
[0049]
初车步进电机31设置在初车刀模组支撑架301的外端,中部设有风琴防尘罩302,其输出端通过直线移动加固滑轨303带动初车刀具组件32沿着水平方向移动;
[0050]
初车刀具组件32包括两个初车刀321、初车刀高低调节螺母322、双初车刀刀座323和初车刀安装板324,初车刀安装板324设置初车刀模组支撑架301侧壁上,双初车刀刀座
323设置在初车刀安装板204的侧面,双初车刀刀座323内部水平排列安装有两个初车刀321,两个初车刀321刀头向下,且通过上部设置的初车刀高低调节螺母322调节高低;
[0051]
初车调整底座组件33包括初车调节底座331、配重垫高座332和初车前后调节手轮333,初车调节底座331和配重垫高座332依次设在初车刀模组支撑架301的下方,初车调节底座331通过延伸至外部的初车前后调节手轮333控制调节,从而调节星月菩提初车的大小;
[0052]
初车顶针组件34包括初车顶套件341和初车顶针移动气缸342,初车顶针移动气缸342通过初车顶针支架343设置在初车刀工位上方,初车顶针移动气缸342带动底部连接的初车顶套件341上下移动,套住放在转盘模组5的穿孔后的原料或归位;同时初车顶针支架343外表面设有过电路过气路钣金防护罩344。
[0053]
如图4和图7、8、9所示,圆弧车刀模组4包括圆弧车步进电机41、圆弧车刀具组件42、圆弧车调整底座组件43和圆弧车顶针组件44,圆弧车顶针组件44从顶部套住转盘模组5上初车过的原料,圆弧车调整底座组件43调节圆弧车刀具组件42的圆弧车大小,圆弧车刀具组件42调节好自身高度后在圆弧车步进电机41带动下靠近由转盘模组5带动旋转的原料缓慢进刀,进行圆弧车作业;其中,
[0054]
圆弧车步进电机41设置在圆弧车刀模组支撑架401的外端,中部设有风琴防尘罩402;圆弧车刀模组支撑架401顶面设有钣金防尘罩403;圆弧车步进电机41的输出端带动圆弧车刀具组件42沿着水平方向移动,本实施例中圆弧车步进电机41采用86步进电机;
[0055]
圆弧车刀具组件42包括圆弧成型刀421、圆弧车刀座422、调节刀座423和圆弧车刀高低调节手轮424,圆弧成型刀421一端置于圆弧车刀座422内部且另一端为刀口向外延伸供圆弧车作业,圆弧车刀座422的底部设置置于调节刀座423中,调节刀座423设置圆弧车刀模组支撑架401的竖直侧壁上,圆弧车刀高低调节手轮424的末端竖直穿过调节刀座423控制圆弧车刀座422沿着调节刀座423上下移动来调节高低;
[0056]
圆弧车调整底座组件43包括圆弧车调节底座431和圆弧车前后调节手轮432,圆弧车调节座431设置设备底板103上,其顶部设有圆弧车支架404,圆弧车支架404上部设置在相对于圆弧车刀具组件42的圆弧车刀模组支撑架401另一竖直侧壁上,圆弧车调节底座431通过延伸至外部的圆弧车前后调节手轮432控制调节,从而调节星月菩提圆弧车的大小;
[0057]
圆弧车顶针组件44包括圆弧车顶套件441和圆弧车顶针移动气缸442,圆弧车顶针移动气缸442通过圆弧车顶针支架443设置在圆弧车刀工位上方,圆弧车顶针移动气缸442带动底部连接的圆弧车顶套件441上下移动,套住放在转盘模组5的初车后的原料或归位。
[0058]
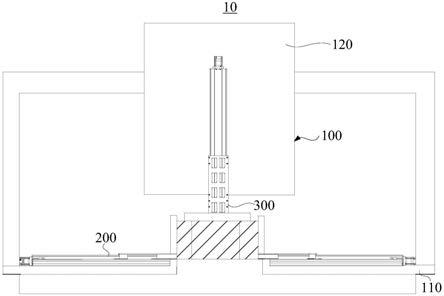
如图5和图7、8、9所示,转盘模组5包括多工位转盘组件51、转盘电机52和旋转组件53,旋转组件53在转盘电机52带动下多工位转盘组件51沿着自身轴线旋转进行工位切换;其中,
[0059]
多工位转盘组件51包括四工位转盘511、四个珠子固定穿针512、四个工位转动轴513、四个轴承套514、四个直流无刷电机515和转盘加固件516,四工位转盘511沿着同一圆周上均匀设有四个工位转动轴513,每个工位转动轴513外部设有轴承套514,轴承套514固定在四工位转盘511的上表面,工位转动轴513顶部通过珠子固定穿针512固定一颗原料或成品珠子8,工位转动轴513底部设有用于带动工位转动轴513自身旋转的直流无刷电机515,直流无刷电机515位于四工位转盘511下方;转盘加固件516设置四工位转盘511底部中
央,使得工位转动轴513高速转动车珠时进行减震;
[0060]
转盘电机52通过传动轮521和传送带522与旋转组件53传动连接;
[0061]
旋转组件53包括旋转座531和固定支撑架532;
[0062]
同时,四工位转盘511下方设有转盘转动钣金防护罩54,转盘转动钣金防护罩54的外端外延有一个原料放置盘55。
[0063]
如图6和图7、8、9所示,取成品模组6包括取成品步进电机61、横移动滑轨安装板62、取料机械手63和机械手移动气缸64,取成品步进电机61和横移动滑轨安装板62相互配合带动取料机械手63水平移动,机械手移动气缸64带动取料机械手63上下移动,其中,
[0064]
取成品步进电机61的输出端通过齿轮611与齿条612传动连接,齿条612设置在取成品模组支撑架601的顶部,取成品模组支撑架601底部与支架固定底板602连接,支架固定底板602设置在设备底板103上;
[0065]
横移动滑轨安装板62与齿条612连接,取成品步进电机61的正反从而带动横移动滑轨安装板62横向来回移动;
[0066]
取料机械手63设置机械手上下移动滑轨安装板603上,机械手上下移动滑轨安装板603设置在横移动滑轨安装板62上,机械手移动气缸64带动取料机械手63沿着机械手上下移动滑轨安装板603表面的轨道移动。
[0067]
本实用新型的工作原理:
[0068]
(1)夹料:将原料放置在放料夹具上;夹料气缸236和定位气缸235工作将原料夹紧;
[0069]
(2)钻孔:伺服电机201工作将夹紧的原料向上移动到钻孔工位,钻孔钻头203随着高速电主轴202的高速旋转进行钻孔工作;
[0070]
(3)穿针:钻孔完成后,伺服电机201工作将钻好孔的原料高速移动到珠子固定穿针512顶部,然后再缓慢穿针,穿针完成后夹料气缸236和定位气缸235归位使夹紧的原料松开,伺服电机201高速回到原放原料的位置(原点);
[0071]
(4)初车:四工位转盘511转动一个工位使穿好的原料转动到初车刀工位,初车顶针组件34下移套住珠子固定穿针512的针头,直流无刷电机515工作带高速动带动穿好的原料转动,初车步进电机31工作将初车刀321移动至靠近转动的原料缓慢进刀(初车),初车完成后初车步进电机31工作将初车刀移动至原点,初车顶针组件34上移(归位),直流无刷电机515停止;
[0072]
(5)圆弧车:四工位转盘511转动一个工位使初车过的原料转动到圆弧车刀工位,圆弧车顶针组件44下移套住珠子固定穿针512的针头,直流无刷电机515再次工作转动,圆弧车步进电机41工作将圆弧成型刀421移动至靠近转动初车过的原料缓慢进刀(车出珠子形状),圆弧车顶针组件44上移(归位),直流无刷电机515停止;
[0073]
(6)取样:四工位转盘511转动一个工位将车成型的珠子转动至取成品工位,机械手移动气缸64下移至珠子位置(完全对准),取料机械手63工作夹紧,机械手移动气缸64上移动(归位)取出成品珠子,取成品步进电机61工作将成品珠子移动到放料位置,取料机械手63松开(放料),放料完成后,取成品步进电机61工作将取料机械手63移回取成品珠子的位置(移动回原点),不停地放置原料经过程序反复循环不断的加工出高品质的成品珠子。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。