1.本发明涉及一种大规格钢锭锯切装置及其锯切方法,主要用于钢铁企业中,属于冶金机械技术领域。
背景技术:
2.大型合金锭和铸锻件的制造能力是衡量一个国家工业水平的重要标志之一,随着我国大量大型基建工程的建设,该类钢锭在电力、船舶、钢铁等领域应用广泛。
3.钢锭一般由冒口、锭身、锭尾组成,锭身是钢锭的主体,在后部生产中需要切除冒口端和锭尾的少部料,其后的锭身也可能有切断的需要。
4.钢锭的材料大多为合金材料,材质的强度和硬度均比较高,目前主要是采用气割法、带锯切断、砂轮锯锯切的方法。气割法设备简单,便于作业,但是切割面不平整,不适宜切割高合金和有色金属、精度低、生产效率低、端口金属损耗大、劳动条件差、对操作要求高。带锯切割端面平整,设备投入不高,主要是效率比较低。砂轮锯由于受到锯片和设备功率的规格限制,一般对于φ400
‑
500以上的钢锭无法一次性切透。
技术实现要素:
5.本发明所要解决的技术问题是针对上述现有技术提供一种大规格钢锭锯切装置及其锯切方法,其采用砂轮锯切法,能够用于切割规格直径大于φ400的钢锭或铸坯。
6.本发明解决上述问题所采用的技术方案为:一种大规格钢锭锯切装置,它包括输送辊道,所述输送辊道后段设置有前后两个升降托轮,前后两个升降托轮之间设置有动力卡盘,所述输送辊道后方设置有砂轮锯。
7.可选的,所述输送辊道包括前后间隔布置的多个输送辊,所述输送辊包括底座,所述底座上设置有左右两个轴承座,左右两个轴承座之间设置有v型辊体,所述v型辊体一侧设置有辊道减速机,所述辊道减速机输出端与v型辊体相连接。
8.可选的,所述升降托轮包括前后平行布置的两个导板,前后两个导板中部之间设置有支撑板,所述支撑板上设置有升降液压缸,所述升降液压缸上端连接设置有托轮架,所述托轮架上设置有左右两个托轮。
9.可选的,所述导板内侧沿竖向设置有导槽,所述托轮架上沿前后方向穿装有导轮轴,所述导轮轴前后两端均设置有导轮,前后两个导轮分别设置于前后两个导板内侧的导槽内。
10.可选的,所述托轮包括支座,所述支座上卡置有托轮轴,所述托轮轴上设置有托轮本体。
11.可选的,所述升降液压缸内置有位移传感器。
12.可选的,所述动力卡盘包括卡盘座,所述卡盘座上设置有旋转齿圈和平面锁紧齿圈,所述旋转齿圈和平面锁紧齿圈前后布置,所述旋转齿圈上沿径向均匀设置有多个卡爪。
13.可选的,所述卡盘座上设置有旋转驱动马达,所述旋转驱动马达输出端与旋转齿
圈相啮合。
14.可选的,所述卡盘座上还设置有锁紧驱动马达,所述锁紧驱动马达输出端与平面锁紧齿圈相啮合,所述平面锁紧齿圈与多个卡爪相配合。
15.一种大规格钢锭锯切装置的锯切方法,所述方法包括以下步骤:
16.行车吊运钢锭到输送辊道上,输送辊道将钢锭输送到砂轮锯锯口下方,升降托轮根据钢锭的规格将钢锭托举,直至钢锭的中心线和动力卡盘的中心线重合;动力卡盘将钢锭自动定心夹紧,砂轮锯向下锯切第一刀,直至切割至钢锭中心线,退锯后,动力卡盘左旋转120
°
,砂轮锯锯切第二刀至钢锭中心线,退锯,动力卡盘右旋转240
°
,砂轮锯再次锯切,将钢锭锯断。
17.与现有技术相比,本发明的优点在于:
18.1、本发明采用砂轮锯切法,能够用于切割规格直径大于φ400的钢锭或铸坯;
19.2、本发明结构简单,操作方便,锯切面平整,锯切精度高,生产效率高。
附图说明
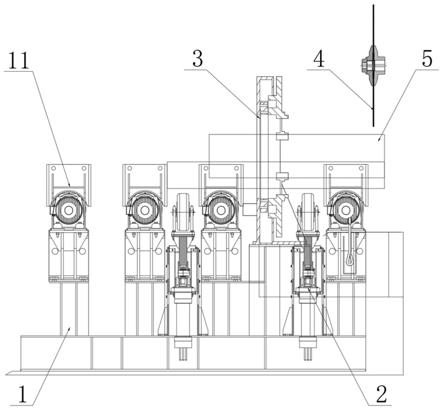
20.图1为本发明一种大规格钢锭锯切装置的结构示意图。
21.图2为图1的俯视图。
22.图3为图1的侧视图。
23.图4为图1中升降托轮的结构示意图。
24.图5为图4的侧视图。
25.图6为图1中动力卡盘的结构示意图。
26.图7为本发明一种大规格钢锭锯切装置多次锯切的示意图。
27.其中:
28.输送辊道1
29.输送辊11
30.底座111
31.轴承座112
32.v型辊体113
33.辊道减速机114
34.支撑辊轴115
35.升降托轮2
36.导板21
37.支撑板22
38.升降液压缸23
39.托轮架24
40.托轮25
41.支座251
42.托轮轴252
43.托轮本体253
44.导槽26
45.导轮轴27
46.导轮28
47.位移传感器29
48.动力卡盘3
49.卡盘座31
50.旋转齿圈32
51.平面锁紧齿圈33
52.卡爪34
53.旋转驱动马达35
54.锁紧驱动马达36
55.卡槽37
56.砂轮锯4
57.钢锭5。
具体实施方式
58.以下结合附图实施例对本发明作进一步详细描述。
59.参见图1~图7,本发明涉及的一种大规格钢锭锯切装置,它包括输送辊道1,所述输送辊道1后段设置有前后两个升降托轮2,前后两个升降托轮2之间设置有动力卡盘3,所述输送辊道1后方设置有砂轮锯4;
60.所述输送辊道1包括前后间隔布置的多个输送辊11,所述输送辊11包括底座111,所述底座111上设置有左右两个轴承座112,左右两个轴承座112之间设置有v型辊体113,所述v型辊体113一侧设置有辊道减速机114,所述辊道减速机114输出端与v型辊体113相连接;
61.所述v型辊体113左右两端设置有支撑辊轴115,左右两个支撑辊轴115分别插装于左右两个轴承座112内;
62.所述辊道减速机114输出端通过鼓齿联轴器与其中一个支撑辊轴115相连接;
63.所述轴承座112内设置有调心滚子轴承;
64.所述轴承座112和辊道减速机114通过螺栓与底座111相固定;
65.所述升降托轮2包括前后平行布置的两个导板21,前后两个导板21中部之间设置有支撑板22,所述支撑板22上设置有升降液压缸23,所述升降液压缸23上端连接设置有托轮架24,所述托轮架24上设置有左右两个托轮25;
66.所述导板21内侧沿竖向设置有导槽26,所述托轮架24上沿前后方向穿装有导轮轴27,所述导轮轴27前后两端均设置有导轮28,前后两个导轮28分别设置于前后两个导板21内侧的导槽26内;
67.每个导板21内侧沿竖向设置有两条导槽26,两条导槽26左右平行布置;
68.所述托轮25包括支座251,所述支座251上卡置有托轮轴252,所述托轮轴252上设置有托轮本体253,所述托轮本体253内设置有轴承;
69.所述升降液压缸23通过关节轴承与托轮架24相连接;
70.所述升降液压缸23内置有位移传感器29,通过位移传感器的数据控制升降液压缸
升降的行程精确;
71.所述动力卡盘3包括卡盘座31,所述卡盘座31上设置有旋转齿圈32和平面锁紧齿圈33,所述旋转齿圈32和平面锁紧齿圈33前后布置,所述旋转齿圈32上沿径向均匀设置有多个卡爪34;
72.所述卡盘座31上设置有旋转驱动马达35,所述旋转驱动马达35输出端与旋转齿圈32相啮合,通过旋转驱动马达带动旋转齿圈实现旋转运动,旋转角度由编码器控制;
73.所述卡盘座3上还设置有锁紧驱动马达36,所述锁紧驱动马达36输出端与平面锁紧齿圈33相啮合,所述平面锁紧齿圈33与多个卡爪34相配合,锁紧驱动马达36带动平面锁紧齿圈实现旋转运动,平面锁紧齿圈带动多个卡爪同时向内收缩夹紧钢锭;
74.所述旋转齿圈32上沿径向开设有多个卡槽37,所述卡爪34设置于卡槽37内。
75.其锯切方法如下:
76.行车吊运钢锭到输送辊道上,输送辊道将钢锭输送到砂轮锯锯口下方,升降托轮根据钢锭的规格将钢锭托举,直至钢锭的中心线和动力卡盘的中心线重合;动力卡盘将钢锭自动定心夹紧,砂轮锯向下锯切第一刀,直至切割至钢锭中心线,退锯后,动力卡盘左旋转120
°
,砂轮锯锯切第二刀至钢锭中心线,退锯,动力卡盘右旋转240
°
,砂轮锯再次锯切,将钢锭锯断。
77.上述实施例外,本发明还包括有其他实施方式,凡采用等同变换或者等效替换方式形成的技术方案,均应落入本发明权利要求的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。