1.本发明涉及纺织行业,具体为一种全自动智能纬管机。
背景技术:
2.随着纺织行业大部分所用织机已经更新换代成了较为高效的无梭织机,但是关于造纸毛毯底网的的纺织机,目前一些环织机还在使用有梭织机,其稳定性和特殊的性能能够满足造纸毛毯底网性能指标。对于这种有梭织机其纡管的制作采用传统的老式半自动化的纬管机已经不能满足生产效率和节省人力方面的产业需求。因此市场期待有一种能够实现数字化精准控制的高效纬管机能够满足上述要求。这也是研发该款纬管机的背景所在。
技术实现要素:
3.本发明要解决的技术问题是:提供一种全自动智能纬管机,实现数字化精准控制,满足造纸毛毯底网产业在生产效率和节省人力方面的产业需求。
4.为解决上述技术问题,本发明中全自动智能纬管机实现了程序自动化控制,可以在纱料和纡管备好的情况下实现自动化绕纬,自动化落纱管、自动化上纡管、自动化割线的一系列动作,全程采用plc控制器实现,并且有自动断线保护、恒张力维持等功能。
5.具体地,本发明中的全自动智能纬管机包括锭子机构、直线模组摆幅架机构、自动换管机构、放线机构、割线机构、落管接料机构、plc控制系统和机架;锭子机构位于机架上方,直线模组摆幅架机构位于锭子机构上方,放线机构与割线机构共同位于锭子机构的驱动端;自动换管机构位于锭子机构上方,并平行位于直线模组摆幅架机构的一侧;落管接料机构位于锭子机构下方;plc控制系统位于位于落管接料机构靠近锭子机构的驱动端;plc控制系统与锭子机构、直线模组摆幅架机构、自动换管机构、放线机构、割线机构分别电连接。
6.进一步地,锭子机构包括锭子驱动机构、锭子夹持头、锭子顶头机和锭子;锭子驱动机构用于驱动锭子转动,锭子夹持头与锭子顶头机用于加紧固持纡管,锭子转动时带动纡管同轴转动。
7.进一步地,直线模组摆幅架机构包括能够做直线往复运动的动力装置和与其连接的用于摆幅的摆线架。
8.进一步地,自动换管机构包括换管托架、与换管托架相连并能滑动的直线导轨、能使换管托架沿直线导轨滑动的动力装置以及用于盛放纡管的纡管料箱。
9.进一步地,放线机构包括能够摆放线筒的支架以及张力控制器。
10.进一步地,割线机构包括割线刀片夹持座、割线聚氨酯砧板、剪刀梁铰接轴副以及碰臂头。
11.进一步地,所述落管接料机构包括落料盘和落料盘支撑气缸。
12.综上所述,本发明的有益效果是:利用本发明,可实现数字化控制,可以方便工人根据不同丝径不同绕纬动程、级升要求进行菜单化选择。相较于传统旧式纬管机,其机械结
构更加简单,设备可维护性更加方便,机器使用寿命更长。自动化程度更高,速度上限更高,绕纬线的效率更高。全程自动化可以实现无人操作。
附图说明
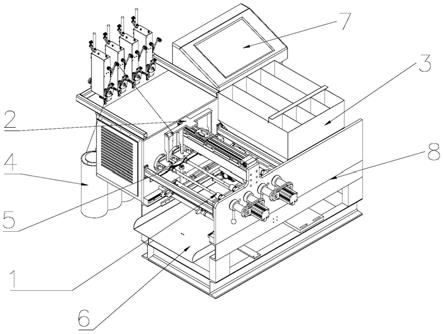
13.图1为本发明的全自动智能纬管机的立体结构示意图;
14.图2为图1中的锭子机构的结构示意图;
15.图3为图1中的直线模组摆幅架机构的结构示意图;
16.图4为图1中的自动换管机构的一视角结构示意图;
17.图5为图4的自动换管机构的另一视角结构示意图;
18.图6为图1中的放线机构的结构示意图;
19.图7为图1中的割线机构的结构示意图。
20.图8为图1中的落管接料机构的结构示意图。
21.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
22.请结合参见图1
‑
图8,本实施例中的全自动智能纬管机包括锭子机构1、直线模组摆幅架机构2、自动换管机构3、放线机构4、割线机构5、落管接料机构6、plc控制系统7和机架8;锭子机构1位于机架8上方,直线模组摆幅架机构2位于锭子机构1上方,放线机构4与割线机构5共同位于锭子机构1的驱动端;自动换管机构3位于锭子机构1上方,并平行位于直线模组摆幅架机构2的一侧;落管接料机构6位于锭子机构1下方;plc控制系统7位于位于落管接料机构6靠近锭子机构1的驱动端;plc控制系统7与锭子机构1、直线模组摆幅架机构2、自动换管机构3、放线机构4、割线机构5分别电连接。通过各机构的合理布局,结合plc控制系统7根据程序和各信号控制以上各机构协调一致的工作,从而实现自动化加工。
23.进一步地,机架8是以上各机构所附着的钢结构件,主要用来承载上述各机构零配件,是上述各部分机构的基础载体。
24.进一步地,锭子机构1包括锭子驱动机构11、锭子夹持头12、锭子顶头机13和锭子;锭子驱动机构11用于驱动锭子转动,锭子夹持头12与锭子顶头机13用于加紧固持纡管,锭子转动时带动纡管同轴转动。
25.进一步地,直线模组摆幅架机构2可以实现绕线过程中对线的轴线往复摆动以及实现摆动的递进式级升。直线模组摆幅架机构2包括能够做直线往复运动的动力装置21和与其连接的用于摆幅的摆线架22。
26.进一步地,自动换管机构3包括换管托架31、与换管托架31相连并能滑动的直线导轨32、能使换管托架31沿直线导轨32滑动的动力装置33(可以为齿条、亦可以为气缸、直线模组等装置)以及用于盛放纡管的纡管料箱34。自动换管机构3可以将纡管料箱34里码放的纡管逐根运送并托举到锭子中心位置并配合锭子顶头机13夹紧纡管。纡管料箱34的底部具有料箱底门35。
27.进一步地,放线机构4包括能够摆放线筒的支架41以及张力控制器42。放线机构4用来维持绕纬过程中张力的恒定,并兼具发送断线、计长等功能信号。
28.进一步地,割线机构5包括割线刀片夹持座51、割线聚氨酯砧板52、剪刀梁铰接轴
副53以及碰臂头。割线机构5用于每次绕纬结束后落纱断纱功能。
29.进一步地,落管接料机构6包括落料盘61和落料盘支撑气缸62。
30.进一步地,plc控制系统7实现了程序自动化控制,可以在纱料和纡管备好的情况下实现自动化绕纬,自动化落纱管、自动化上纡管、自动化割线的一系列动作,并且有自动断线保护、恒张力维持等功能。plc控制系统的动作采用集成菜单化,实现不同功能参数的任意选择,可根据不同丝径不同绕线动程及级升距进行选择。
31.以上介绍了各机构的组成,下面结合各机构说明全自动智能纬管机的工作过程:
32.首先,根据plc控制系统7的程序控制纡管料箱34里码放的纡管运送并托举到锭子中心位置并配合锭子顶头机13夹紧纡管,放线机构4开始放线,并且维持绕纬过程中张力的恒定,当纡管绕满时,plc控制系统7控制割线机构5进行落纱断纱,并且控制自动换管机构3将夹紧的纡管掉落至落管接料机构6,此时完成单次的自动绕纬工作,以此循环。
33.本发明的有益效果是:利用本发明,可实现数字化控制,可以方便工人根据不同丝径不同绕纬动程、级升要求进行菜单化选择。相较于传统旧式纬管机,其机械结构更加简单,设备可维护性更加方便,机器使用寿命更长。自动化程度更高,速度上限更高,绕纬线的效率更高。全程自动化可以实现无人操作。
34.以上仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构变换,或直接或间接运用在其他相关的技术领域,均包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。