一种pcr板注塑成型设备及其使用方法
技术领域
1.本发明属于pcr板注塑成型技术领域,具体是一种pcr板注塑成型设备及其使用方法。
背景技术:
2.目前,在分子生物学研究和医学临床诊断过程中,pcr反应技术是不可缺少的。pcr反应即聚合酶链式反应(polymerase chain reaction,pcr),是一种在体外快速扩增特定基因或dna序列的方法,故又称为基因的体外扩增法;现有的pcr反应板在注塑成型时,一般将pcr反应板倒置进行注塑成型,注塑成型模具包括有上模、与上模相配合的下模,上模与下模之间形成pcr板型腔,但是这样生产出来的pcr板的每个反应管底部都会形成有水口,其具体产生原因为注塑成型中的不完整性,尤其会导致反应管底部表面不光滑、不整齐,尺寸不稳定,影响光线的穿透效果,不利于观察反应管内的样品反应情况;且多数情况下的pcr板注塑成型中极易产生粘连现象,使得模具中依旧存在塑胶颗粒,不利于pcr板的正常生产。因此,本领域技术人员提供了一种pcr板注塑成型设备及其使用方法,以解决上述背景技术中提出的问题。
技术实现要素:
3.为实现上述目的,本发明提供如下技术方案:一种pcr板注塑成型设备,其包括:
4.装置基座;
5.外部框架,固定在所述装置基座的上端面一侧;
6.挤出注塑装置,横向固定在所述装置基座上,所述挤出注塑装置的一端横向穿过所述外部框件;
7.压模成型组件,横向设置在所述外部框件的内部中侧,所述压模成型组件与所述挤出注塑装置处于同一水平工作面,使得所述挤出注塑装置的输出端能够密封伸入所述压模成型组件中进行高压注塑;以及
8.外部冷却装置,竖直嵌入固定在所述外部框架的内部上侧;
9.所述装置基座上位于所述外部冷却装置下方设有内槽口,用于输送pcr板成品。
10.进一步,作为优选,所述压模成型组件包括:
11.外撑架,固定在所述外部框架内位于所述挤出注塑装置的一侧;
12.安装座,固定在所述外部框架内的另一侧;
13.固定丝杠,对称横向固定在所述外撑架与所述安装座之间;
14.内轴压组件,可相对滑动的限位设置在所述固定丝杠上,所述外撑架上上下对称固定有电动伸缩杆,所述电动伸缩杆的输出端与所述内轴压组件相连接固定;以及
15.塑接成型组件,可相对滑动的限位设置在所述固定丝杠上,所述安装座上横向固定有液压伸缩杆,所述液压伸缩杆的输出端与所述塑接成型组件相连接固定。
16.进一步,作为优选,所述内轴压组件包括:
17.密封机壳;
18.内固定架,通过多个滚子可相对转动的同轴限位设置在所述密封机壳内;所述内固定架固定有连接座;
19.输料头,横向嵌入固定在所述内固定架内,并与所述挤出注塑装置衔接配合;
20.双层套管,同轴设置在所述内固定架内,且其一端穿设在所述连接座上,所述双层套管中的内层支路与所述输料头相连通;以及
21.内挤压塑形装置,为上下对称均匀设置的多组,所述内挤压塑形装置均可相对偏转的限位设置在连接座中。
22.进一步,作为优选,还包括:
23.内增湿排压器,固定在所述内固定架内,并通过软管与所述双层套管中的外层支路相连通;以及
24.热流气泵,固定在所述内固定架内,并通过软管与所述双层套管中的外层支路相连通。
25.进一步,作为优选,所述内挤压塑形装置包括:
26.塑型头件,横向设置在所述连接座内,所述塑形头件的圆周外侧套接固定有弧形轴架;
27.限位环套,嵌入固定在所述连接座中,并被构造呈半圆形结构,使得所述塑型头件通过所述弧形轴架转动设置在所述限位环套中;
28.驱动电机,固定在所述内固定架内,所述驱动电机的输出端安装有旋转盘,所述旋转盘上铰接有支杆;以及
29.传动轴件,竖直可相对滑动的设置在所述内固定架内,各所述塑型头件的一端均铰接在所述传动轴件上,所述传动轴件的一端与所述支杆相转动连接。
30.进一步,作为优选,所述塑接成型组件包括:
31.滑动基座,与所述密封机壳密封配合;
32.承接盘,可相对转动的同轴设置在所述滑动基座内,所述滑动基座上设置有外设电机,所述外设电机的输出端通过齿轮啮合传动作用与所述承接盘相连接传动;以及
33.内模座,固定在所述承接盘内,并与所述连接座密封配合,所述内模座上对应位置设有多个注塑口。
34.进一步,作为优选,还包括:
35.伸缩顶杆,对称横向滑动设置在所述内模座中,所述伸缩顶杆被构造成两段式可收缩结构,且所述伸缩顶杆上靠近所述内模座的一端呈t形限位头;
36.外支座,固定在所述伸缩顶杆的一端,所述外支座滑动套接在所述液压伸缩杆外;以及
37.支撑弹簧,横向连接在所述外支座与所述承接盘之间。
38.进一步,作为优选,所述滑动基座的一侧端面还滑动贴合设置有密封胶垫,所述密封胶垫与所述滑动基座之间设置有内置弹簧。
39.进一步,作为优选,一种pcr板注塑成型设备的使用方法,其特征在于:其包括以下步骤:
40.s1.模板压入,通过承接盘与内固定架分别将对应塑形的pcr模板进行装夹固定,
再由液压伸缩杆以及电动伸缩杆的伸缩作用驱动密封机壳与滑动基座沿固定丝杠横向滑移,并相互密封配合,此时,内挤压塑形装置与塑接成型组件均处于外部框架的内部左侧,使得挤出注塑装置能够与输料头相连通;
41.s2.增湿排气,通过双层套管的外层支路将内增湿排压器中的湿度气流输送至内模座与连接座之间的间隙空腔中,使得湿度气流能够覆盖在内模座内壁并形成水膜层;
42.s3.内干燥处理;通过双层套管的外层支路将热流气泵中的干燥气流输送至内模座与连接座之间的间隙空腔中,并将内模座内壁上的水膜层进行热风烘干;
43.s4.挤出注塑;由挤出注塑装置将料体高压挤出,使得料体能通过双层套管的内层支路高压注入内模座中;
44.s5.挤压塑形;在挤出注塑的同时,由驱动电机驱动旋转下使得传动轴件通过旋转盘进行上下滑动,以便于各塑型头件能够将料体紧实压入至内模座中,同时,外设电机驱动,承接盘进行圆周旋转使得内固定架同步进行转动,将料体分散注入至内模座与连接座之间的间隙空腔内;
45.s6.冷却分离,由液压伸缩杆以及电动伸缩杆的伸缩作用驱动密封机壳与滑动基座沿固定丝杠横向滑移至外部冷却装置正下方,使得外部冷却装置的出气端能正对内模座与连接座的衔接间隙,此时,电动伸缩杆进行局部收缩,以便于密封胶垫通过内置弹簧弹力作用与滑动基座产生间缝,使得冷却气流进入其中,对成型pcr板进行降温固化;
46.s7.排送取出;由液压伸缩杆进行收缩,使得伸缩顶杆通过外支座顶压在安装座上,通过伸缩顶杆将成型后的pcr板顶出内模座;
47.s8.重复上述s1.
‑
s7.,以完成pcr板持续注塑生产工作。
48.与现有技术相比,本发明的有益效果是:
49.本发明中,由相互配合的内轴压组件与塑接成型组件进行密封衔接,通过挤出注塑装置将料体高压挤入其中,从而实现pcr板的注塑成型工作;而在注塑成型前,为防止pcr板固化成型中得粘连现象,通过内增湿排压器对内模座与连接座之间的间隙空腔输送湿度气流,使得残留料体能聚集排除,再由热流气泵对其输送干燥热流,从而使得内模座内壁能呈现局部低热状态,以便于pcr板固化成型;同时,内挤压塑形装置中的各塑型头件均能通过传动轴件的滑动作用进行幅度偏转,从而使得塑型头件能在注塑成型中将料体完全压入内模座中,防止其反应管底部形成有水口,导致底部表面不光滑、不整齐,尺寸不稳定。
附图说明
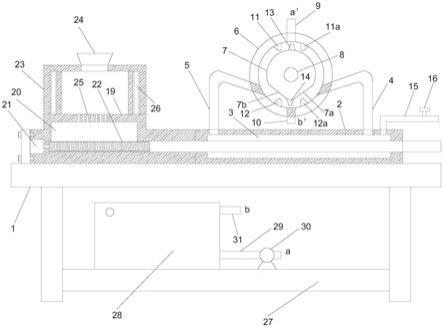
50.图1为本发明的结构示意图;
51.图2为本发明中压模成型组件的结构示意图;
52.图3为本发明中内轴压组件的结构示意图;
53.图4为本发明中内挤压塑形装置的结构示意图;
54.图5为本发明中塑接成型组件的结构示意图;
55.图中:1装置基座、2外部框架、3挤出注塑装置、4外部冷却装置、5压模成型组件、501外撑架、502安装座、503电动伸缩杆、504液压伸缩杆、505固定丝杠、6内轴压组件、601密封机壳、602内固定架、603连接座、604输料头、605双层套管、606内增湿排压器、607热流气泵、7塑接成型组件、701滑动基座、702承接盘、703内模座、704伸缩顶杆、705支撑弹簧、706
密封胶垫、8内挤压塑形装置、801塑型头件、802限位环套、803驱动电机、804旋转盘、805传动轴件。
具体实施方式
56.请参阅图1,本发明实施例中,一种pcr板注塑成型设备,其包括:
57.装置基座1;
58.外部框架2,固定在所述装置基座1的上端面一侧;
59.挤出注塑装置3,横向固定在所述装置基座1上,所述挤出注塑装置3的一端横向穿过所述外部框件2;
60.压模成型组件5,横向设置在所述外部框件2的内部中侧,所述压模成型组件5与所述挤出注塑装置3处于同一水平工作面,使得所述挤出注塑装置3的输出端能够密封伸入所述压模成型组件5中进行高压注塑;以及
61.外部冷却装置4,竖直嵌入固定在所述外部框架2的内部上侧;能够对压模成型组件外部进行降温,并将传递至其中,以实现pcr板的快速成型固化;
62.所述装置基座1上位于所述外部冷却装置4下方设有内槽口,用于输送pcr板成品。
63.本实施例中,所述压模成型组件5包括:
64.外撑架501,固定在所述外部框架2内位于所述挤出注塑装置的一侧;
65.安装座502,固定在所述外部框架2内的另一侧;
66.固定丝杠505,对称横向固定在所述外撑架501与所述安装座502之间;
67.内轴压组件6,可相对滑动的限位设置在所述固定丝杠505上,所述外撑架上501上下对称固定有电动伸缩杆503,所述电动伸缩杆503的输出端与所述内轴压组件6相连接固定;以及
68.塑接成型组件7,可相对滑动的限位设置在所述固定丝杠505上,所述安装座502上横向固定有液压伸缩杆504,所述液压伸缩杆504的输出端与所述塑接成型组件7相连接固定。
69.作为较佳的实施例,所述内轴压组件6包括:
70.密封机壳601;
71.内固定架602,通过多个滚子可相对转动的同轴限位设置在所述密封机壳601内;所述内固定架固定有连接座603;
72.输料头604,横向嵌入固定在所述内固定架602内,并与所述挤出注塑装置3衔接配合;
73.双层套管605,同轴设置在所述内固定架602内,且其一端穿设在所述连接座603上,所述双层套管605中的内层支路与所述输料头604相连通;以及
74.内挤压塑形装置8,为上下对称均匀设置的多组,所述内挤压塑形装置8均可相对偏转的限位设置在连接座603中。
75.本实施例中,还包括:
76.内增湿排压器606,固定在所述内固定架602内,并通过软管与所述双层套管605中的外层支路相连通;以及
77.热流气泵607,固定在所述内固定架602内,并通过软管与所述双层套管605中的外
层支路相连通;此中,优先由内增湿排压器对塑接成型组件输送增湿气流,使得塑接成型组件中的残留料体能进行汇集排除,同时保持内增湿排压器内壁干净光滑效果,再由热流气泵对其进行热风烘干,使得塑接成型组件内壁呈低热状态,需要注意的是,该低热状态温度应远低于料体初步成型温度,从而方便pcr板的后期分离取出。
78.本实施例中,所述内挤压塑形装置8包括:
79.塑型头件801,横向设置在所述连接座603内,所述塑形头件801的圆周外侧套接固定有弧形轴架;
80.限位环套802,嵌入固定在所述连接座603中,并被构造呈半圆形结构,使得所述塑型头件801通过所述弧形轴架转动设置在所述限位环套802中;
81.驱动电机803,固定在所述内固定架602内,所述驱动电机803的输出端安装有旋转盘804,所述旋转盘804上铰接有支杆;以及
82.传动轴件805,竖直可相对滑动的设置在所述内固定架602内,各所述塑型头件801的一端均铰接在所述传动轴件805上,所述传动轴件805的一端与所述支杆相转动连接。
83.本实施例中,所述塑接成型组件7包括:
84.滑动基座701,与所述密封机壳601密封配合;
85.承接盘702,可相对转动的同轴设置在所述滑动基座701内,所述滑动基701座上设置有外设电机,所述外设电机(图中未示出)的输出端通过齿轮啮合传动作用与所述承接盘702相连接传动;需要说明的是,当外设电机驱动承接盘进行圆周旋转时,承接盘能同步驱动相衔接配合的内固定架进行圆周转动,从而使得注入其中的料体能完全分散至各腔位中,以及
86.内模座703,固定在所述承接盘702内,并与所述连接座603密封配合,所述内模座703上对应位置设有多个注塑口。
87.作为较佳的实施例,还包括:
88.伸缩顶杆704,对称横向滑动设置在所述内模座703中,所述伸缩顶杆704被构造成两段式可收缩结构,且所述伸缩顶杆704上靠近所述内模座703的一端呈t形限位头;方便通过伸缩顶杆将成型后的pcr板进行顶出;
89.外支座,固定在所述伸缩顶杆704的一端,所述外支座滑动套接在所述液压伸缩杆704外;以及
90.支撑弹簧705,横向连接在所述外支座与所述承接盘702之间。
91.本实施例中,所述滑动基座701的一侧端面还滑动贴合设置有密封胶垫706,所述密封胶垫706与所述滑动基座701之间设置有内置弹簧707,使得当初步完成注塑工作,并进入冷却成型时,此时电动伸缩杆进行局部收缩,使得滑动基座与密封机壳之间产生局部排流缝隙,而内置弹簧通过弹力作用使得密封胶垫局部脱离滑动基座,从而方便外部冷却装置对其进行降温固化。
92.本实施例中,一种pcr板注塑成型设备的使用方法,其特征在于:其包括以下步骤:
93.s1.模板压入,通过承接盘702与内固定架602分别将对应塑形的pcr模板进行装夹固定,再由液压伸缩杆504以及电动伸缩杆503的伸缩作用驱动密封机壳601与滑动基座701沿固定丝杠横向滑移,并相互密封配合,此时,内挤压塑形装置8与塑接成型组件7均处于外部框架2的内部左侧,使得挤出注塑装置3能够与输料头604相连通;
94.s2.增湿排气,通过双层套管605的外层支路将内增湿排压器606中的湿度气流输送至内模座703与连接座603之间的间隙空腔中,使得湿度气流能够覆盖在内模座703内壁并形成水膜层;
95.s3.内干燥处理;通过双层套管605的外层支路将热流气泵607中的干燥气流输送至内模座703与连接座603之间的间隙空腔中,并将内模座703内壁上的水膜层进行热风烘干;
96.s4.挤出注塑;由挤出注塑装置3将料体高压挤出,使得料体能通过双层套管605的内层支路高压注入内模座703中;
97.s5.挤压塑形;在挤出注塑的同时,由驱动电机803驱动旋转下使得传动轴件805通过旋转盘804进行上下滑动,以便于各塑型头件801能够将料体紧实压入至内模座703中,同时,外设电机驱动承接盘702进行圆周旋转使得内固定架602同步进行转动,将料体分散注入至内模座703与连接座603之间的间隙空腔内;
98.s6.冷却分离,由液压伸缩杆504以及电动伸缩杆503的伸缩作用驱动密封机壳601与滑动基座701沿固定丝杠505横向滑移至外部冷却装置4正下方,使得外部冷却装置4的出气端能正对内模座703与连接座603的衔接间隙,此时,电动伸缩杆503进行局部收缩,以便于密封胶垫706通过内置弹簧707弹力作用与滑动基座701产生间缝,使得冷却气流进入其中,对成型pcr板进行降温固化;
99.s7.排送取出;由液压伸缩杆504进行收缩,使得伸缩顶杆704通过外支座顶压在安装座502上,通过伸缩顶杆704将成型后的pcr板顶出内模座703;
100.s8.重复上述s1.
‑
s7.,以完成pcr板持续注塑生产工作。
101.上所述的,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。