1.本发明涉及动力电池模组生产领域,特别是一种用于动力电池模组灌胶生产的自动脱模方法及装置。
背景技术:
2.随着我国新能源行业的快速发展,对动力电池模组的生产效率有了更高的要求。现有的动力电池模组生产流程中,需要将动力电池模组放置于灌胶模具中进行灌胶封装,而完成灌胶操作并在胶体固化后,则需要将动力电池模组与灌胶模具进行分离,以便进行下一步生产流程,目前分离操作通常是由人工手动完成。
3.人工进行动力电池模组与灌胶模具的分离操作,受工人的操作熟练程度,及工人操作空间的影响,其生产效率和脱模精度低,工人劳动强度高,而且人工成本也需要被计算在动力电池模组的生产成本中。因此,人工分离操作已经不能满足动力电池生产行业的需求。
技术实现要素:
4.针对上述问题,本发明提出一种动力电池模组的自动脱模方法,通过模组工装板的定位孔进行脱模定位,通过顶块进行脱模操作,实现动力电池模组脱模的全自动化生产。
5.具体来说,本发明的自动脱模方法包括:工装板设置步骤,于模组工装板上设置顶块,该顶块对应动力电池模组的脱模顶出位置;于该模组工装板上设置定位孔,该定位孔对应自动脱模专机的脱模工位;脱模步骤,将携带动力电池模组的模组工装板移动至该脱模工位,通过该定位孔对该模组工装板进行定位,固定该模组工装板,驱动该顶块顶起该动力电池模组脱离该模组工装板;循环步骤,将完成脱模的模组工装板移出该脱模工位,并再次执行脱模步骤以进行下一组携带动力电池模组的模组工装板的脱模操作。
6.优选的,该脱模步骤中,通过辊筒线驱动该模组工装板以移至和移出该脱模工位。
7.优选地,该顶块为弹簧顶块,该脱模步骤中,当该动力电池模组脱离该模组工装板后,停止驱动该顶块以使该顶块自动复位。
8.本发明还提出一种动力电池模组的自动脱模装置,用于采用如前所述的自动脱模方法,对模组工装板上完成灌胶的动力电池模组进行脱模操作,该自动脱模装置包括:专机工作台,包括辊筒线,用于将携带该动力电池模组的模组工装板输送至对该动力电池模组进行脱模操作的脱模工位,以及将完成脱模操作的模组工装板带离该脱模工位;模组工装板,用于携带该动力电池模组,该模组工装板包括:工装板底板,具有定位孔;灌胶模具,设置于该工装板底板的一面,用于放置该动力电池模组;顶块,设置于该工装板底板,且对应该动力电池模组的脱模顶出位置,并穿透该工装板底板;顶起机构,设置于该专机工作台,并与该脱模工位对应,用于当该模组工装板处于该脱模工位时,驱动该顶块以顶起该动力电池模组脱离该模组工装板;该顶起机构包括顶杆,该顶杆对应于该工装板底板的另一面的该顶块的位置。
9.进一步的,本发明的自动脱模装置还包括:压紧机构,设置于该专机工作台,并与该脱模工位对应,用于在进行脱模操作时将该模组工装板压紧固定于该脱模工位处。
10.进一步的,该顶起机构还包括:顶起电机组件和顶起连杆组件,该顶起连杆组件由该顶起电机组件驱动,以带动该顶杆顶起该顶块。
11.进一步的,该顶起机构还包括:工装板定位组件,设置于该专机工作台,并与该脱模工位对应,该工装板定位组件包括定位销,该定位销配合该定位孔,将该模组工装板定位于该脱模工位。
12.优选的,该工装板定位组件还包括驱动该定位销进行定位的定位驱动组件,该定位驱动组件包括定位气缸和活塞杆,该定位销固定设置于该活塞杆的端头。
13.优选的,该模组工装板设置有多个该灌胶模具,每个该灌胶模具设置4个顶块。
14.优选的,该顶块为弹簧顶块。
15.本发明提出的用于动力电池模组生产的自动脱模装置,采用气缸和销钉形式,保证了模组工装板定位的准确,顶起机构采用伺服电机作为动力源,可以准确控制顶起高度和顶起力的大小。本发明实现了电池模组脱模的全自动化生产,同时也弥补了传统电池行业人工进行模组脱模时环境恶劣,劳动强度高,加工精度低的不足。
附图说明
16.图1为动力电池模组外观示意图。
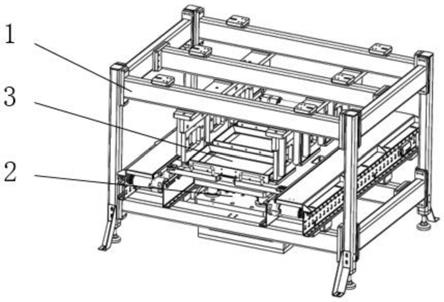
17.图2为本发明一实施例的自动脱模装置总体示意图。
18.图3为本发明一实施例的模组工装板正面结构示意图。
19.图4为本发明一实施例的模组工装板背面结构示意图。
20.图5为本发明一实施例的模组工装板携带动力电池模组示意图。
21.图6为本发明一实施例的专机工作台结构示意图;
22.图7为本发明一实施例的顶起机构结构示意图;
23.图8为本发明一实施例的工装板定位组件结构示意图;
24.图9为本发明一实施例的动力机构组件结构示意图;
25.图10为本发明一实施例的电机组件结构示意图。
26.图11为本发明一实施例的连杆组件结构示意图;
27.图12为本发明的动力电池模组的自动脱模方法流程图。
28.其中,附图标记
29.1:专机工作台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11:专机架体
30.12:压紧结构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13:辊筒线
31.2:顶起机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21:顶起机构固定板
32.22:升降导杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23:导杆连接板
33.24:顶起活动板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
25:顶杆
34.26:工装板定位组件
ꢀꢀꢀꢀꢀꢀꢀ
261:气缸支撑柱
35.262:气缸安装板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
263:定位气缸
36.264:定位销
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
27:动力机构连接板
37.28:动力机构组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
281:动力机构安装底板
38.282:电机组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2821:电机安装块
39.2822:电机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2823:联轴器
40.2824:轴承座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2825:旋转导向杆
41.2826:轴向滑块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
283:导轨安装块
42.284:导轨
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
285:滑块
43.286:连杆组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2861:连杆底座
44.2862:底侧连杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2863:中间连杆
45.2864:顶部连杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2865:顶起连接块
46.2866:横移连接板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2867:连接杆支座
47.2868:连接杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3:模组工装板
48.31:工装板底板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32:导向轮
49.33:模组工装板提手
ꢀꢀꢀꢀꢀꢀꢀ
34:灌胶模具
50.35:弹簧顶块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4:动力电池模组
具体实施方式
51.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图,对本发明提出的动力电池模组灌胶用自动脱模方法及装置进一步详细说明。应当理解,此处所描述的具体实施方法仅仅用以解释本发明,并不用于限定本发明。
52.图1为动力电池模组外观示意图。如图1所示的动力电池模组,在生产流程中,需要进行灌胶操作,灌胶操作时,灌胶机向灌胶模具中灌入胶水,然后将动力电池模组放入灌胶模具中,动力电池模组底部浸入胶水中,静置24小时,待胶水完全固化,则需要进行脱模操作,将动力电池模组与灌胶模具分离。现有技术中脱模操作通常是采用人工手动分离。
53.本发明所要解决的技术问题是提供一种用于动力电池模组灌胶后的自动脱模方法及装置,以实现对动力电池模组快速、准确的脱模。
54.本发明提出动力电池模组的自动脱模方法,通过模组工装板的定位孔进行脱模定位,通过顶块进行脱模操作,实现动力电池模组脱模的全自动化生产。本发明的自动脱模方法包括:工装板设置步骤,于模组工装板上设置顶块,该顶块对应动力电池模组的脱模顶出位置;于该模组工装板上设置定位孔,该定位孔对应自动脱模专机的脱模工位;脱模步骤,将携带动力电池模组的模组工装板移动至该脱模工位,通过该定位孔对该模组工装板进行定位,固定该模组工装板,驱动该顶块顶起该动力电池模组脱离该模组工装板;循环步骤,将完成脱模的模组工装板移出该脱模工位,并再次执行脱模步骤以进行下一组携带动力电池模组的模组工装板的脱模操作。
55.优选的,该脱模步骤中,通过辊筒线驱动该模组工装板以移至和移出该脱模工位。
56.优选地,该顶块为弹簧顶块,该脱模步骤中,当该动力电池模组脱离该模组工装板后,停止驱动该顶块以使该顶块自动复位。
57.本发明还提出一种动力电池模组的自动脱模装置,用于采用如前所述的自动脱模方法,对模组工装板上完成灌胶的动力电池模组进行脱模操作,该自动脱模装置包括:专机工作台,包括辊筒线,用于将携带该动力电池模组的模组工装板输送至对该动力电池模组进行脱模操作的脱模工位,以及将完成脱模操作的模组工装板带离该脱模工位;模组工装
板,用于携带该动力电池模组,该模组工装板包括:工装板底板,具有定位孔;灌胶模具,设置于该工装板底板的一面,用于放置该动力电池模组;顶块,设置于该工装板底板,且对应该动力电池模组的脱模顶出位置,并穿透该工装板底板;顶起机构,设置于该专机工作台,并与该脱模工位对应,用于当该模组工装板处于该脱模工位时,驱动该顶块以顶起该动力电池模组脱离该模组工装板;该顶起机构包括顶杆,该顶杆对应于该工装板底板的另一面的该顶块的位置。
58.进一步的,本发明的自动脱模装置还包括:压紧机构,设置于该专机工作台,并与该脱模工位对应,用于在进行脱模操作时将该模组工装板压紧固定于该脱模工位处。
59.进一步的,该顶起机构还包括:顶起电机组件和顶起连杆组件,该顶起连杆组件由该顶起电机组件驱动,以带动该顶杆顶起该顶块。
60.进一步的,该顶起机构还包括:工装板定位组件,设置于该专机工作台,并与该脱模工位对应,该工装板定位组件包括定位销,该定位销配合该定位孔,将该模组工装板定位于该脱模工位。
61.优选的,该工装板定位组件还包括驱动该定位销进行定位的定位驱动组件,该定位驱动组件包括定位气缸和活塞杆,该定位销固定设置于该活塞杆的端头。
62.优选的,该模组工装板设置有多个该灌胶模具,每个该灌胶模具设置4个顶块。
63.优选的,该顶块为弹簧顶块。
64.本发明提出一种新型动力电池模组灌胶用自动脱模装置,主要用于电池模组底部灌胶后与模具自动脱离;该自动脱模装置为单机设备,可离线作业,亦可配合生产线实现自动化脱模作业;下述新型自动脱模装置以应用于动力锂离子电池行业为例简述;本发明的自动脱模装置主要包括:专机工作台、顶起机构和模组工装板;顶起机构固定在专机工作台上,模组工装板放置在专机工作台的辊筒线上;模组工装板可同时放置多个电池模组(下述以三个为例),可实现同时完成多个动力电池模组的脱模作业;顶起机构通过气缸 销钉形式,实现模组工装板的精确定位,并通过电机 连杆的形式,实现对模组工装板中的模组自动顶起;专机工作台中包含压紧结构,可防止脱模过程中模组工装板跟随动力电池模组一起顶起,进而实现动力电池模组与工装板模具的脱离;本发明的自动脱模装置可与输送线体对接,实现自动上料及下料动作。本发明专利可实现电池模组自动上料——脱模——下料动作,实现了全自动化作业,同时解放人力,减少工人作业强度,节省大量人工成本。
65.具体来说,本发明提供了一种用于动力电池模组灌胶后自动脱模装置,包括专机工作台、顶起机构和模组工装板。图2为本发明一实施例的自动脱模装置总体示意图。如图2所示,本发明的动力电池电池模组自动脱模装置,包括专机工作台1、顶起机构2和模组工装板3,顶起机构2固定在专机工作台1的脱模工位处,模组工装板3放置在专机工作台1的辊筒线上,由辊筒线输送至专机工作台的脱模工位,通过顶起机构2可实现同时对多个动力电池模组灌胶后的自动脱模。
66.图3为本发明一实施例的模组工装板正面结构示意图,图4为本发明一实施例的模组工装板背面结构示意图,图5为本发明一实施例的模组工装板携带动力电池模组示意图。如图3、4、5所示,模组工装板3包括工装板底板31、导向轮32、模组工装板提手33、灌胶模具34和弹簧顶块35,工装板底板31放置在专机工作台的辊筒线上,导向轮32固定工装板底板31的四个边角,模组工装板提手33固定在工装板底板31两侧,灌胶模具34固定在工装板底
板31上面,弹簧顶块35固定在工装板底板31上面。为提高脱模操作的效率,每块模组工装板3设置有多个灌胶模具34,于本发明的实施例中,在每块模组工装板3上设置三个灌胶模具34,使得每一轮脱模操作都可以将三块动力电池模组脱离灌胶模具。进行脱模操作时,模组工装板在脱模装置中通过顶起机构2的工装板定位组件26插入模组工装板定位孔中对模组工装板进行定位,顶杆25将工装板的弹簧顶块35将电池模组顶起,实现电池模组与灌胶模具的分离。
67.图6为本发明一实施例的专机工作台结构示意图。如图6所示,本发明的专机工作台1包括装置专机架体11、压紧结构12和辊筒线13,压紧结构12分别固定在装置专机架体11内部上侧,对应脱模工位,辊筒线13固定在装置架体11内部下侧。
68.图7为本发明一实施例的顶起机构结构示意图。如图7所示,顶起机构2包括顶起机构固定板21、升降导杆22、导杆连接板23、顶起活动板24、顶杆25、工装板定位组件26、动力机构连接板27和动力机构组件28,顶起机构固定板21安装在装置架体11底部横梁上,升降导杆22分别穿过顶起机构固定板21边角的导向孔,导杆连接板23分别连接升降导杆22的底面,顶起活动板24安装在升降导杆22的上面,顶杆25固定在顶起活动板24上面,工装板定位组件26分别固定在顶起机构固定板21上面对角位置,动力机构连接板27分别固定在顶起机构固定板21下面,动力机构组件28安装在动力机构连接板27下面。顶起机构2中顶杆25的数量为一组或多组,对应模组工装板中灌胶模具的数量。本实施例中顶起机构中顶块的数量为三组,可一次性使三个动力电池模组脱离灌胶模具,生产效率高。
69.图8为本发明一实施例的工装板定位组件结构示意图。如图4所示,工装板定位组件26包括气缸支撑柱261、气缸安装板262、定位气缸263和定位销264,气缸支撑柱261固定在顶起机构固定板21上面,气缸安装板262安装在气缸支撑柱261上,定位气缸263安装在气缸安装板262上,定位销264安装在定位气缸263活塞杆端头。
70.图9为本发明一实施例的动力机构组件结构示意图。如图9所示,动力机构组件28包括动力机构安装底板281、电机组件282、导轨安装块283、导轨284、滑块285和连杆组件286,动力机构安装底板281固定在动力机构连接板27下面,电机组件282固定在动力机构安装底板281上面,导轨安装块283分别安装在动力机构安装底板281上面及电机组件282两侧,导轨284分别固定在导轨安装块283上面,滑块285安装在导轨284上,连杆组件286安装在动力机构安装底板281上面。
71.图10为本发明一实施例的电机组件结构示意图。如图10所示,电机组件282包括电机安装块2821、电机2822、联轴器2823、轴承座2824、旋转导向杆2825和轴向滑块2826,电机安装块2821固定在动力机构安装底板281上,电机2822安装在电机安装块2821上,联轴器2823安装在电机2822动力轴端头,轴承座2824分别固定在动力机构安装底板281上,旋转导向杆2825安装在联轴器2823上并穿过轴承座2824,轴向滑块2826安装在旋转导向杆2825上。
72.图11为本发明一实施例的连杆组件结构示意图。如图11所示,连杆组件286包括连杆底座2861、底侧连杆2862、中间连杆2863、顶部连杆2864、顶起连接块2865、横移连接板2866、连接杆支座2867和连接杆2868,连杆底座2861固定在动力机构安装底板281上,底侧连杆2862安装在连杆底座2861上,中间连杆2863安装在底侧连杆2862上,顶部连杆2864安装在底侧连杆2862及中间连杆2863的连接处,顶起连接块2865安装在顶部连杆2864上并固
定在顶起活动板24下面,横移连接板2866安装在轴向滑块2826上面,连接杆支座2867固定在横移连接板2866上面,连接杆2868安装在中间连杆2863上并穿过连接杆支座2867。
73.本发明用于动力电池模组的脱模,集合了气动、电动传动技术等联动控制,可以同时对三个模组进行作业,模组在模组工装板上完成灌胶作业后,到达专机工作台辊筒线上的指定位置后,顶起机构的活塞杆伸出,通过定位销与模组工装板定位孔的配合,保证模组工装板的定位精度,模组脱模的动力来自伺服电机,能控制模组顶起高度和脱模力的大小,专机工作台的压紧机构能够防止脱模过程中工装板随着模组一起顶起,从而实现模组自动脱离模组工装板灌胶模具的目的。
74.本发明的动力电池电池模组自动脱模装置,顶起机构固定在专机工作台上,模组工装板放置在专机工作台的辊筒线上,通过顶起机构可实现同时对多个模组灌胶后的自动脱模;其中专机工作台,包括装置架体、压紧结构和辊筒线,压紧结构分别固定在装置架体内部上侧,的辊筒线分别固定在装置架体内部下侧;顶起机构,包括顶起机构固定板、升降导杆、导杆连接板、顶起活动板、顶块、工装板定位组件、动力机构连接板和动力机构组件,顶起机构固定板安装在装置架体底部横梁上,升降导杆分别穿过顶起机构固定板边角的导向孔,导杆连接板分别连接升降导杆的底面,顶起活动板安装在升降导杆的上面,顶块固定在顶起活动板上面,工装板定位组件分别固定在顶起机构固定板上面对角位置,动力机构连接板分别固定在顶起机构固定板下面,动力机构组件安装在动力机构连接板下面。本实施例中顶起机构中顶块的数量为3组,可一次性使3个模组脱离灌胶模具,生产效率高;
75.工装板定位组件,包括气缸支撑柱、气缸安装板、定位气缸和定位销,气缸支撑柱固定在顶起机构固定板上面,气缸安装板安装在气缸支撑柱上,定位气缸安装在气缸安装板上,定位销安装在定位气缸活塞杆端头;
76.动力机构组件,包括动力机构安装底板、电机组件、导轨安装块、导轨、滑块和连杆组件,动力机构安装底板固定在动力机构连接板下面,电机组件固定在动力机构安装底板上面,导轨安装块分别安装在动力机构安装底板上面及电机组件两侧,导轨分别固定在导轨安装块上面,滑块安装在导轨上,连杆组件安装在动力机构安装底板上面;
77.电机组件,包括电机安装块、电机、联轴器、轴承座、旋转导向杆和轴向滑块,电机安装块固定在动力机构安装底板上,电机安装在电机安装块上,联轴器安装在电机动力轴端头,轴承座分别固定在动力机构安装底板上,旋转导向杆安装在联轴器上并穿过轴承座,轴向滑块安装在旋转导向杆上;
78.连杆组件,包括连杆底座、底侧连杆、中间连杆、顶部连杆、顶起连接块、横移连接板、连接杆支座和连接杆,连杆底座固定在动力机构安装底板上,底侧连杆安装在连杆底座上,中间连杆安装在底侧连杆上,顶部连杆安装在底侧连杆及中间连杆的连接处,顶起连接块安装在顶部连杆上并固定在顶起活动板下面,横移连接板安装在轴向滑块上面,连接杆支座固定在横移连接板上面,连接杆安装在中间连杆上并穿过连接杆支座;
79.模组工装板,包括工装板底板、导向轮、模组工装板提手、灌胶模具和弹簧顶块,工装板底板放置在辊筒线上,导向轮固定工装板底板的四个边角,模组工装板提手固定在工装板底板两侧,灌胶模具固定在工装板底板上面,弹簧顶块固定在工装板底板上面。
80.图12为本发明的动力电池模组的自动脱模方法流程图。如图12所示,本发明的动力电池模组的自动脱模方法包括:
81.步骤s1,于模组工装板上设置顶块,该顶块对应动力电池模组的脱模顶出位置;于该模组工装板上设置定位孔,该定位孔对应自动脱模专机的脱模工位;
82.步骤s2,将携带动力电池模组的模组工装板移动至该脱模工位,通过该定位孔对该模组工装板进行定位,固定该模组工装板,驱动该顶块顶起该动力电池模组脱离该模组工装板;
83.步骤s3,将完成脱模的模组工装板移出该脱模工位,并再次执行脱模步骤以进行下一组携带动力电池模组的模组工装板的脱模操作。
84.本发明提出的用于动力电池模组生产的自动脱模装置,采用气缸和销钉形式,保证了模组工装板定位的准确,顶起机构采用伺服电机作为动力源,可以准确控制顶起高度和顶起力的大小。本发明实现了电池模组脱模的全自动化生产,同时也弥补了传统电池行业人工进行模组脱模时环境恶劣,劳动强度高,加工精度低的不足。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。