1.本发明涉及压力机技术领域,具体是涉及一种可对压合方向进行调节的精密伺服电子压力机。
背景技术:
2.压力机(包括冲床、液压机)是一种结构精巧的通用性压力机。具有用途广泛,生产效率高等特点,压力机可广泛应用于切断、冲孔、落料、弯曲、铆合和成形等工艺。通过对金属坯件施加强大的压力使金属发生塑性变形和断裂来加工成零件。机械压力机工作时由电动机通过三角皮带驱动大皮带轮(通常兼作飞轮),经过齿轮副和离合器带动曲柄滑块机构,使滑块和凸模直线下行。机械压力机在锻压工作完成后滑块程上行,离合器自动脱开,同时曲柄轴上的自动器接通,使滑块停止在上止点附近。
3.但是,现有的压力机施力方向均为垂直或水平,因而在压装销时,需要将装配面使用治具调整至水平或竖直,如果销位于不同角度面时,需要多次调整装夹,严重影响生产效率;因此,不满足现有的需求,对此我们提出了一种可对压合方向进行调节的精密伺服电子压力机。
技术实现要素:
4.为解决上述技术问题,提供一种可对压合方向进行调节的精密伺服电子压力机。
5.为达到以上目的,本发明采用的技术方案为:
6.一种可对压合方向进行调节的精密伺服电子压力机,包括:
7.安装架;
8.工作台,工作台设置为圆柱,工作台台面设有凹槽,工作台与安装架滑动连接;
9.上料滑台,上料滑台的一端与工作台轴向配合;
10.压合装置,压合装置纵向的设置在工作台的上方,压合装置用于对多角度治具的压合,压合装置包括有升降装置,升降装置纵向的设置在安装架上,升降装置用于压合装置垂直的上下移动;
11.锁紧装置,锁紧装置设有一对,分别位于工作台的左右两侧,锁紧装置用于对治具的两端进行夹紧,锁紧装置包括有第四旋转装置,第四旋转装置纵向的设置在安装架的下方,第四旋转装置与工作台固定连接,第四旋转装置用于90
°
旋转工作台;
12.推料装置,推料装置横向的设置在工作台的正前方,推料装置与安装架固定连接,推料装置用于自动对加工完的治具进行下料。
13.优选的,压合装置包括有:
14.第一旋转装置,第一旋转装置水平的设置在升降装置的输出端正下方,第一旋转装置与升降装置的输出端转动连接,第一旋转装置用于压合装置水平角度的调节;
15.第二旋转装置,第二旋转装置纵向的设置在第一旋转装置的正下方,第二旋转装置与第一旋转装置转动连接,第二旋转装置用于压合装置纵向角度的调节;
16.第三旋转装置第三旋转装置纵向的设置在第二旋转装置的输出端下方,第三旋转装置与第二旋转装置的输出端转动连接,第三旋转装置用于压合装置纵向角度的调节;
17.伸缩装置纵向的设置在第三旋转装置上,伸缩装置用于对治具的压合;
18.第一抱紧装置,第一抱紧装置水平的设置在第二旋转装置的输出端上端内侧,第一抱紧装置用于对第二旋转装置输出端辅助锁紧;
19.第二抱紧装置,第二抱紧装置水平的设置在第二旋转装置的输出端下端内侧,第二抱紧装置用于对第三旋转装置输出端辅助锁紧。
20.优选的,第一旋转装置包括有:
21.旋转盘,旋转盘水平的设置在升降装置的输出端正下方,旋转盘与升降装置的输出端转动连接,旋转盘用于压合装置在水平方向进行角度的调节;
22.第二电机,第二电机纵向的固定设置在升降装置的输出端正上方,第二电机的输出端与旋转盘固定连接,第二电机用于驱动旋转盘旋转。
23.优选的,第二旋转装置包括有:
24.第一齿轮轴,第一齿轮轴水平设置在旋转盘上,第一齿轮轴与旋转盘转动连接;
25.第一齿轮支架,第一齿轮支架设有一对,第一齿轮支架纵向的设置在第一齿轮轴的下方,第一齿轮支架通过连接轴与旋转盘转动连接,第一齿轮轴与连接轴固定连接,第一齿轮支架与第一齿轮轴齿轮啮合;
26.第三电机,第三电机水平的设置在第一齿轮轴一端,第三电机与第一齿轮轴固定连接,第三电机与旋转盘固定连接,第三电机用于驱动第一齿轮轴旋转。
27.优选的,第三旋转装置包括有:
28.第二齿轮轴,第二齿轮轴水平的设置在第一齿轮支架的下端,第二齿轮轴与第一齿轮支架转动连接;
29.第二齿轮支架,第二齿轮支架对有一对,分别位于第一齿轮支架的两侧,第二齿轮支架与第一齿轮支架转动连接;
30.连接板,连接板水平的设置在一对第二齿轮支架的下方,连接板与第二齿轮支架固定连接;
31.第四电机,第四电机水平设置在第一齿轮支架的一侧,第四电机的输出端与第二齿轮轴的一端轴向固定连接,第四电机用于驱动第二齿轮轴旋转。
32.优选的,伸缩装置包括有:
33.压合块,压合块水平的设置在连接板的下方,压合块用于对治具进行压合;
34.液压缸,液压缸纵向的设置在连接板上,液压缸与连接板固定连接,液压缸的输出端朝下,液压缸的输出端与压合块固定连接,液压缸用于驱动压合块的伸缩。
35.优选的,第一抱紧装置包括有:
36.刹车片,刹车片设有一对,分别设置在第一齿轮支架的内侧,刹车片与连接轴间隙配合,刹车片用于对第一齿轮支架抵紧向外;
37.导向轴,导向轴水平的设置在一对刹车盘之间,导向轴用于引导刹车片的移动。
38.优选的,锁紧装置包括有:
39.夹紧装置,夹紧装置设有镜像的一对,一对夹紧装置分别位于工作台的左右两侧,夹紧装置用于对治具进行固定;
40.直线驱动装置,直线驱动装置水平的设置在安装架的下方,直线驱动装置的输出端与夹紧装置固定连接,直线驱动装置用于驱动一对夹紧装置做水平镜像运动。
41.优选的,夹紧装置包括有:
42.安装座,安装座纵向的固定设置在直线驱动装置的输出端的上端面;
43.抵紧块,抵紧块设置为l型,抵紧块水平的设置在工作台的一侧,抵紧块用于抵紧治具两端;
44.直杆,直杆水平的设置在抵紧块的一侧,直杆的一端与抵紧块固定连接,质感的另一端与安装座转动连接,直杆用于带动抵紧块向下对治具抵紧;
45.连接块,连接块设有一对,连接块的一端与安装座转动连接
46.夹紧块,夹紧块与连接块转动连接,夹紧块用于对直杆臂的压紧;
47.第一气缸,第一气缸水平的设置在安装座上方,第一气缸的输出端与连接块、夹紧块转动连接,第一气缸与安装座转动连接,第一气缸用于驱动夹紧块对直杆的压紧。
48.优选的,推料装置包括有:
49.推动块,推动块水平的设置在工作台的正前方,推动块用以推动治具;
50.第二气缸,第二气缸横向的设置在安装板上,第二气缸的输出端与推动块固定连接,第二气缸用于驱动推动块;
51.安装板,安装板纵向的设置在工作台的正前方,安装板用以放置第二气缸。
52.优选的,升降装置参照丝杆滑台。
53.优选的,直线驱动装置参照丝杆滑台。
54.本技术与现有技术相比具有的有益效果是:
55.1.本技术通过升降装置、第一旋转装置、第二旋转装置、第三旋转装置、伸缩装置、第一抱紧装置和第二抱紧装置用以执行压合装置步骤,实现了压力机可以多角度调节的目的。
56.2.本发明通过工作人员将需要加工的治具放入上料滑台上,治具通过上料滑台上的移动装置将其输送至工作台上,接着工作人员启动第四旋转装置的控制器,控制器发出信号使工作台90
°
旋转后,控制器发出信号驱动锁紧装置,位于工作台两侧的锁紧装置慢慢靠近工作台,直至锁紧装置的输出端与工作台上的治具相抵紧,这样治具就在工作台上被锁紧了,接着控制器再发出信号驱动压合装置工作,压合装置通过升降装置的驱动往下移动,移动至合适的位置上,再通过调节压合装置的角度,实现对治具进行压合,这样就解决了压力机如何全自动化对治具加工的技术问题。
57.3.本发明通过工作人员启动控制器,控制器发出信号使第四电机开始工作,第四电机带动着第二齿轮轴旋转开始自转,第二齿轮轴与第二齿轮支架通过齿轮啮合,带动着第二齿轮支架旋转,这样就解决了压合装置的输出端只能偏向中心轴向外的技术问题。
附图说明
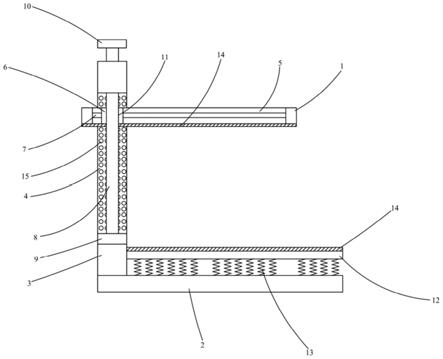
58.图1为本发明的立体图;
59.图2为本发明的正视图;
60.图3为本发明的压合装置的正视图;
61.图4为本发明的第一旋转装置的正视图;
62.图5为本发明的第二旋转装置的正视图;
63.图6为本发明的第三旋转转置的立体图;
64.图7为本发明的伸缩装置的立体图;
65.图8为本发明的第一抱紧装置的立体图;
66.图9为本发明的锁紧装置的的正视图;
67.图10为本发明的夹紧装置的立体图;
68.图11为本发明的推料装置的侧视图;
69.图12为本发明的升降装置的正视图;
70.图13为本发明的第四旋转装置的正视图;
71.图14为本发明的直线驱动装置的正视图;
72.图15为本发明的工作台的立体图。
73.图中标号为:
[0074]1‑
安装架;
[0075]2‑
工作台;2a
‑
凹槽;
[0076]3‑
上料滑台;
[0077]4‑
压合装置;4a
‑
升降装置;4b
‑
第一旋转装置;4b1
‑
第二电机;4b2
‑
旋转盘;4c
‑
第二旋转装置;4c1
‑
第三电机;4c2
‑
第一齿轮轴;4c3
‑
第一齿轮支架; 4c4
‑
连接轴;4d
‑
第三旋转装置;4d1
‑
第四电机;4d2
‑
第二齿轮轴;4d3
‑
第二齿轮支架;4d4
‑
连接板;4e
‑
伸缩装置;4e1
‑
液压缸;4e2
‑
压合快;4f
‑
第一抱紧装置;4f1
‑
刹车片;4f2
‑
导向轴;4g
‑
第二抱紧装置;
[0078]5‑
锁紧装置;5a
‑
第四旋转装置;5b
‑
夹紧装置;5b1
‑
第一气缸;5b2
‑
安装座;5b3
‑
夹紧块;5b4
‑
直杆;5b5
‑
抵紧块;5b6
‑
连接块;5c
‑
直线驱动装置;
[0079]6‑
推料装置;6a
‑
第二气缸;6b
‑
推动块;6c
‑
安装板。
具体实施方式
[0080]
以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
[0081]
为了解决压力机如何全自动化对治具加工的技术问题,如图1和图2所示,提供以下技术方案:
[0082]
一种可对压合方向进行调节的精密伺服电子压力机,包括:
[0083]
安装架1;
[0084]
工作台2,工作台2设置为圆柱,工作台2台面设有凹槽2a,工作台2与安装架1滑动连接;
[0085]
上料滑台3,上料滑台3的一端与工作台2轴向配合;
[0086]
压合装置4,压合装置4纵向的设置在工作台2的上方,压合装置4用于对多角度治具的压合,压合装置4包括有升降装置4a,升降装置4a纵向的设置在安装架1上,升降装置4a用于压合装置4垂直的上下移动;
[0087]
锁紧装置5,锁紧装置5设有一对,分别位于工作台2的左右两侧,锁紧装置5用于对治具的两端进行夹紧,锁紧装置5包括有第四旋转装置5a,第四旋转装置5a纵向的设置在安装架1的下方,第四旋转装置5a与工作台2固定连接,第四旋转装置5a用于90
°
旋转工作台2;
[0088]
推料装置6,推料装置6横向的设置在工作台2的正前方,推料装置6与安装架1固定连接,推料装置6用于自动对加工完的治具进行下料。
[0089]
具体的,压合装置4、升降装置4a、锁紧装置5、推料装置6、第四旋转装置5a均与控制器电连接。工作人员首先将需要加工的治具放入上料滑台3上,治具通过上料滑台3上的移动装置将其输送至工作台2上,接着工作人员启动第四旋转装置5a的控制器,控制器发出信号使工作台290
°
旋转后,控制器发出信号驱动锁紧装置5,位于工作台2两侧的锁紧装置5慢慢靠近工作台2,直至锁紧装置5的输出端与工作台2上的治具相抵紧,这样治具就在工作台2上被锁紧了,接着控制器再发出信号驱动压合装置4工作,压合装置4通过升降装置 4a的驱动往下移动,移动至合适的位置上,再通过调节压合装置4的角度,实现对治具进行压合,这样就解决了压力机如何全自动化对治具加工的技术问题。
[0090]
进一步的:
[0091]
为了解决压力机如何多角度调节的技术问题,如图3所示,提供以下技术方案:
[0092]
压合装置4包括有:
[0093]
第一旋转装置4b,第一旋转装置4b水平的设置在升降装置4a的输出端正下方,第一旋转装置4b与升降装置4a的输出端转动连接,第一旋转装置4b用于压合装置4水平角度的调节;
[0094]
第二旋转装置4c,第二旋转装置4c纵向的设置在第一旋转装置4b的正下方,第二旋转装置4c与第一旋转装置4b转动连接,第二旋转装置4c用于压合装置4纵向角度的调节;
[0095]
第三旋转装置4d第三旋转装置4d纵向的设置在第二旋转装置4c的输出端下方,第三旋转装置4d与第二旋转装置4c的输出端转动连接,第三旋转装置 4d用于压合装置4纵向角度的调节;
[0096]
伸缩装置4e纵向的设置在第三旋转装置4d上,伸缩装置4e用于对治具的压合;
[0097]
第一抱紧装置4f,第一抱紧装置4f水平的设置在第二旋转装置4c的输出端上端内侧,第一抱紧装置4f用于对第二旋转装置4c输出端辅助锁紧;
[0098]
第二抱紧装置4g,第二抱紧装置4g水平的设置在第二旋转装置4c的输出端下端内侧,第二抱紧装置4g用于对第三旋转装置4d输出端辅助锁紧。
[0099]
具体的,第一旋转装置4b、第二旋转装置4c、第三旋转装置4d、伸缩装置 4e、第一抱紧装置4f、第二抱紧装置4g均与控制器电连接。治具在工作台2上固定后,工作人员启动控制器,控制器首先发出信号使第一旋转装置4b转动来调节水平方向的角度,其次控制器发出信号驱动第二旋转装置4c在z轴上调节角度,角度调节到合适的位置后,控制器发出信号驱动第三旋转装置4d在z轴上再次进行角度的调节,这时控制器发出信号驱动第一抱紧装置4f、第二抱紧装置4g分别对第二旋转装置4c和第三旋转装置4d的输出端进行贴紧抱死类似刹车盘结构,此处不做累述,接着控制器再发出信号驱动伸缩装置4e,伸缩装置 4e对治具进行压合,这样就解决了压力机如何多角度调节的技术问题。
[0100]
进一步的:
[0101]
为了解决压合装置4在水平面上如何调节的技术问题,如图4所示,提供以下技术方案:
[0102]
第一旋转装置4b包括有:
[0103]
旋转盘4b2,旋转盘4b2水平的设置在升降装置4a的输出端正下方,旋转盘4b2与升
降装置4a的输出端转动连接,旋转盘4b2用于压合装置4在水平方向进行角度的调节;
[0104]
第二电机4b1,第二电机4b1纵向的固定设置在升降装置4a的输出端正上方,第二电机4b1的输出端与旋转盘4b2固定连接,第二电机4b1用于驱动旋转盘4b2旋转。
[0105]
具体的,第二电机4b1与控制器电连接。升降装置4a下降至合适的位置后,工作人员启动控制器,控制器发出信号驱动第二电机4b1,第二电机4b1开始工作,第二电机4b1的输出端驱动着旋转盘4b2转动,这样就解决了压合装置4 在水平面上如何调节的技术问题。
[0106]
进一步的:
[0107]
为了解决压合装置4在纵向角度如何调节的技术问题,如图5所示,提供以下技术方案:
[0108]
第二旋转装置4c包括有:
[0109]
第一齿轮轴4c2,第一齿轮轴4c2水平设置在旋转盘4b2上,第一齿轮轴4c2 与旋转盘4b2转动连接;
[0110]
第一齿轮支架4c3,第一齿轮支架4c3设有一对,第一齿轮支架4c3纵向的设置在第一齿轮轴4c2的下方,第一齿轮支架4c3通过连接轴4c4与旋转盘4b2 转动连接,第一齿轮轴4c2与连接轴4c4固定连接,第一齿轮支架4c3与第一齿轮轴4c2齿轮啮合;
[0111]
第三电机4c1,第三电机4c1水平的设置在第一齿轮轴4c2一端,第三电机 4c1与第一齿轮轴4c2固定连接,第三电机4c1与旋转盘4b2固定连接,第三电机4c1用于驱动第一齿轮轴4c2旋转。
[0112]
具体的,第三电机4c1与控制器电连接。工作人员启动控制器,控制器发出信号驱动第三电机4c1工作,第三电机4c1驱动着第一齿轮轴4c2开始围绕自身轴线旋转,第一齿轮轴4c2与第一齿轮支架4c3通过齿轮啮合,第一齿轮轴4c2 带动着第一齿轮支架4c3旋转,这样就解决了压合装置4在纵向角度如何调节的技术问题。
[0113]
进一步的:
[0114]
为了解决压合装置4的输出端只能偏向中心轴向外的技术问题,如图6所示,提供以下技术方案:
[0115]
第三旋转装置4d包括有:
[0116]
第二齿轮轴4d2,第二齿轮轴4d2水平的设置在第一齿轮支架4c3的下端,第二齿轮轴4d2与第一齿轮支架4c3转动连接;
[0117]
第二齿轮支架4d3,第二齿轮支架4d3对有一对,分别位于第一齿轮支架4c3 的两侧,第二齿轮支架4d3与第一齿轮支架4c3转动连接;
[0118]
连接板4d4,连接板4d4水平的设置在一对第二齿轮支架4d3的下方,连接板4d4与第二齿轮支架4d3固定连接;
[0119]
第四电机4d1,第四电机4d1水平设置在第一齿轮支架4c3的一侧,第四电机4d1的输出端与第二齿轮轴4d2的一端轴向固定连接,第四电机4d1用于驱动第二齿轮轴4d2旋转。
[0120]
具体的,第四电机4d1与控制器电连接。工作人员启动控制器,控制器发出信号使第四电机4d1开始工作,第四电机4d1带动着第二齿轮轴4d2旋转开始自转,第二齿轮轴4d2与第二齿轮支架4d3通过齿轮啮合,带动着第二齿轮支架 4d3旋转,这样就解决了压合装置4的输出端只能偏向中心轴向外的技术问题。
[0121]
进一步的:
[0122]
为了解决压力机如何对治具进行压合的技术问题,如图7所示,提供以下技术方案:
[0123]
伸缩装置4e包括有:
[0124]
压合块,压合块水平的设置在连接板4d4的下方,压合块用于对治具进行压合;
[0125]
液压缸4e1,液压缸4e1纵向的设置在连接板4d4上,液压缸4e1与连接板 4d4固定连接,液压缸4e1的输出端朝下,液压缸4e1的输出端与压合块固定连接,液压缸4e1用于驱动压合块的伸缩。
[0126]
具体的,液压缸4e1与控制器电连接。待工作人员将合适的角度调节完成后,控制器发出信号驱动液压缸4e1开始工作,液压缸4e1驱动着压合块对治具进行压合,这样就解决了压力机如何对治具进行压合的技术问题。
[0127]
进一步的:
[0128]
为了解决如何减小液压缸4e1在工作时出现的反作用力的技术问题,如图8 所示,提供以下技术方案:
[0129]
第一抱紧装置4f包括有:
[0130]
刹车片4f1,刹车片4f1设有一对,分别设置在第一齿轮支架4c3的内侧,刹车片4f1与连接轴4c4间隙配合,刹车片4f1用于对第一齿轮支架4c3抵紧向外;
[0131]
导向轴4f2,导向轴4f2水平的设置在一对刹车盘之间,导向轴4f2用于引导刹车片4f1的移动。
[0132]
具体的,第一抱紧装置4f与汽车上的刹车盘原理相同,此处不做累述。
[0133]
进一步的:
[0134]
为了解决如何固定住工作台2上的治具的技术问题,如图9所示,提供以下技术方案:
[0135]
锁紧装置5包括有:
[0136]
夹紧装置5b,夹紧装置5b设有镜像的一对,一对夹紧装置5b分别位于工作台2的左右两侧,夹紧装置5b用于对治具进行固定;
[0137]
直线驱动装置5c,直线驱动装置5c水平的设置在安装架1的下方,直线驱动装置5c的输出端与夹紧装置5b固定连接,直线驱动装置5c用于驱动一对夹紧装置5b做水平镜像运动。
[0138]
具体的,夹紧装置5b、直线驱动装置5c均与控制器电连接。工作人员启动控制器,控制器发出信号驱动直线驱动装置5c开始工作,直线驱动装置5c带动着一对夹紧装置5b做水平镜像运动,直至夹紧装置5b的输出端与治具两端相抵紧,然后控制器再发出信号驱动夹紧装置5b,夹紧装置5b的输出端压紧治具,这样就解决了如何固定住工作台2上的治具的技术问题。
[0139]
进一步的:
[0140]
为了解决夹紧装置5b如何对治具向下压紧的技术问题,如图10所示,提供以下技术方案:
[0141]
夹紧装置5b包括有:
[0142]
安装座5b2,安装座5b2纵向的固定设置在直线驱动装置5c的输出端的上端面;
[0143]
抵紧块5b5,抵紧块5b5设置为l型,抵紧块5b5水平的设置在工作台2的一侧,抵紧
块5b5用于抵紧治具两端;
[0144]
直杆5b4,直杆5b4水平的设置在抵紧块5b5的一侧,直杆5b4的一端与抵紧块5b5固定连接,质感的另一端与安装座5b2转动连接,直杆5b4用于带动抵紧块5b5向下对治具抵紧;
[0145]
连接块5b6,连接块5b6设有一对,连接块5b6的一端与安装座5b2转动连接
[0146]
夹紧块5b3,夹紧块5b3与连接块5b6转动连接,夹紧块5b3用于对直杆5b4 臂的压紧;
[0147]
第一气缸5b1,第一气缸5b1水平的设置在安装座5b2上方,第一气缸5b1 的输出端与连接块5b6、夹紧块5b3转动连接,第一气缸5b1与安装座5b2转动连接,第一气缸5b1用于驱动夹紧块5b3对直杆5b4的压紧。
[0148]
具体的,第一气缸5b1与控制器电连接。工作人员启动控制器,控制器发出信号驱动第一气缸5b1工作,第一气缸5b1的输出端驱动着抵紧块5b5朝向工作台2运动,夹紧块5b3抵紧直杆5b4,直杆5b4压紧抵紧块5b5,抵紧块5b5压紧治具,这样就解决了夹紧装置5b如何对治具向下压紧的技术问题。
[0149]
进一步的:
[0150]
为了解决治具在加工完成后自动下料的技术问题,如图11所示,提供以下技术方案:
[0151]
推料装置6包括有:
[0152]
推动块6b,推动块6b水平的设置在工作台2的正前方,推动块6b用以推动治具;
[0153]
第二气缸6a,第二气缸6a横向的设置在安装板6c上,第二气缸6a的输出端与推动块6b固定连接,第二气缸6a用于驱动推动块6b;
[0154]
安装板6c,安装板6c纵向的设置在工作台2的正前方,安装板6c用以放置第二气缸6a。
[0155]
具体的,第二气缸6a与控制器电连接。摆放在工作台2上的治具在加工完成后,工作人员启动控制器,控制器发出信号给第二气缸6a,第二气缸6a开始工作,第二气缸6a的输出端驱动着推动块6b朝向工作台2,治具在工作台2上的凹槽2a的滑动至上料滑台3,然后再由上料滑台3中的移动装置将治具输送下线,这样就解决了治具在加工完成后自动下料的技术问题。
[0156]
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。