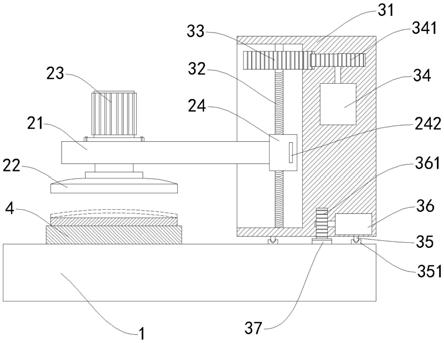
1.本发明涉及使用了适合于汽水(咸淡水)腐蚀环境的双相不锈钢的焊接接头及其制造方法。
背景技术:
2.伴随最近的震灾等自然灾害的多发,在各处进行着应对海啸、水灾的结构物的建设和改装强化。由于近年来对海啸、水灾的预想水位的重新考虑,这些结构更加大规模化。在这些建筑物中,建造在河流的水闸和建造在堤岸道路的闸门是可动的,因此使用钢材或铝。
3.最近,这些水闸、陆地闸门越来越多地应用双相不锈钢。双相不锈钢是包含大致等量的铁素体相和奥氏体相的不锈钢,除了耐腐蚀性以外,强度也比其他不锈钢、碳钢高,能够薄壁轻量化,因此具有能够减轻伴随结构的大规模化而产生的重量增加的大优点,被广泛地使用。
4.双相不锈钢的jis钢种有sus821l1、sus323l、sus329j1、sus329j3l、sus329j4l、sus327l这6个钢种。其中,sus821l1是作为sus304的代替,sus323l是作为sus316l的代替而开发的钢种,sus329j3l、sus329j4l、sus327l是在更加严酷的环境中具有耐腐蚀性的高耐腐蚀钢种。
5.水闸中,设置于河口部的水闸会淹没于海水或与其接近的高盐分浓度的水中,需要高的耐腐蚀性。在奥氏体系不锈钢的情况下,sus304耐腐蚀不足的情况较多,常使用耐腐蚀性更好的sus316l。同样,在双相不锈钢的情况下,常使用作为sus316l的代替而开发的sus323l。
6.在双相不锈钢的情况下,需要考虑焊接部的韧性、耐腐蚀性降低。添加于双相不锈钢的n,通过焊接时的加热冷却而作为cr氮化物析出。该氮化物通过促进裂纹的传播而使韧性降低,另外,由于析出而消耗cr,产生所谓的cr缺乏层,从而使耐腐蚀性降低。
7.特别是对于母材暂时熔融凝固的焊接金属,已知通过以下的机制,与母材相比耐腐蚀性大幅降低。
8.双相不锈钢暂时以铁素体单相凝固,在其后的冷却时析出奥氏体相,最终成为铁素体相和奥氏体相的双相组织。但是,在焊接的情况下,由于冷却速度大,奥氏体相的析出不充分,结果与母材相比,成为铁素体相过多的组织。此时,奥氏体相中的c、n的固溶度大,与此相对,铁素体相的c、n的固溶度极小,因此过剩的c、n成为铬碳氮化物而析出,形成铬缺乏相(贫铬相),使耐腐蚀性降低。
9.为了抑制这样的耐腐蚀性的降低,通过向母材添加n,在冷却时促进奥氏体相的析出是有效的,但另一方面,该n在母材的熔融时挥发或蒸发,在焊接金属中浓度降低,有时无法得到设想的效果。因此,在双相不锈钢的焊接中,通常为了即使n浓度降低也能够确保奥氏体相的析出,大多使用与n同样地为奥氏体稳定元素、且与母材相比增加了不挥发蒸发的ni的含量的填充金属进行焊接。
10.另一方面,在焊接法中,有tig焊接、等离子焊接、激光焊接之类的几乎不发生电极熔融的非消耗电极式焊接。这些由于保护气体使用纯ar气体,因此具有焊接金属中的夹杂物量极低、成为良好的焊接金属的特长。但是,由于在焊接时追加填充金属是繁杂的,因此大多不使用填充金属而进行焊接,该情况下,无法如上所述使用提高了ni含量的填充金属来确保奥氏体相。
11.然而,上述的sus323l,母材的耐腐蚀性为sus316l同等以上,但根据焊接的条件,有时会低于sus316l的耐腐蚀性水平。sus821l1如专利文献1所示,是能够抑制焊接部的耐腐蚀性降低的成分系统,但由于是sus304代替钢,因此不适于该用途。在更高耐腐蚀性的钢种之中,sus329j3l、sus329j4l、sus327l具有非常优异的耐腐蚀性,但必须含有3%以上的高价的mo。
12.剩下的sus329j1具有比sus323l高的耐腐蚀性,mo的含量也少,因此适合于该用途,但存在焊接部的耐腐蚀性降低比其他钢种激烈的课题。作为针对该课题的对策,例如在专利文献2中记载了一种通过根据与ni的关系而添加适当的n从而提高了焊接的耐腐蚀性的sus329j1改良型双相不锈钢。但是,在该钢中,预料到焊接部的耐腐蚀性降低,在实施例中添加了超过2%的mo。
13.另一方面,作为无填充金属而确保焊接部的耐腐蚀性的一种方法,已知有通过在ar保护气体中混合n2气体来抑制焊接金属中的n降低的方法。例如,专利文献3中公开了一种在不使用填充金属而对双相不锈钢进行焊接时,规定与输入热量相对应的适当的n2气体量,使该量以上的n2气体混合,由此得到耐腐蚀性良好的双相不锈钢焊接接头的焊接方法。但是,混合的n2气体量过多的情况下,有时会在焊接金属中产生气孔缺陷。另外,与ar保护气体相比,为了使n2混合气体混合而需要花费时间精力。
14.对比文件4中公开了一种通过使用cr氮化物的析出开始温度的计算值为1250℃以下的焊接部件,能够抑制cr氮化物的析出,抑制了焊接金属部和焊接热影响部与母材之间的特性差异的省合金双相不锈钢激光焊接部件。公开了所述焊接部件具有在大气环境、水环境等中使用的耐腐蚀性。专利文献4中记载有,除了n以外的钢材中的元素,在熔融时难以被释放,因此能够将钢材中和焊接金属中的含量视为相同。但是,关于作为气体成分的c、n、o,在金属熔融时由于挥发蒸发或混入而与母材之间产生成分差异。专利文献4公开的发明没有考虑到这一点,认为焊接金属的韧性不充分。
15.在先技术文献
16.专利文献1:日本特许第5345070号公报
17.专利文献2:日本特开昭62
‑
267452号公报
18.专利文献3:日本特开2017
‑
179427号公报
19.专利文献4:日本特开2016
‑
191094号公报
技术实现要素:
20.发明要解决的课题
21.本发明的目的在于,提供一种通过使双相不锈钢母材的成分和双相不锈钢母材的焊接条件最佳化,使得不使用填充金属的焊接接头的焊接金属的成分最佳化,由此使汽水(咸淡水)环境下的耐腐蚀性优异且韧性也优异的焊接接头及其制造方法。
22.用于解决课题的手段
23.通常,不锈钢的耐点蚀性按点蚀指数进行排序,提出了各种计算式。作为点蚀指数(pren),在双相不锈钢中,大多用cr 3.3mo 16n这个式子来表示。
24.本发明人利用该式,通过模拟计算,对通过使sus329j1的组成范围含有n来提高sus329j1的焊接部的耐腐蚀性的方法进行了预估,并通过实验进行了确认。
25.其结果表明,对于母材,即使考虑到焊接热影响部的cr氮化物析出导致的耐腐蚀性降低,只要上述pren(下述式(1))的值为28.0以上、且由下述式(2)定义的ni值为170.0以上,就能够满足与所需求的sus316l焊接接头相当以上的耐腐蚀性,具体而言是在50℃测定出的基于jis g0577a法的点蚀电位为0.27vvs sse以上,另外对于焊接金属,除了上述以外,即使考虑到产生成分偏析导致的局部耐腐蚀性降低,也能够如后所述那样确保奥氏体量,并且通过将pren值调整为29.0以上且将上述ni值调整为170.0以上,能够得到确保同样的耐腐蚀性且经济性也良好的双相不锈钢。
26.pren=cr 3.3mo 16n
ꢀꢀꢀꢀꢀ
(1)
27.ni=(cr mo 2
×
ni)/n
ꢀꢀꢀꢀꢀ
(2)
28.在不使用填充金属而进行焊接的情况下,在通常的双相不锈钢焊接中进行的确保焊接金属的奥氏体量的对策仅能限定性地适用。该情况下,通常大量固溶于铁素体相中的n作为cr氮化物析出,导致耐腐蚀性降低。但是,在相对添加有cr、mo、ni的钢种的情况下,由于这些元素与n的相互作用,氮化物的析出延迟,因此即使是本来有相当量析出的n量,在短时间内也不能析出,其结果表明,如果将cr、mo和n的关系式ni值(cr mo 2
×
ni)/n)设定在适当范围内,则即使是铁素体量较多的焊接金属,耐腐蚀性的降低也停留在不低于sus316l焊接接头的水平。
29.另外,在不使用填充金属的上述非消耗电极式焊接中,为了将焊接部的耐腐蚀性确保为在汽水环境中能够发挥耐性的程度,需要使焊接热影响部和焊接金属的奥氏体量以面积率计分别为8%以上。本发明人发现,为了使焊接热影响部和焊接金属的奥氏体量分别以面积率计为8%以上,所使用的钢母材和焊接金属的n量需要满足下述式(3)。
30.n≥(0.08cr 0.08mo
‑
0.06ni
‑
1.21)/0.4
×
0.08
ꢀꢀꢀꢀꢀꢀ
(3)
31.该式(3)是根据作为主要元素的cr、ni、mo含量来推定不使用填充金属的上述非消耗电极式焊接中的、用于使焊接热影响部和焊接金属的奥氏体量以面积率计分别为8%以上所需的n量的式子。
32.另外,发现焊接输入热量q(j/cm)与焊接金属中的n含量具有一定的关系,通过利用该关系,在金属熔融时,能够使熔融金属中尽可能不含有c和o并且以一定的范围含有n,能够赋予焊接金属所期望的韧性。
33.根据这些见解,完成了本发明,其主旨如下。
34.(1)一种焊接接头,其特征在于,具备双相不锈钢母材和焊接部,
35.所述双相不锈钢母材,以质量%计含有c:0.001~0.050%、si:0.05~0.80%、mn:0.10%~2.00%、cr:23.00~26.00%、ni:4.50~6.00%、mo:1.00~2.00%、n:0.100~0.250%、al:0.003~0.050%,o限制为0.0060%以下,p限制为0.050%以下,s限制为0.0050%以下,并且,由下述式[1]定义的pren值为28.0以上且35.0以下,余量为fe和杂质,
[0036]
所述焊接部包含焊接金属和热影响部,
[0037]
所述焊接金属的成分,除了c、n和o以外由所述双相不锈钢母材的成分构成,以质量%计含有c:0.001~0.060%、n:0.100~0.250%、o:0.0100%以下,并且由下述式[1]定义的pren值为29.0以上,
[0038]
所述双相不锈钢母材的奥氏体量为30~70面积%,所述焊接金属和所述热影响部的奥氏体量分别为8~70面积%,
[0039]
所述双相不锈钢母材和所述焊接金属,由下述式[2]定义的ni值为170以上,并且满足下述式[3]。
[0040]
pren=cr 3.3mo 16n
ꢀꢀꢀꢀꢀ
1.[0041]
ni=(cr mo 2
×
ni)/n
ꢀꢀꢀꢀꢀ
[2]
[0042]
n≥(0.08cr 0.08mo
‑
0.06ni
‑
1.21)/0.4
×
0.08
ꢀꢀꢀꢀꢀ
[3]
[0043]
其中,所述式[1]、[2]、[3]中的元素符号表示各个元素的含量(质量%)。
[0044]
(2)根据(1)记载的焊接接头,其特征在于,在50℃测定所述焊接部的基于jis g0577a法的点蚀电位为0.27vvs sse以上。
[0045]
(3)根据(1)或(2)记载的焊接接头,其特征在于,在50℃测定所述双相不锈钢母材的基于jis g0577 a法的点蚀电位为0.27v vs sse以上。
[0046]
(4)根据(1)~(3)中任一项记载的焊接接头,其特征在于,所述双相不锈钢母材和所述焊接金属,以质量%计还含有选自nb:0.150%以下、ti:0.020%以下、ta:0.200%以下、zr:0.050%以下、hf:0.080%以下、sn:0.100%以下、w:1.00%以下、co:1.00%以下、cu:3.00%以下、v:0.300%以下、b:0.0050%以下、ca:0.0050%以下、mg:0.0050%以下、和rem:0.050%以下之中的一种或两种以上。
[0047]
(5)一种焊接接头的制造方法,是制造(1)~(4)中任一项记载的焊接接头的方法,其特征在于,控制保护气体中的氮量ngas和焊接输入热量q以使得由下述式[5]规定的nweld的值成为0.100~0.250,由此在不使用填充金属的状态下焊接所述双相不锈钢母材。
[0048]
q=[焊接电流(a)]
×
[焊接电压(v)]
÷
[焊接速度(cm/s)]
ꢀꢀꢀꢀ
[4]
[0049]
nweld=nbase
×
{0.978
‑
0.0029
×
√(q) 0.28
×
√(ngas) 0.00074
×
√(q)
×
√(ngas)}
ꢀꢀꢀꢀꢀ
[5]
[0050]
其中,所述式(5)中的nbase表示所述双相不锈钢母材的氮量(质量%),ngas表示保护气体中的氮量(体积%),q表示焊接输入热量(j/cm)。
[0051]
发明的效果
[0052]
根据本发明得到的焊接接头,在河川的河口附近的水闸那样的汽水环境中,具有与sus316l焊接接头同等以上的充分的耐腐蚀性,进而能够谋求由高韧性带来的轻量化,对产业方面、环境方面的贡献极大。
具体实施方式
[0053]
[焊接接头]
[0054]
通过以下说明的焊接金属和双相不锈钢母材,可得到本发明的焊接接头。本发明的焊接接头,具体而言,具有接头部的焊接金属、以及由夹着焊接金属的双相不锈钢的钢板构成的两个母材。
[0055]
再者,对于本发明的焊接接头的具体形状没有特别限定,例如,本发明能够适用于
对两个双相不锈钢的钢板进行坡口加工后进行对接焊接的接头的制造方法、将两个管彼此对接焊接的管接头的制造方法等。
[0056]
[双相不锈钢母材的组成]
[0057]
以下,对构成本发明的焊接接头的双相不锈钢母材的组成和组织的限定理由进行说明。再者,在本说明书中,只要没有特别说明,与成分相关的%就表示质量%。
[0058]
关于c,为了确保不锈钢的耐腐蚀性,限制为0.050%以下的含量。如果含有超过0.050%,则在热轧时会生成cr碳化物,使耐腐蚀性、韧性劣化。优选为0.030%以下,进一步优选为0.025%以下。
[0059]
另一方面,从降低不锈钢的c量的观点出发,将0.001%作为下限。
[0060]
关于si,为了脱氧而使双相不锈钢母材和焊接部含有0.05%以上。si含量优选为0.10%以上,进一步优选为0.20%以上。
[0061]
另一方面,如果以si含量超过0.80%而含有,则韧性劣化。因此设为0.80%以下。优选为0.50%以下,进一步优选为0.40%以下。
[0062]
mn具有增加奥氏体相、改善韧性的效果。为了改善韧性,使母材和焊接部含有0.10%以上。优选为0.30%以上,进一步优选为0.50%以上。
[0063]
另一方面,mn是降低不锈钢的耐腐蚀性的元素,因此将mn设为2.00%以下。优选为1.80%以下,进一步优选为1.50%以下。
[0064]
关于cr,为了确保本发明钢的基本的耐腐蚀性,使母材和焊接部含有23.00%以上。优选为23.20%以上,进一步优选为23.40%以上。
[0065]
另一方面,如果含有cr超过26.00%,则铁素体相分率增加且发生cr氮化物的析出,损害韧性和焊接部的耐腐蚀性。因此,将cr的含量设为26.00%以下。优选为25.00%以下,进一步优选为24.50%以下。
[0066]
关于ni,为了使奥氏体组织稳定,改善对于各种酸的耐腐蚀性,进而改善耐性,使母材和焊接部含有4.50%以上。通过增加ni含量,能够增加母材和焊接金属的ni值,能够降低上述母材和焊接金属需要含有的n量。优选为4.80%以上,进一步优选为5.00%以上。
[0067]
另一方面,ni是高价的合金,在以节省资源的双相不锈钢为目标的本发明钢中,从经济的观点出发,限制为6.00%以下的含量。
[0068]
mo是提高不锈钢的耐腐蚀性非常有效的元素,为了赋予sus316l以上的耐腐蚀性,需要含有1.00%以上。优选为1.10%以上,进一步优选为1.20%以上。
[0069]
另一方面,由于mo价格高,从经济的观点出发,mo含量越少越好,因此设为2.00%以下。优选小于2.00%,进一步优选为1.80%以下,更优选为1.60%以下。
[0070]
n是强力的奥氏体生成元素,特别是具有使焊接部的奥氏体量大幅增加的效果,并且是固溶于奥氏体相中而提高双相不锈钢的耐腐蚀性非常有效的元素,因此含有0.100%以上。优选为0.120%以上,进一步优选为0.150%以上。
[0071]
另一方面,固溶限度根据cr含量而变高,但在本发明钢中,如果以超过0.250%而含有,则会析出cr氮化物,损害韧性和耐腐蚀性。因此,将n含量设为0.250%以下。优选为0.230%以下,进一步优选为0.200%以下。
[0072]
al是用于钢脱氧的重要元素,另外,为了控制本钢的夹杂物的组成,而使母材和焊接部含有al。为了降低钢中的氧,可以将al与si一并含有。为了控制夹杂物的组成、提高耐
点蚀性,含有0.003%以上的al。优选为0.005%以上。
[0073]
另一方面,al是与n的亲和力较大的元素,如果过剩地添加,则会产生al的氮化物,损害不锈钢的韧性。其程度也依赖于n含量,但如果al超过0.050%,则韧性降低显著,因此将其含量设为0.050%以下。优选为0.040%以下,更优选为0.030%以下。
[0074]
o(氧)是杂质,是损害不锈钢的热加工性、韧性、耐腐蚀性的元素,因此优选尽可能减少。所以o含量限定为0.006%以下。另外,为了极端地降低氧,精练需要非常大的成本,因此如果考虑经济性,则氧量可以为0.001%以上。
[0075]
p是从原料中不可避免地混入的元素,使热加工性和韧性劣化,因此优选尽可能少,限定为0.05%以下。优选为0.04%以下。为了将p降低至极低量,精练时的成本变高。因此,从经济的观点出发,将p量的下限设为0.01%。
[0076]
s是从原料中不可避免地混入的元素,使热加工性、韧性和耐腐蚀性劣化,因此优选尽可能少,将上限限定为0.0050%以下。优选为0.0020%以下,进一步优选为0.0010%以下。为了将s降低至极低量,精练时的成本变高。因此,从经济的观点出发,将s量的下限设为0.0001%。
[0077]
[28.0≤pren≤35.0;ni≥170.0;奥氏体量为30面积%以上且70面积%以下]
[0078]
在河川的淡水、汽水等自然水的环境下,由于微生物的活动,自然电位变高。在自然电位高的环境下,即使cr浓度稍微降低,也会对耐腐蚀性带来很大影响。因此,在应用本发明钢的环境下,在焊接双相不锈钢而析出cr氮化物的情况下,cr氮化物周围的cr缺乏层成为点腐蚀的起点。
[0079]
通常,在双相不锈钢中,奥氏体量优选接近与铁素体量等量。铁素体过多的情况下,韧性降低,容易引起cr氮化物的析出。另一方面,奥氏体过多的情况下,容易引起应力腐蚀裂纹、热轧中的边裂。另外,无论哪种情况,铁素体相、奥氏体相之间的成分差都变得剧烈,在任一相中耐腐蚀性都降低。作为本发明的成分系统中难以产生上述课题的奥氏体量,规定为30面积%以上且70面积%以下。
[0080]
另外,在双相不锈钢的情况下,考虑到焊接热影响部的耐腐蚀性降低,在以同等的耐腐蚀性为目标时,需要确保比奥氏体系更高的pren。进行实验的结果,如果作为耐点蚀性的指标的由下述(1)定义的pren小于28.0,则即使双相不锈钢母材的奥氏体量为30面积%~70面积%,在汽水环境下在焊接热影响部也成为低于316l焊接接头的耐腐蚀性。
[0081]
pren=cr 3.3mo 16n
ꢀꢀꢀꢀ
(1)
[0082]
其中,式(1)中的元素符号表示各个元素的含量(质量%)。
[0083]
另外,为了提高双相不锈钢母材的pren,如果使cr、mo的含量过大,则会导致合金成本的增加、金属间化合物的生成,如果使n的含量过大,则会出现韧性恶化等不良影响。
[0084]
因此,为了在汽水等环境下不使焊接金属发生点蚀,需要双相不锈钢母材的奥氏体量为30~70面积%、并且双相不锈钢母材的由下述式(1)定义的pren值为28.0以上且35.0以下。双相不锈钢母材的奥氏体量的优选范围为40~60面积%。
[0085]
另外,在本发明的焊接接头中,通过使母材的成分和焊接条件最佳化,在不使用填充金属的状态下,即使在焊接热影响部也能够确保与sus316l同等以上的充分的耐腐蚀性。因此,限制双相不锈钢母材的cr、mo、ni和n含量,以使得由下述式(2)规定的ni值成为170.0以上。
[0086]
ni=(cr mo 2
×
ni)/n
ꢀꢀꢀꢀ
(2)
[0087]
其中,所述式(2)中的元素符号表示各个元素的含量(质量%)。
[0088]
该ni值是在cr、mo、ni和n的关系中铬氮化物析出延迟的水平的指标。该值为170以上时,即使是本发明这样的不使用填充金属而进行焊接的情况下,也停留在耐腐蚀性不低于sus316l焊接接头的水平的析出。优选为185以上。
[0089]
再者,关于本发明中的奥氏体量,在双相不锈钢母材的情况下,从相当于母材钢板的t/4(t为板厚)的位置取得与厚钢板的轧制方向平行的截面,埋入树脂中进行镜面研磨,并在koh水溶液中进行电解蚀刻后,通过光学显微镜观察进行图像分析,由此测定铁素体分率(面积%),将剩余的部分作为奥氏体量,由此求出。
[0090]
另外,关于焊接金属和焊接热影响部的奥氏体量,以包含焊接部(焊接金属和焊接热影响部)及其附近的母材的方式采取试验片,使用对所述双相不锈钢母材的轧制方向截面进行了镜面研磨的试验片,采用与双相不锈钢母材的情况同样的方法进行蚀刻处理、利用光学显微镜的观察和图像分析,由此测定焊接金属和焊接热影响部各自的金属组织中的奥氏体量。
[0091]
[焊接金属的组成]
[0092]
在本发明的焊接接头的制造中,由于不使用填充金属,因此构成本发明的焊接接头的焊接金属来自于母材熔融凝固而成的物质,具有与双相不锈钢母材的成分大致相同的成分。但是,如上所述,关于作为气体成分的c、n、o,在金属熔融时由于挥发蒸发或混入而与母材之间产生成分差异。
[0093]
c在焊接时有时会由于附着油等而混入焊接金属中,对耐腐蚀性有害,其含量超过0.060%时,如果处于焊接状态并受到再加热,则c与cr结合而析出cr碳化物,耐晶界腐蚀性和耐点蚀性明显劣化,另一方面,从降低c量的观点出发,以0.001%为下限,因此将其含量限定为0.001~0.060%。
[0094]
n是强力的奥氏体生成元素,使氯化物环境下的耐点蚀性提高。在0.100%以上时,提高焊接金属的耐点蚀性和耐间隙腐蚀性,含量越多其效果越大。另一方面,如果增多n含量,特别是超过0.250%,则在焊接中容易产生气孔。因此,焊接金属的n含量限制为0.150~0.250%。优选为0.120%以上,更优选为0.130%,且可以为0.200%以下。
[0095]
o生成氧化物,过量含有会使韧性显著降低,因此将其含量的上限设为0.0100%。
[0096]
再者,关于焊接金属的c、n、o含量,通过切出焊接金属部分,分别进行以jis g1211
‑
3、g1228
‑
e)、g1239为基准的分析来测定。
[0097]
[pren≥29.0;ni≥170.0;奥氏体量为8面积%以上且70面积%以下]
[0098]
在河川的淡水、汽水等自然水的环境下,由于微生物的活动,自然电位变高。在自然电位高的环境下,即使cr浓度稍微降低,也会对耐腐蚀性带来很大影响。因此,在应用本发明钢的环境下,在焊接双相不锈钢而析出cr氮化物的情况下,cr氮化物周围的cr缺乏层成为点腐蚀的起点。本发明人明确了,在焊接接头的双相不锈钢焊接部的奥氏体量为8面积%~70面积%的情况下,耐腐蚀性会低于316l焊接接头。
[0099]
与母材同样,奥氏体量优选与铁素体量接近等量,像本发明这样在没有填充金属的情况下进行焊接时,特别是焊接金属的奥氏体相生成量容易变少,其中谋求尽可能增加奥氏体相的量。另外,为了尽可能抑制cr氮化物从铁素体相中析出,通过在焊接时控制n量
以使得由上述式(2)规定的ni值成为170.0以上,从而改善焊接金属的成分。在此基础上,作为不产生与sus316l相比耐腐蚀性降低的课题的奥氏体量,规定为8面积%以上且70面积%以下。
[0100]
另外,关于作为耐点蚀性的指标的pren值,如果焊接金属的pren值小于29.0,则即使焊接金属的奥氏体量为8面积%以上且70面积%以下,且pren为316l和该钢的母材以上,由于发生成分偏析所导致的局部耐腐蚀性降低以及铁素体量变得比母材多所导致的耐腐蚀性降低,在汽水环境下焊接金属的耐腐蚀性也会低于316l焊接接头。因此,需要焊接金属的奥氏体量为8面积%以上且70面积%以下,并且焊接金属的pren值为29.0以上。焊接金属的奥氏体量的优选下限为10.0面积%,更优选的下限为60.0面积%。焊接金属的奥氏体量的优选上限为65.0面积%,进一步优选的上限为60.0面积%。
[0101]
另外,为了确保本发明的焊接接头的焊接部的耐腐蚀性,焊接热影响部也与焊接金属同样地,需要使奥氏体量为8面积%~70面积%。
[0102]
[双相不锈钢母材和焊接金属的任意添加元素]
[0103]
另外,构成本发明的焊接接头的双相不锈钢母材和焊接金属可以含有以下的任意添加元素中的1种或2种以上。这些任意添加元素也可以不添加于双相不锈钢母材,在双相不锈钢母材中的含量可以是0%。
[0104]
nb是与n的亲和力强、具有进一步降低铬氮化物的析出速度的作用的元素。因此,本发明钢中根据需要含有0.005%以上。优选为0.010%以上,进一步优选为0.020%以上,更优选为0.030%以上。
[0105]
另一方面,如果含有超过0.150%的nb,则nb的氮化物大量析出,损害韧性,因此将其含量规定为0.150%以下。优选为0.090%以下,进一步优选为0.070%以下,更优选为0.050%以下。
[0106]
再者,nb是高价的元素,但通过积极地利用品质低的废料中所含的nb,能够使不锈钢熔解原料成本便宜。优选采用这样的方法来谋求含nb钢的熔解成本的降低。
[0107]
ti由于与n之间具有非常强的亲和力,在钢中形成ti的氮化物而可以含有。因此,在含有ti的情况下需要设为非常少量。如果含有超过0.020%,则会由于ti的氮化物而损害韧性,因此将其含量设为0.020%以下,优选为0.015%以下,进一步优选为0.010%以下。在含有ti的情况下,为了得到其效果,含量可以设为0.003%以上,优选为0.005%以上,进一步优选为0.006%以上。
[0108]
ta是通过夹杂物的改性而使耐腐蚀性提高的元素,也可以根据需要而含有。通过含有0.005%以上的ta,能够发挥效果,因此将ta量的下限设为0.005%以上。在ta量超过0.200%的情况下,会导致韧性降低,因此ta量的上限优选为0.200%以下,更优选为0.100%以下。在以少量的ta量来体现效果的情况下,优选将ta量设为0.050%以下。
[0109]
w与mo同样是提高不锈钢的耐腐蚀性的元素,可以含有。本发明钢中可以为了提高耐腐蚀性的目的而含有。但是,由于是高价的元素,因此可以为1.00%以下。优选为0.70%以下,进一步优选为0.50%以下。在添加w的情况下,为了得到其效果,可以将w含量设为0.01%以上,优选为0.05%以上,进一步优选为0.10%以上。
[0110]
v是与n具有亲和力、具有降低铬氮化物的析出速度的作用的元素。因此可以含有。但是,如果含有超过0.300%,则v的氮化物大量析出,损害韧性,因此v的含量为0.300%以
下,优选为0.250%以下,进一步优选为0.200%以下。在含有v的情况下,为了得到其效果,可以将含量设为0.010%以上,优选为0.030%以上,进一步优选为0.080%以上。
[0111]
ca和mg是为了控制本发明钢的夹杂物的组成,提高本发明钢的耐点蚀性和热加工性而添加的。在添加ca和mg的钢中,连同0.0030%以上且0.0500%以下的al一起使用溶解原料进行添加,或者通过脱氧和脱硫操作调整其含量,将ca的含量控制为0.0005%以上,将mg的含量控制为0.0005%以上。优选ca为0.0010%以上,mg为0.0010%以上,进一步优选ca为0.0015%以上,mg为0.0015%以上。
[0112]
另一方面,ca和mg过量添加都会反而降低热加工性和韧性,因此将ca的含量控制为0.0050%以下,将mg的含量控制为0.0050%以下。优选ca为0.0040%以下,mg为0.0025%以下,进一步优选ca为0.0035%以下,mg为0.0020%以下。
[0113]
co是提高钢的韧性和耐腐蚀性有效的元素,可以含有。co是高价的元素,即使含有超过1.00%,也不能发挥与成本相称的效果,因此含有1.00%以下即可。优选含有0.70%以下,进一步优选含有0.50%以下。在含有co的情况下,为了得到其效果,可以将含量设为0.01%以上,优选为0.03%以上,进一步优选为0.10%以上。
[0114]
cu是附加性地提高不锈钢对于酸的耐腐蚀性的元素,并且具有改善韧性的作用,因此可以含有。如果含有超过3.00%的cu,则在热轧后的冷却时超过固溶度,εcu析出而脆化,因此含有3.00%以下即可。优选为1.70%以下,进一步优选含有1.50%以下。在含有cu的情况下,可以含有0.01%以上,优选为0.33%以上,进一步优选为0.45%以上。
[0115]
b是改善钢的热加工性的元素,可以根据需要而含有。另外,是与n的亲和力非常强的元素,如果大量含有则会析出b的氮化物,损害韧性。因此,将其含量设为0.0050%以下,优选为0.0040%以下,进一步优选为0.0030%以下。在含有b的情况下,为了得到其效果,可以将b含量设为0.0001%以上,优选为0.0005%以上,进一步优选为0.0014%以上。
[0116]
rem是改善钢的热加工性的元素,为了该目的,有时以其含量为0.005%以上的方式添加。优选含有0.010%以上,进一步优选含有0.020%以上。另一方面,过剩添加反而会降低热加工性和韧性,因此含有0.050%以下即可。优选为0.040%以下,进一步优选为0.030%以下。
[0117]
在此,rem是la、ce等镧系稀土元素的含量的总和。
[0118]
zr、hf、sn在晶界偏析,抑制焊接时的晶粒的粗大化。另外,zr、hf对于提高热加工性和钢的清净度以及耐氧化性改善,一直以来都是有效的元素。sn在表面附近浓化(富集),抑制cr的氧化。
[0119]
为了得到这些效果,优选含有zr:0.001%以上、hf:0.001%以上、sn:0.005%以上。本发明的焊接接头的母材和焊接金属,也可以代替ni、cu、mo、w的元素组,以上述含量范围含有zr、hf、sn的元素组中的至少1种元素。
[0120]
另一方面,这些元素的过度添加会助长晶界强度降低所导致的晶界破坏,因此zr、hf、sn的含量需要为zr:0.050%以下、hf:0.080%以下、sn:0.100%以下。
[0121]
[n量]
[0122]
在本发明中,双相不锈钢母材和焊接金属的n量设为满足以下的式(3)。
[0123]
n≥(0.08cr 0.08mo
‑
0.06ni
‑
1.21)/0.4
×
0.08
ꢀꢀꢀꢀꢀꢀ
(3)
[0124]
其中,式(3)中的元素符号表示各个元素的含量(质量%)。
[0125]
式(3)是根据作为主要元素的cr、ni、mo含量来推定在不使用填充金属的非消耗电极式焊接中的、用于使焊接热影响部和焊接金属的奥氏体量分别为8%以上的双相不锈钢母材和焊接金属中所需的n量的式子。
[0126]
推定双相不锈钢的奥氏体量的成分式,例如有专利文献1中记载的ni
‑
bal.等多个,它们都是推定进行了溶体化热处理的钢材的奥氏体量的成分式。该情况下,cr、mo分配浓化于铁素体相中,ni、n分配浓化于奥氏体相中,形成各相。
[0127]
另一方面,在焊接热影响部和焊接金属的情况下,加热时暂时成为铁素体单相,然后冷却时生成奥氏体相,此时cr、ni、mo几乎不浓化,基本上仅n浓化于奥氏体相中,由此形成奥氏体相。此时,在奥氏体相中浓化的n量大致根据cr、ni、mo的量而变化,在奥氏体生成元素的ni高的情况下,n量变少,而在cr、mo的情况下则相反。在该n的浓化量少的情况下,其结果,能够以较少的n量生成奥氏体相。
[0128]
[双相不锈钢母材和焊接部的耐腐蚀性]
[0129]
双相不锈钢母材和焊接金属满足上述组成范围,采用上述制造方法制造出的焊接接头,在50℃对包含焊接金属和热影响部的焊接部测定的基于jis g0577 a法的点蚀电位为0.27v vs sse以上。
[0130]
另外,采用上述制造方法制造的焊接接头,在50℃对钢母材测定的基于jis g0577 a法的点蚀电位为0.27v vs sse以上。这样,本发明的焊接接头具有与sus316l焊接接头同等以上的耐腐蚀性。
[0131]
[双相不锈钢母材和焊接部的韧性]
[0132]
本发明的焊接接头,优选在试验温度为
‑
20℃、采用jis z 2242规定的试验方法实施夏比冲击试验时的冲击值为100j/cm2以上。
[0133]
本发明的焊接接头,对于双相不锈钢母材的板厚没有限定。在双相不锈钢母材的板厚为10.0mm以上的情况下,上述冲击值的测定所使用的双相不锈钢母材德试验片,是通过从不包含焊接部的部分切出包含板厚中心的10mm厚的部件,并对所述部件在轧制直角方向上加工v型切口而制成的。另外,上述冲击值的测定所使用的焊接部的试验片,是通过除去焊接接头的焊接金属的余高,以焊接线为中央切出包含焊接金属和热影响部的10mm厚的部件,并在相对于所述部件的焊接线成直角的方向上加工v型切口而制成的。在母材的板厚小于10.0mm时,直接以母材板厚采取试验片。
[0134]
[本发明的焊接接头的制造方法]
[0135]
接着,对本发明的焊接接头的制造方法进行说明。
[0136]
[焊接工序]
[0137]
在本发明中,为了形成具有优异的低温韧性和在海水环境下的耐腐蚀性的焊接部,对于形成焊接金属时的焊接条件,优选如下所述进行限定。
[0138]
本发明的焊接接头是通过不使用填充金属而是采用非消耗电极式焊接方法焊接所述双相不锈钢母材而形成的。作为这样的焊接方法,可例示出钨极电弧焊接、等离子焊接、激光焊接等。
[0139]
[保护气体中的氮量ngas]
[0140]
焊接金属中的n含量,受到双相不锈钢母材的焊接条件、特别是保护气体所含的n的含量和焊接时的输入热量的影响。本发明人发现,在双相不锈钢母材的组成满足本发明
的条件的情况下,根据保护气体中的氮量ngas(体积%)和焊接输入热量q(j/cm),焊接金属中的n含量(质量%)能够在由下述式(5)定义的nweld的值
±
10.0%的范围内进行推定。
[0141]
q=[焊接电流(a)]
×
[焊接电压(v)]
÷
[焊接速度(cm/s)]
ꢀꢀꢀꢀꢀ
(4)
[0142]
nweld=nbase
×
{0.978
‑
0.0029
×
√(q) 0.28
×
√(ngas) 0.00074
×
√(q)
×
√(ngas)}
ꢀꢀꢀꢀꢀ
(5)
[0143]
其中,所述式(5)中的nbase是双相不锈钢母材的氮量(质量%),ngas是保护气体中的氮量(体积%),由保护气体的纯ar气体和纯n2气体的配合比例求出。q表示焊接输入热量(j/cm)。焊接输入热量的范围为焊接金属金属熔化且不烧穿的范围。在激光焊接的情况下,为了抑制氮化物的析出,优选将焊接输入热量的上限设为50000(j/cm)。另外,优选焊接速度为0.2~7.0cm/s,保护气体流量在熔池的位置为5~50升/分钟。保护气体优选为由纯ar气体:90.0体积%以上、纯n2气体:10.0体积%以下以及剩余部分不足0.1体积%的杂质气体构成的组成。
[0144]
本发明人发现,利用上述式(4)和(5)计算出的、在预定焊接输入热量q(j/cm)时的nweld的值,能够推定为焊接金属的氮量(质量%)。根据本发明的焊接接头的制造方法,如果预先使双相不锈钢母材的成分最佳化,则通过控制焊接输入热量q(j/cm)以使得由所述式(5)定义的nweld的值成为0.100以上且0.250以下,能够在不使用填充金属、并且几乎不使保护气体中含有氮ngas(体积%)的情况下,制造耐腐蚀性良好的焊接接头。
[0145]
再者,本发明的制造方法不仅适用于焊接接头的制造,也能够适用于这些结构物的补修焊接等。
[0146]
本发明中,在制造由如上述那样规定了成分含量的双相不锈钢母材和焊接金属构成的焊接接头时,通过在上述焊接条件下进行焊接,能够稳定地得到具有确保了优异的低温韧性和汽水环境下的耐腐蚀性的焊接金属的焊接接头。
[0147]
实施例
[0148]
以下,通过实施例对本发明进行具体说明,但本发明并不限定于以下的条件或制造例。
[0149]
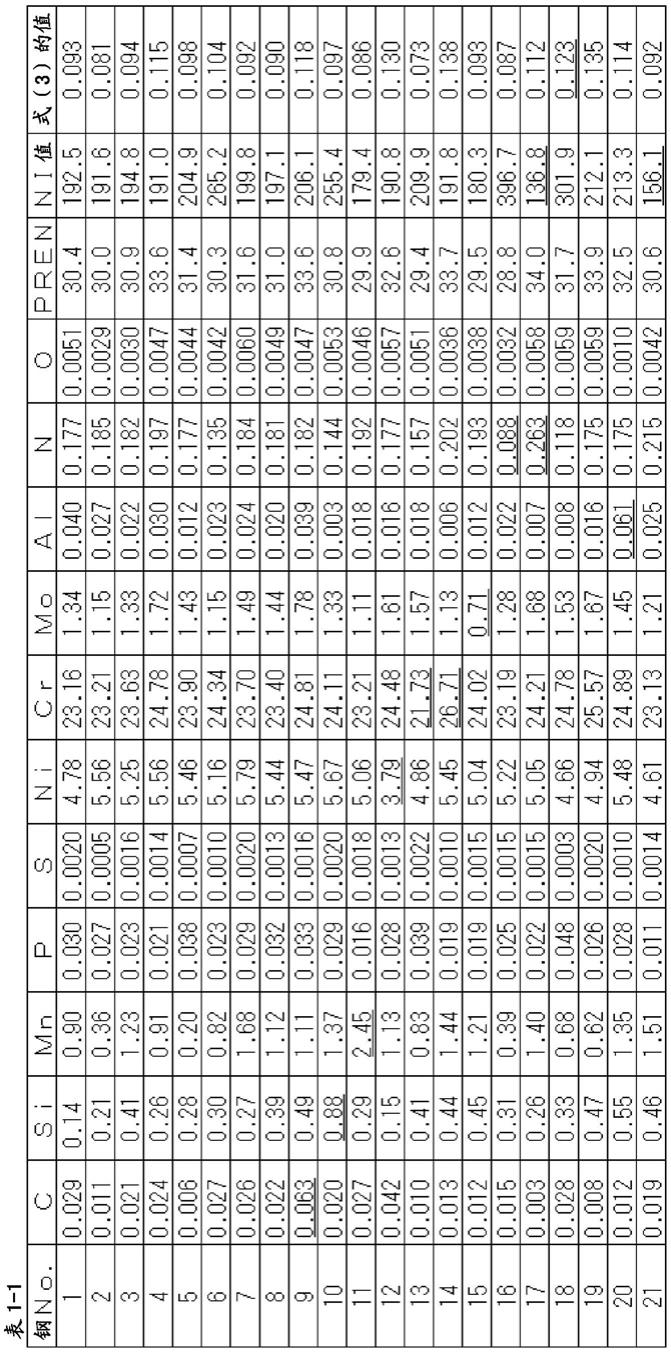
利用实验室的50kg真空感应炉在mgo坩埚中熔炼在表1
‑
1、表1
‑
2中示出成分的双相不锈钢,铸造厚度约为100mm的扁平钢锭。从钢锭的主体部分加工热轧用原材料,在1180℃的温度下加热1~2小时后,以1050℃以下的压下率为35%的方式进行轧制,得到12mm厚
×
约700mm长的热轧厚钢板。再者,刚轧制后的钢材温度从800℃以上的状态实施喷雾冷却至200℃以下。最终的固溶热处理在1050℃
×
20分钟均热后水冷的条件下实施。再者,在表1
‑
1、表1
‑
2中,数值表示相应成分的含量。另外,下划线表示该元素的含量在构成本发明的焊接接头的焊接金属的组成的范围外。
[0150]
[0151][0152]
以表1
‑
1和表1
‑
2记载的双相不锈钢(板厚为12.0mm)为母材,制作坡口角度为60
°
、根面为1mm的坡口。在钨极电弧焊接(tig)的情况下,以焊接电流:180~250a、电弧电压:11
~14v、焊接速度:10~25cm/min、保护气体流量:15升/min的条件进行对接焊,在等离子焊接的情况下,以焊接电流:200a、电弧电压:15v、焊接速度:12cm/min、保护气体流量:15升/min的条件进行对接焊,在激光焊接的情况下,以激光输出:5kw、焊接速度:150~300cm/min、保护气体流量:50升/min的条件进行对接焊,制作了表2
‑
1和表2
‑
2的焊接接头。再者,保护气体使用由ar气体、n2气体和小于0.1%的杂质构成、并且以表2
‑
1和表2
‑
1所示的体积%含有n2气体的气体。
[0153]
表2
‑
1和表2
‑
2中示出了所使用的母材、焊接方法、焊接输入热量。再者,表2
‑
1和表2
‑
2所示的焊接方法中,“tig”表示利用tig焊接的焊接方法,“等离子”表示利用等离子焊接的焊接方法,“激光”表示利用“激光焊接”的焊接方法。但本实施例中的上述任一种焊接方法都不使用焊条和填充金属来进行。
[0154]
另外,表2
‑
1和表2
‑
2中,示出了根据表2
‑
1或表2
‑
2的条件形成的焊接金属的n含量(质量%)和o含量(质量%)、由上述式(1)得到的焊接金属的pren值、由上述式(2)得到的焊接金属的ni值、由上述式(3)得到的n量(质量%)、由上述式(5)推定的焊接金属的n含量(质量%)。
[0155]
焊接金属所含有的cr、mo、ni量的每一个,除了测定偏差之外,与母材没有差异,因此焊接金属的pren值的计算使用母材的成分来进行。
[0156]
[0157][0158]
[耐腐蚀性试验]
[0159]
采用下述方法对表2
‑
1和表2
‑
2所示的焊接接头no.31~67各自的双相不锈钢母材
和焊接部的耐腐蚀性进行了评价。
[0160]
将焊接接头的焊接金属的余高除去,以焊接线为中央,采取25mm宽的试验片,以中央的12mm宽作为测定面,将其作为焊接部点蚀试验片。另外,将从偏离焊接线30mm以上的母材部分采取的试验片作为母材点蚀试验片。以研磨粒度#600对焊接部点蚀试验片和母材点蚀试验片各自的表面进行研磨,对于表面下1mm的面,在50℃的3.5%nacl溶液中,依照jis g0577规定的方法实施了点蚀电位的测定。将其结果示于表3。再者,表3的下划线表示在本发明的范围外。
[0161]
[韧性评价试验](夏比冲击试验)
[0162]
对于表2
‑
1和表2
‑
2中所示的焊接接头no.31~67的每一个,采用下述方法评价了焊接接头的双相不锈钢母材和焊接部的韧性。
[0163]
与所述母材点蚀试验片同样地切出母材试验片,从该试验片切出基于jis z 2242规定的标准试验片。对该标准试验片在轧制直角方向上加工v形切口,制作v形切口试验片,使用所述v形切口试验片依据jis z 2242规定,在试验温度为
‑
20℃实施夏比冲击试验。将其结果示于表3。
[0164]
另外,与所述焊接部点蚀试验片同样地切出焊接部试验片,从该试验片切出基于jis z 2242规定的标准试验片。在相对于该标准试验片的焊接线成直角的方向上加工v形切口,制作v形切口试验片,使用所述v形切口试验片依据jis z 2242规定,在试验温度为
‑
20℃实施夏比冲击试验。将其结果示于表3。
[0165]
本发明例的焊接接头,在50℃时的点蚀电位均为0.27v vs sse以上。这表示具有与sus316l焊接接头相当以上的良好的耐腐蚀性。
[0166]
另一方面,比较例的no.48、50~58、60~62、64~67,在50℃时的点蚀电位低于0.27v vs sse,耐腐蚀性不良。其中,no.51、55、57、58、64、65,焊接金属的铁素体量过多。no.51的焊接接头的母材的ni含量在本发明的范围外。no.55的焊接接头的母材和焊接金属的n量在本发明的范围外,并且不满足上述式(3)的关系。no.57的焊接接头的母材、焊接金属的n量不满足上述式(3)的关系。no.58的焊接接头的焊接金属的n量不满足上述式(3)的关系。no.64、65的焊接接头的焊接金属的n量在本发明的范围外,不满足上述式(3)的关系。no.64、65的焊接接头是与发明例no.44和45相对应的比较例,根据上述式(5)的关系,认为保护气体中的n2气体含量过少。
[0167]
no.53、56、61、62、66,由于焊接金属的cr氮化物析出过多,因此耐腐蚀性降低。no.53、56的焊接接头,各自的母材的cr、n的含量在本发明的范围外。no.61、62的焊接接头,焊接金属的ni值在本发明的范围外。no.61和no.62是分别与本发明例no.33和no.36相对应的比较例。no.61和no.62,根据上述式(5)的关系,认为保护气体中的n2气体含量过多。no.66的母材的ni值在本发明的范围外。
[0168]
no.48、50、52、54,由于母材的c、mn、cr、mo偏离规定,因此接头整体的耐腐蚀性不良。no.60由于焊接金属的pren偏离,因此焊接部的耐腐蚀性不良。根据上述式(5)的关系,预计no.60需要使保护气体中的n2气体含量为0.1体积%以上。no.67的焊接接头,由于在焊接时在焊接部混入了油,因此焊接金属的c量在本发明的范围外。
[0169]
另一方面,no.49、59由于母材的si、al过多,因此母材的夏比冲击值在
‑
20℃时小于100j/cm2,韧性不良。no.63由于保护气体不充分,因此焊接金属的o过多,夏比冲击值在
‑
20℃时为44j/cm2,韧性不良。
[0170]
表3
[0171][0172]
产业可利用性
[0173]
根据本发明,在河川的河口附近的水闸那样的汽水环境下,能够具有与sus316l焊接接头同等以上的充分的耐腐蚀性,进而谋求由高韧性带来的轻量化,对产业方面、环境方面有很大贡献。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。