1.本实用新型属于空调风口生产技术领域,更具体而言,涉及一种空调风口全自动锁螺丝机。
背景技术:
2.空调风口是空调系统中用于送风和回风的末端设备,有利于提升室内制冷采暖的效果。一般的空调风口都是在外框内安装多个叶片卡座,再将叶片卡在叶片卡座上,为了有良好的支撑效果,叶片卡座的数量都会比较多。现有的生产方式都是使用螺丝锁紧外框与叶片卡座,依靠人工锁紧的话效率非常低。
3.所以本技术要解决的技术问题是:如何提供一种空调风口全自动锁螺丝机。
技术实现要素:
4.本实用新型的主要目的在于提供一种空调风口全自动锁螺丝机,旨在全自动将叶片卡座锁紧至外框上,提高生产效率。
5.根据本实用新型的第一方面,提供了一种空调风口全自动锁螺丝机,包括机架,所述机架上设有支撑单元,所述支撑单元包括相互平行的两个支撑板,两个支撑板上均设有定位模块,两个所述定位模块撑开外设外框,所述定位模块上设有多个开口朝上的凹槽,两个所述定位模块上的凹槽一一正对,外设叶片卡座的两端分别卡在两个定位模块上的凹槽内;
6.所述机架上还设有锁螺丝单元,所述锁螺丝单元通过第一驱动装置驱动沿支撑板长度方向移动,所述锁螺丝单元包括两个对称布置在支撑单元两侧的锁紧模块,所述锁紧模块通过第二驱动装置驱动正对着凹槽移动,将外设叶片卡座锁紧在外设外框上。
7.本实用新型的一个特定的实施例中,所述锁紧模块包括放置板,所述放置板上并排布置有打孔装置和锁螺丝装置,所述打孔装置通过第三驱动装置驱动正对着凹槽移动,对外设外框打孔;所述锁螺丝装置通过第四驱动装置驱动正对着凹槽移动,将外设叶片卡座锁紧至外设外框上;所述放置板与第二驱动装置的输出端连接。
8.本实用新型的一个特定的实施例中,还包括用于检测放置板移动距离的传感器,所述第一驱动装置、第二驱动装置、打孔装置、锁螺丝装置、第三驱动装置、第四驱动装置、传感器分别连接至一控制器。
9.本实用新型的一个特定的实施例中,所述打孔装置包括电钻,所述电钻通过第三驱动装置驱动靠近或远离支撑装置,所述电钻电连接至控制器。
10.本实用新型的一个特定的实施例中,所述锁螺丝装置包括同一直线布置的电动螺丝批和夹头,所述夹头内设有供电动螺丝批穿过的第一通道,所述第一通道的输出端正对着凹槽,所述夹头的顶部设有输送外设螺丝至第一通道的第二通道,所述电动螺丝批通过第四驱动装置驱动移动将外设螺丝推出,所述夹头通过第五驱动装置驱动靠近或远离凹槽,所述电动螺丝批、第五驱动装置分别连接至控制器。
11.本实用新型的一个特定的实施例中,所述夹头的两侧还铰接有夹块,所述夹块的一端设有容纳腔,所述两夹块的容纳腔组成一逐渐变细的导向通道,所述导向通道的较大端对接第一通道的输出端,所述导向通道的较细端正对着凹槽;所述夹块的另一端设有朝向夹头方向开放的盲孔,所述盲孔内设有复位弹簧。
12.本实用新型的一个特定的实施例中,所述定位模块包括设置在支撑板上的多个定位块,所述定位块沿支撑板长度方向依次排列,所述凹槽设置在定位块上。
13.本实用新型的一个特定的实施例中,所述机架上设有第六驱动装置,所述第六驱动装置包括第一双向丝杆、与第一双向丝杆配合的两个第一螺母,两个第一螺母分别固定连接两个支撑板,所述第一双向丝杆的两端均设有手轮,所述手轮转动带动两个支撑板相互靠近或相互远离。
14.本实用新型的一个特定的实施例中,所述机架远离第一驱动装置的一端设有第七驱动装置,所述第七驱动装置包括第二双向丝杆、与第二双向丝杆配合的两个第二螺母,两个第二螺母分别固定连接两个支撑板,所述第二双向丝杆的两端均设有手轮;
15.所述第一双向丝杆上设有第一同步轮,所述第二双向丝杆上设有第二同步轮,所述第一同步轮和第二同步轮通过同步带连接。
16.本实用新型的一个特定的实施例中,所述锁螺丝单元包括移动板,所述锁紧模块设置在移动板上,所述第一驱动装置驱动移动板沿支撑板长度方向移动;所述移动板上设有供支撑板穿过的导向槽,所述导向槽与移动板滑动连接,所述导向槽上设有第一气缸,所述第一气缸的输出端设有第一齿条,所述移动板上设有与第一齿条配合的第二齿条,所述第一气缸推动第一齿条压紧至第二齿条上使导向槽固定;
17.所述支撑板的上方设有第一压紧块和第二压紧块,所述第一压紧块通过第二气缸驱动将外设叶片卡座压紧在凹槽中;所述第二压紧块上设有导向轮,所述第二压紧块通过第三气缸驱动使导向轮压紧在外设外框上,所述第一气缸、第二气缸和第三气缸分别连接至控制器。
18.本实用新型上述技术方案中的一个技术方案至少具有如下优点或有益效果之一:
19.该空调风口全自动锁螺丝机通过设置支撑单元来放置外框和叶片卡座,再通过锁螺丝单元将叶片卡座锁紧至外框上,一般来说,先使用两个定位模块将外框撑开,然后将多个叶片卡座放置在凹槽内,由于两个定位模块的凹槽一一正对,确保锁紧后的叶片卡座的两端同心,接着第一驱动装置驱动锁螺丝单元移动,使锁紧模块对准凹槽,然后第二驱动装置驱动锁紧模块靠近外框,将叶片卡座锁紧至外框上,完成一个叶片卡座的锁紧后,第一驱动装置驱动锁螺丝单元移动到下一个凹槽,以此类推,自动完成空调风口的锁螺丝工序,提高了生产效率。
附图说明
20.下面结合附图和实施例对本实用新型进一步地说明;
21.图1是本实用新型第一实施例的结构示意图;
22.图2是本实用新型第一实施例的锁螺丝单元的结构示意图;
23.图3是本实用新型第一实施例的锁螺丝单元的结构剖视图;
24.图4是本实用新型第一实施例的锁紧模块的结构示意图;
25.图5是本实用新型第一实施例的夹头的主视图的剖视图;
26.图6是本实用新型第一实施例的夹头的俯视图的剖视图;
27.图7是本实用新型第一实施例去除锁螺丝单元和控制器的结构示意图;
28.图8是本实用新型第一实施例的图7的a局部示意图;
29.图9是本实用新型第一实施例去除锁螺丝单元和控制器的俯视图;
30.图10是本实用新型第一实施例的控制线框图。
具体实施方式
31.下面详细描述本实用新型的实施方式,实施方式的示例在附图中示出,其中相同或类似的标号自始至终表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施方式是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
32.在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
33.在本实用新型的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
34.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”以及“第二”的特征可以明示或者隐含地包括一个或者更多个特征。
35.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“连接”应做广义理解,例如,可以是固定连接或活动连接,也可以是可拆卸连接或不可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接或可以相互通信;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通、间接连通或两个元件的相互作用关系。
36.下文的公开提供了许多不同的实施方式或例子用来实现本实用新型的不同方案。
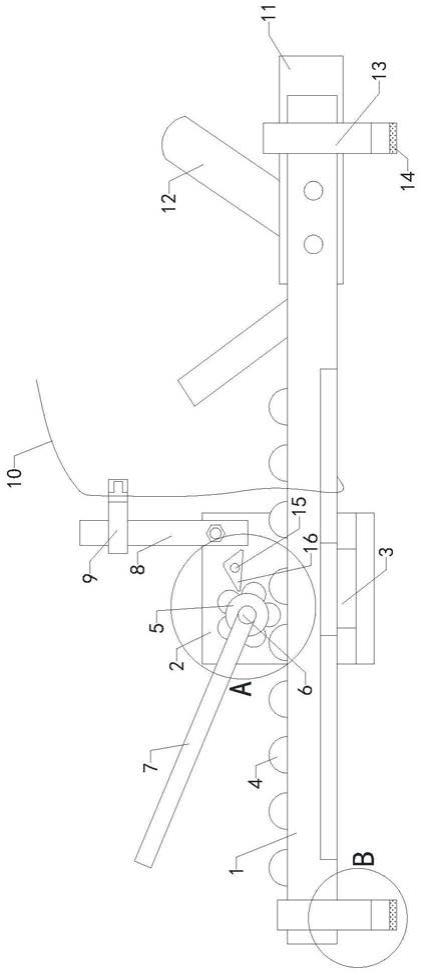
37.参照图1至图10所示,本实用新型一个实施例中,一种空调风口全自动锁螺丝机,包括机架1,所述机架1上设有支撑单元2,所述支撑单元2包括相互平行的两个支撑板21,两个支撑板21上均设有定位模块22,两个所述定位模块22撑开外设外框,所述定位模块22上设有多个开口朝上的凹槽23,两个所述定位模块22上的凹槽23一一正对,外设叶片卡座的两端分别卡在两个定位模块22上的凹槽23内;
38.所述机架1上还设有锁螺丝单元3,所述锁螺丝单元3通过第一驱动装置4驱动沿支撑板21长度方向移动,所述锁螺丝单元3包括两个对称布置在支撑单元2两侧的锁紧模块31,所述锁紧模块31通过第二驱动装置32驱动正对着凹槽23移动,将外设叶片卡座锁紧在外设外框上。
39.该空调风口全自动锁螺丝机的运行过程为:先使用两个定位模块22将外设外框撑
开,然后将多个外设叶片卡座放置在凹槽23内,由于两个定位模块22的凹槽23一一正对,确保锁紧后的外设叶片卡座的两端同心,接着第一驱动装置4驱动锁螺丝单元3移动,使锁紧模块31对准凹槽23,然后第二驱动装置32驱动锁紧模块31靠近外设外框,将外设叶片卡座锁紧至外设外框上,完成一个外设叶片卡座的锁紧后,第一驱动装置4驱动锁螺丝单元3移动到下一个凹槽23,以此类推,自动完成空调风口的锁螺丝工序,提高了生产效率。
40.需要说明的是,考虑到锁螺丝单元3需要移动的行程较长,所述第一驱动装置4可为皮带传动或链传动;所述第二驱动装置32可为气缸、电缸或丝杆模组。
41.优选地,所述锁紧模块31包括放置板33,所述放置板33上并排布置有打孔装置34和锁螺丝装置35,一般来说,先是打孔装置34通过第三驱动装置36驱动正对着凹槽23移动,对外设外框打孔,然后第一驱动装置4驱动锁螺丝单元3移动,使锁螺丝装置35对准有打好的孔位的凹槽23,接着锁螺丝装置35通过第四驱动装置37驱动正对着凹槽23移动,将外设叶片卡座锁紧至外设外框上,与此同时,打孔装置34对着下一个凹槽23处进行打孔,这样子连贯完成打孔和锁螺丝的工序,进一步提高生产效率;所述放置板33与第二驱动装置32的输出端连接,通过移动放置板33,带动打孔装置34和锁螺丝装置35靠近或远离外设外框。本实施例中,所述第二驱动装置32和第三驱动装置36均可为气缸、电缸或液压缸。
42.优选地,还包括用于检测放置板33移动距离的传感器5,所述第一驱动装置4、第二驱动装置32、打孔装置34、锁螺丝装置35、第三驱动装置36、第四驱动装置37、传感器5分别连接至一控制器6,当传感器5检测到放置板33的移动距离为预设距离的话,给信号控制器6,控制器6再控制各个动力源分布运行。本实施例中,所述传感器5可以为超声波测距传感器5、激光测距传感器5或红外线测距传感器5。
43.本实用新型一个实施例中,所述打孔装置34包括电钻341,所述电钻341通过第三驱动装置36驱动靠近或远离支撑装置,所述电钻341电连接至控制器6,第三驱动装置36在驱动电钻341向着外设外框移动的同时,控制器6也控制着电钻341旋转,进行打孔;当然,所述电钻341也可以替换成气钻。
44.具体来说,所述锁螺丝装置35包括同一直线布置的电动螺丝批351和夹头352,所述夹头352内设有供电动螺丝批351穿过的第一通道3521,所述第一通道3521的输出端正对着凹槽23,所述夹头352的顶部设有输送外设螺丝至第一通道3521的第二通道3522,所述电动螺丝批351通过第四驱动装置37驱动移动将外设螺丝推出,所述夹头352通过第五驱动装置353驱动靠近或远离凹槽23,所述电动螺丝批351、第五驱动装置353分别连接至控制器6;
45.使用时,第五驱动装置353将夹头352推至预设位置,然后第四驱动装置37推动电动螺丝批351将外设螺丝从第一通道3521推出锁紧到外设外框上。在具体的实施方式中,所述第五驱动装置353可以为气缸、电缸或液压缸;所述电动螺丝批351也可以替换成气动螺丝批。
46.优选地,所述夹头352的两侧还铰接有夹块3523,所述夹块3523的一端设有容纳腔,所述两夹块3523的容纳腔组成一逐渐变细的导向通道3524,所述导向通道3524的较大端对接第一通道3521的输出端,所述导向通道3524的较细端正对着凹槽23,其较大端的直径大于螺丝头部的外径,其较细端的直径大于螺丝的螺纹外径,小于螺丝头部的外径,当外设螺丝进入第一通道3521后往前滑动,导向通道3524会夹持住外设螺丝,不让其掉落;
47.所述夹块3523的另一端设有朝向夹头352方向开放的盲孔3525,所述盲孔3525内
设有复位弹簧3526,当电动螺丝批351在第一通道3521内将外设螺丝往前推的时候,可以将导向通道3524撑开,复位弹簧3526会被压缩,当锁紧完外设螺丝后,电动螺丝批351缩回,复位弹簧3526回弹,将导向通道3524重新闭合。
48.本实用新型一个实施例中,所述定位模块22包括设置在支撑板21上的多个定位块221,所述定位块221沿支撑板21长度方向依次排列,所述凹槽23设置在定位块221上,如果是在一整块板上加工多个凹槽23的话,其加工难度和安装难度都较大,所以分成多个定位块221进行加工,降低加工难度和安装难度。
49.本实用新型一个实施例中,所述机架1上设有第六驱动装置7,所述第六驱动装置7包括第一双向丝杆71、与第一双向丝杆71配合的两个第一螺母72,两个第一螺母72分别固定连接两个支撑板21,所述第一双向丝杆71的两端均设有手轮73,通过转动手轮73带动第一双向丝杆71旋转,进而使两个第一螺母72反向运动,使两个支撑板21相互靠近或相互远离,方便松开和固定外设外框。
50.优选地,所述机架1远离第一驱动装置4的一端设有第七驱动装置8,所述第七驱动装置8包括第二双向丝杆81、与第二双向丝杆81配合的两个第二螺母82,两个第二螺母82分别固定连接两个支撑板21,所述第二双向丝杆81的两端均设有手轮73,为了适应不同长度空调风口,支撑板21的长度会设置的比较长,如果只有第六驱动装置7,在驱动支撑板21相互靠近或相互远离时会比较吃力,所以设置两个驱动装置同步驱动支撑板21的两端,更为稳当;
51.通过在第一双向丝杆71上设置第一同步轮74,在第二双向丝杆81上设置第二同步轮83,所述第一同步轮74和第二同步轮83通过同步带连接,实现第六驱动装置7和第七驱动装置8的同步运行。
52.本实用新型一个实施例中,所述锁螺丝单元3包括移动板38,所述锁紧模块31设置在移动板38上,所述第一驱动装置4驱动移动板38沿支撑板21长度方向移动,带动锁紧模块31移动;
53.所述移动板38上设有供支撑板21穿过的导向槽381,所述导向槽381与移动板38滑动连接,当两个支撑板21撑开时,导向槽381会跟随滑动,所述导向槽381上设有第一气缸382,所述第一气缸382的输出端设有第一齿条383,所述移动板38上设有与第一齿条383配合的第二齿条384,当两个支撑板21撑开到预设间距时,所述第一气缸382推动第一齿条383压紧至第二齿条384上,将导向槽381锁死,进而固定住支撑板21;
54.所述支撑板21的上方设有第一压紧块385和第二压紧块386,所述第一压紧块385通过第二气缸387驱动将外设叶片卡座压紧在凹槽23中;所述第二压紧块386上设有导向轮388,所述第二压紧块386通过第三气缸389驱动使导向轮388压紧在外设外框上;一般来说,第一压紧块385只有在打孔和锁螺丝的时候才会压紧在外设叶片卡座上,防止其掉落,而第二压紧块386会带着导向轮388一直压紧在外设外框上,防止其翘起,避免打孔或锁螺丝时位置出现偏差;
55.所述第一气缸382、第二气缸387和第三气缸389分别连接至控制器6,在具体的实施方式中,所述第一气缸382、第二气缸387和第三气缸389均通过管道外接气源,其各个管道上都设有电磁阀,控制器6通过控制电磁阀来控制各个气缸运作。
56.尽管已经示出和描述了本实用新型的实施方式,本领域的普通技术人员可以理
解:在不脱离本实用新型的原理和宗旨的情况下可以对这些实施方式进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。