1.本实用新型属于电阻焊接技术领域,尤其涉及一种用于电阻自动焊接用模板。
背景技术:
2.igbt模块作为电力电子领域的重要功率主流器件,已经广泛的应用于工业控制、交通运输、电机牵引、可再生能源、新能源汽车和智能电网等领域。对于键合型igbt模块封装工艺一般需要进行两次焊接,第一次指的是将芯片通过焊料焊接在dbc上形成dbc子单元,而第二次指的是将dbc子单元通过焊料和金属底板、端正等焊接在一起。功率模块封装中的一次焊接所用焊料熔点高于二次焊接所用焊料温度,即一次焊接温度远高于二次焊接温度。其中对于含有热敏电阻单元的模块,热敏电阻子单元也在第二次焊接中进行焊接,即将热敏电阻子单元通过二次焊接与金属底板相连。
3.热敏电阻在半导体生产中是一种不可或缺的核心材料,是igbt模块主要的一个部件,主要用于半导体封装中温度测试,实现传达电热信号的目的,进而达到监测模块寿命及可靠性目的。热敏电阻子单元由热敏电阻、焊片和dbc组成。对于热敏电阻与其连接的dbc在二次焊接前,需要通过模具对焊接的热敏电阻单元板进行定位。
4.现有技术,申请号:201520872611.5的用于热敏电阻的吸电阻模板,用于实现电阻的定位,但是不能实现电阻的自动焊接。
技术实现要素:
5.为了解决现有技术存在的问题,本实用新型提供了一种用于电阻自动焊接用模板。
6.本实用新型是这样实现的,一种用于电阻自动焊接用模板,设置有整形夹紧切断装置,所述整形夹紧切断装置的两侧固定安装有整形夹紧装置定位销;两个整形夹紧装置定位销之间安装有吸电阻模板,所述吸电阻模板上固定安装有热敏电阻;
7.所述吸电阻模板的前端设置有电阻引脚长度调节板,所述热敏电阻的头部安装在电阻引脚长度调节板,所述吸电阻模板的后端吸附有固定热敏电阻的钕铁硼磁铁。
8.在一个实施例中,所述钕铁硼磁铁的外部固定安装有电阻压条。
9.在一个实施例中,所述电阻压条采用钢制压条。
10.在一个实施例中,所述电阻引脚长度调节板上设置有定位小孔,所述热敏电阻的头部安装在定位小孔内。
11.在一个实施例中,所述电阻引脚长度调节板采用铝合金板。
12.在一个实施例中,所述吸电阻模板上安装有引脚定位板,所述引脚定位板上设置有固定热敏电阻引脚的卡槽。
13.在一个实施例中,所述引脚定位板和吸电阻模板上固定安装有焊接模板,所述焊接模板固定安装有压合导线的排线板,所述排线板外侧设置有对导线进行固定的排线压条。
14.结合上述的所有技术方案,本实用新型所具备的优点及积极效果为:
15.该用于电阻自动焊接用模板能够实现热敏电阻的定位,这样热敏电阻的引脚和导线的剥皮段重合,实现自动焊接,焊接效率高。
16.当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本公开。
附图说明
17.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并与说明书一起用于解释本公开的原理。
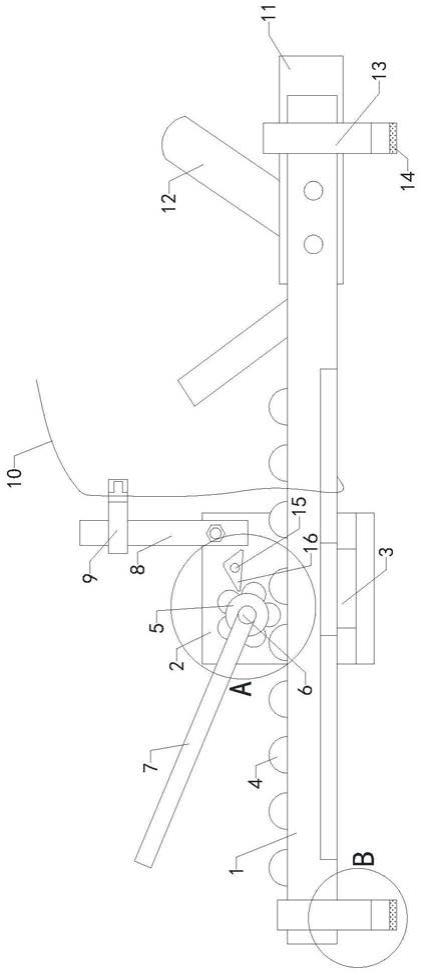
18.图1是本实用新型实施例提供的吸电阻模板在整形夹紧切断装置的结构图。
19.图2是本实用新型实施例提供的电阻引脚完成整形切断后在引脚定位板的结构图。
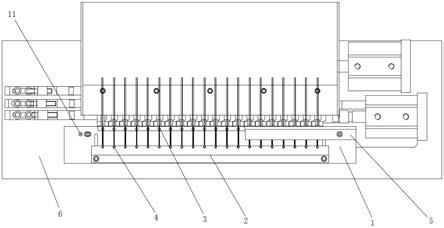
20.图3是本实用新型实施例提供的吸电阻模板和排线板在焊接模板的结构图。
21.图4是本实用新型实施例提供的吸电阻模板在整形夹紧切断装置的剖视图。
22.图中:1、吸电阻模板;2、电阻引脚长度调节板;3、钕铁硼磁铁;4、热敏电阻;5、电阻压条;6、整形夹紧切断装置;7、引脚定位板;8、排线板;9、排线压条;10、焊接模板;11、整形夹紧装置定位销;12、导线。
具体实施方式
23.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型。但是本实用新型能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本发明不受下面公开的具体实施的限制。
24.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本实用新型所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
25.除非另有定义,本实用新型所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本实用新型中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本实用新型所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
26.该用于电阻自动焊接用模板,设置有整形夹紧切断装置6,所述整形夹紧切断装置6的两侧固定安装有整形夹紧装置定位销11;两个整形夹紧装置定位销11之间安装有吸电阻模板1,所述吸电阻模板1上固定安装有热敏电阻4;所述吸电阻模板1的前端设置有电阻引脚长度调节板2,所述热敏电阻4的头部安装在电阻引脚长度调节板2,所述吸电阻模板1的后端吸附有固定热敏电阻4的钕铁硼磁铁3。所述钕铁硼磁铁3的外部固定安装有电阻压条5。所述电阻压条5采用钢制压条。所述电阻引脚长度调节板2上设置有定位小孔,所述热敏电阻4的头部安装在定位小孔内。
27.首先将吸电阻模板1通过两侧的整形夹紧装置定位销11安装在整形夹紧切断装置6上,然后将热敏电阻4的头部安装在带有定位小孔的材料为铝合金的电阻引脚长度调节板2上,二十只电阻引脚由固定好的二十只钕铁硼磁铁3吸住,再由钢制的电阻压条5在二十只钕铁硼磁铁3的作用下将二十只电阻有间隙的吸住,通过整形夹紧切断装置6的整形切断,得到图2的状态。
28.然后将热敏电阻4和吸电阻模板1安放在引脚定位板7上,进一步将热敏电阻4引脚的宽度尺寸在卡槽中固定,再将引脚定位板7上的吸电阻模板1和热敏电阻4整体移栽到焊接模板10上定位。再将排线板8上的二十根经过整理的导线12整体移栽到焊接模板10上,用排线压条9将二十根导线12压住,这样热敏电阻4的引脚和导线12的剥皮段重合在一起,可以实现自动焊接。
29.所述电阻引脚长度调节板2采用铝合金板。所述吸电阻模板1上安装有引脚定位板7,所述引脚定位板7上设置有固定热敏电阻4引脚的卡槽。所述引脚定位板7和吸电阻模板1上固定安装有焊接模板10,所述焊接模板10固定安装有压合导线12的排线板8,所述排线板8外侧设置有对导线12进行固定的排线压条9。
30.本领域技术人员在考虑说明书及实践这里公开的公开后,将容易想到本公开的其它实施方案。本技术旨在涵盖本公开的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本公开的真正范围和精神由所附的权利要求指出。
31.应当理解的是,本公开并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本公开的范围应由所附的权利要求来限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。