1.本实用新型涉及一种磨床,一种轴承滚动体(圆锥滚子)加工设备。具体涉及一种锥滚子数控无心磨床。
背景技术:
2.圆锥滚子是圆锥滚子轴承的重要零件,圆锥滚子外圆面的加工通常是用锥滚子无心磨床完成的。目前锥滚子无心磨床结构复杂、传动方式落后,导轮采用涡轮蜗杆传动,齿轮传动,导轮的速度是通过更改交换齿轮获得不同的速度,砂轮修整是通过液压缸驱动,砂轮修整机构和拖板进给机构都是手轮人工调节的方式进行工作。这种结构的锥滚子无心磨床传动件多、易损件多,零件加工精度要求高,故障率高,稳定性差,多级传动能量损耗大,人工调节对操作人员专业技术要求高,调整耗时、效率低。
技术实现要素:
3.本实用新型所要解决的技术问题在于提供一种锥滚子数控无心磨床。
4.本实用新型所要解决的技术问题采用以下技术方案来实现:
5.锥滚子数控无心磨床是由床身以及数控系统构成,所述床身上部装有主轴箱,主轴箱上装有动静压主轴,所述动静压主轴上装有砂轮架,所述砂轮架上装有砂轮,所述主轴箱上还固定有砂轮防护罩,所述砂轮防护罩将砂轮罩在内,所述床身上砂轮防护罩的左端设有底座,所述底座上装有自动修整机构,所述床身另一端装有拖板,所述拖板后端设有数控调整机构,所述拖板上还滑动有导轮调整机构,所述导轮调整机构前端固定连接有导轮架,所述导轮架上装有导轮,所述导轮位于砂轮右侧,所述导轮的后端与导轮驱动机构连接,所述导轮调整机构用于调整导轮的角度;
6.所述自动修整机构可以实现直线进给和往复移动的复合动作,修整砂轮,进给量可以精确控制;砂轮的修整频度可以根据工艺要求设定,自动进行修整,往复移动的速度可以按工艺要求设定,满足砂轮工作面不同修整速度要求;
7.所述数控调整机构可以实现拖板精确进给,使拖板位置调整到工作位置。
8.所述导轮驱动机构带导轮转动,并同时使导轮成为一个螺旋推进装置。
9.所述数控调整机构可以实现导轮架在拖板上的移动,完成导轮的进给。
10.所述动静压主轴的输入端与驱动电机连接;
11.所述数控系统选用西门子自动控制系统和触摸屏人机界面,可以方便地调用经验数据和工艺参数。
12.本实用新型的有益效果是:1、对运动机构采用直接伺服驱动,简化了设备的结构,方便加工制造,实现自动控制;
13.2、数控系统同时控制多个调整机构,同步联动保证调整的精确性与及时性,提高圆锥滚子加工质量和稳定性;
14.3. 数控系统将经验数据和工艺参数固化,可以灵活调用和自动控制;
15.4、数控化减少手动操作,使调节数据化、可控化,提高生产效率,降低劳动强度;
16.5、动静压主轴保证砂轮稳定旋转,工件加工更加稳定。
附图说明
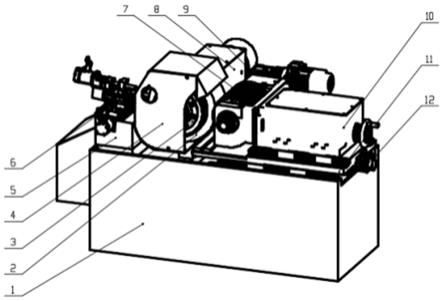
17.图1为本实用新型的立体结构示意图。
18.图2为本实用新型俯视图。
19.图中,1
‑
床身、2
‑
砂轮、3
‑
砂轮架、4
‑
砂轮防护罩、5
‑
底座、6
‑
自动修整机构、7
‑
导轮、8
‑
主轴箱、9
‑
动静压主轴、10
‑
导轮调整机构、11
‑
拖板、12
‑
数控调整机构、13
‑
驱动电机、14
‑
导轮架、15
‑
导轮驱动机构。
具体实施方式
20.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本实用新型。
21.锥滚子数控无心磨床是由床身1以及数控系统构成,床身1上部装有主轴箱8,主轴箱8上装有动静压主轴9,动静压主轴9上装有砂轮架3,砂轮架3上装有砂轮2,主轴箱8上还固定有砂轮防护罩4,砂轮防护罩4将砂轮2罩在内,床身1上砂轮防护罩4的左端设有底座5,底座5上装有自动修整机构6,床身1另一端装有拖板11,拖板11后端设有数控调整机构12,拖板11上滑动有导轮调整机构10,导轮调整机构10前端固定连接有导轮架14,导轮架14上装有导轮7,所述导轮7位于砂轮2右侧,所述导轮7的后端与导轮驱动机构15连接,所述导轮调整机构10用于调整导轮7的角度;
22.所述自动修整机构6可以实现直线进给和往复的复合动作,修整砂轮2,进给量可以精确控制;砂轮2的修整频度可以根据工艺要求设定,自动进行修整,往复的速度可以按工艺要求设定,满足砂轮工作面不同修整速度要求;
23.所述数控调整机构12可以实现拖板11精确进给,使拖板11位置调整到工作位置,。
24.所述导轮驱动机构15带动导轮7转动,并同时使导轮7成为一个螺旋推进装置;
25.所述数控调整机构12可以实现导轮架14在拖板11上的移动,完成导轮7的进给。
26.所述动静压主轴9的输入端与驱动电机13连接;
27.所述数控系统选用西门子自动控制系统和触摸屏人机界面,可以方便地调用经验数据和工艺参数。
28.本实用新型的实施方式:在加工圆锥滚子球基面时,导轮驱动机构15驱动导轮7顺时针旋转,驱动电机13砂轮2顺时针旋转,被加工的圆锥滚子位于导轮7的螺旋面上,引导圆锥滚子延螺旋面前进,且圆锥滚子在导轮7和砂轮2的双重作用下自转,完成砂轮磨削后,获得高精度的外圆面。在磨削加工过程中,砂轮2的工作面需要经常进行修整(整形和修锐),自动修整机构6可以实现砂轮2工作面进行自动修整,砂轮2修整后的尺寸、位置变化由数控调整机构12自动补偿。保证被加工件圆锥滚子球基面的加工精度要求。
29.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型
要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.锥滚子数控无心磨床,其特征在于,是由床身以及数控系统构成,所述床身上部装有主轴箱,主轴箱上装有动静压主轴,所述动静压主轴上装有砂轮架,所述砂轮架上装有砂轮,所述主轴箱上还固定有砂轮防护罩,所述砂轮防护罩将砂轮罩在内,所述床身上砂轮防护罩的左端设有底座,所述底座上装有自动修整机构,所述床身另一端装有拖板,所述拖板后端设有数控调整机构,所述拖板上还滑动有导轮调整机构,所述导轮调整机构前端固定连接有导轮架,所述导轮架上装有导轮,所述导轮位于砂轮右侧,所述导轮的后端与导轮驱动机构连接,所述导轮调整机构用于调整导轮的角度,所述自动修整机构可以实现直线进给和往复移动的复合动作,修整砂轮,进给量可以精确控制。2.根据权利要求1所述的锥滚子数控无心磨床,其特征在于,所述导轮驱动机构带导轮转动,并同时使导轮成为一个螺旋推进装置。3.根据权利要求1所述的锥滚子数控无心磨床,其特征在于,所述动静压主轴的输入端与驱动电机连接。
技术总结
锥滚子数控无心磨床,是由床身以及数控系统构成,所述床身上部装有主轴箱,主轴箱上装有动静压主轴,所述动静压主轴上装有砂轮架,所述砂轮架上装有砂轮,所述主轴箱上还固定有砂轮防护罩,所述砂轮防护罩将砂轮罩在内,所述床身上砂轮防护罩的左端设有底座,所述底座上装有自动修整机构,所述床身另一端装有拖板,所述拖板后端设有数控调整机构,所述拖板上还滑动有导轮调整机构,所述导轮调整机构前端固定连接有导轮架,所述导轮架上装有导轮,所述导轮位于砂轮右侧,所述导轮的后端与导轮驱动机构连接,所述导轮调整机构用于调整导轮的角度。对运动机构采用直接伺服驱动,简化了设备的结构,方便加工制造,实现自动控制。实现自动控制。实现自动控制。
技术研发人员:吴磊 龙道联 项先亮 吴昌虎 洪波 余文彬 吴江
受保护的技术使用者:安徽英德利实业集团有限公司
技术研发日:2021.04.14
技术公布日:2021/11/5
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。