1.本发明属于板材技术领域,尤其涉及一种高光颗粒型刨花板及其制备方法。
背景技术:
2.刨花板以木材或其他非木材植物为原料,经一定机械加工分离成各种单元材料后,施加或不施加胶粘剂和其他添加剂胶合而压制成的板材。刨花板有良好的吸音、隔音、绝热、吸声性能;内部为交叉错落结构的颗粒状,各部方向的性能基本相同,横向承重力好,表面平整,纹理逼真,容重均匀,厚度误差小,耐污染,耐老化,美观,在生产过程中,用胶量较小,环保系数较高。相较于其它类型的板材,有明显优势。因此刨花板广泛用于家具制造、室内装修、建筑工业及火车、汽车车厢制造领域。
3.由于现有技术中的刨花板芯层原料为细长刨花,表层为细小刨花,生产过程中表层料会沿着芯层料的内部间隙渗透到芯层,导致表面密度不均、表面平整度不足等现象。现有技术中的刨花板在实际应用中只能做简单的饰面处理,难以做到高光及肤感饰面处理。在现代家具行业饰面处理的局限性,严重制约了其发展。
技术实现要素:
4.为解决上述现有技术中存在的问题,本发明提供了一种高光颗粒型刨花板,完美解决了普通刨花板不能进行高光及肤感饰面的缺点。
5.为实现上述目的,本发明采用如下技术方案:
6.一种高光颗粒型刨花板的制备方法,包括以下工艺:
7.(1)、原料:
8.所述原料包括进口松木锯末和机制刨花,所述进口松木锯末的含水率≤45%,所述机制刨花的含水率≤35%,所述进口松木锯末和机制刨花的重量份数比为4:1(根据实际原料情况调整比例);
9.(2)、烘干:
10.炉膛温度:600—700℃(根据实际烘料量进行调整);
11.混合室温度:400—500℃(根据实际烘料量进行调整);
12.进口温度:180—200℃(根据实际烘料量进行调整);
13.出口温度:120—130℃;
14.烘干后含水率:1—1.5%;
15.(3)、筛分:
16.粉尘网尺寸:0.15mm
×
0.15mm;
17.表网尺寸:0.7mm
×
0.7mm或0.8mm
×
0.8mm;
18.芯网尺寸:5mm
×
5mm;
19.(4)、打磨:
20.打磨机底网尺寸:4mm
×
8mm;
21.打磨筛粉尘网尺寸:0.15mm
×
0.15mm;
22.打磨筛表网尺寸:0.7mm
×
0.7mm或0.8mm
×
0.8mm;
23.打磨筛芯网尺寸:5mm
×
5mm;
24.(5)、风选:
25.芯层风选机转速≤1200r/min(根据过料量进行调整);
26.芯层风选机转速≤1400r/min(根据过料量进行调整);
27.(6)、施胶:
28.施胶量:表层70—75kg/m3,芯层80—85kg/m3;
29.石蜡添加量:表层3.5—4kg/m3,芯层不添加;
30.固化剂添加量:芯层3—3.5kg/m3,表层不添加;
31.拌胶后含水率:表层14—15%,芯层11.5—12.5%;
32.拌胶机运行电流:表层45—50a,芯层70—80a;
33.(7)、铺装:
34.带速:10m/min;
35.表层堆积密度:90kg/m3;
36.芯层堆积密度:110kg/m3;
37.芯表配比:0.55
38.板坯重量:45—46kg;
39.(8)、预压:
40.预压机压力:前50kg,后80kg,保压辊停用;
41.(9)、热压:
42.压机参数如下表1所示:
43.表1.压机参数
[0044][0045]
热压温度:进口185℃(
±
2℃),出口180℃(
±
2℃);厚度偏差
±
0.15mm。
[0046]
(10)、后处理:
[0047]
锯切长度:2480
±
1mm;
[0048]
锯切宽度:1260
±
1mm;
[0049]
对角线尺寸:2780
±
2mm;
[0050]
(11)、砂光:
[0051]
锯切长度:2440mm(偏差0—1mm/m);
[0052]
锯切宽度:1220(偏差0—1mm/m);
[0053]
对角线尺寸:2780(≤3mm);
[0054]
厚度偏差:
‑
0.1—
‑
0.05mm;
[0055]
边缘不直度:
±
1mm/m;
[0056]
(12)、板材性能指标:
[0057]
密度:600—620kg/m3;
[0058]
密度偏差:≤5%;
[0059]
内结合强度:≥0.4mpa;
[0060]
表结合强度:≥1.05mpa;
[0061]
静曲强度:≥12mpa;
[0062]
握钉力:板面≥1100n,板边≥700n;
[0063]
2h吸水厚度膨胀率:≤5%;
[0064]
板材含水率:6.5—7.5%;
[0065]
游离甲醛释放量:≤4.5mg/100g。
[0066]
有益效果
[0067]
本发明公开了一种高光颗粒型刨花板,本发明是在普通刨花板的生产工艺基础之上,通过对原料形态及特性的深入研究,以及生产工艺的不断优化而研发出的改良型刨花板。在充分保留了刨花板的各项优点的同时,它具有表面细腻,密度偏差小等特色,完美解决了普通刨花板不能进行高光及肤感饰面的缺点。
[0068]
样品试制成功后通过实验室进行全面检测,各项实验数据全部达标,在性能指标各项参数上达到甚至超越了普通刨花板,完全不会影响客户的正常使用。同时可对样品板材进行高光及肤感饰面,完全满足高端饰面的要求。
附图说明
[0069]
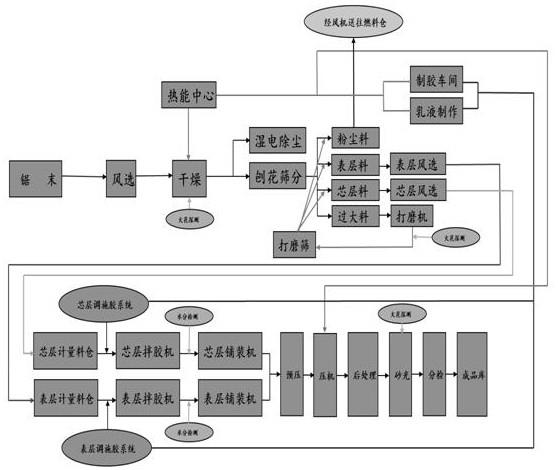
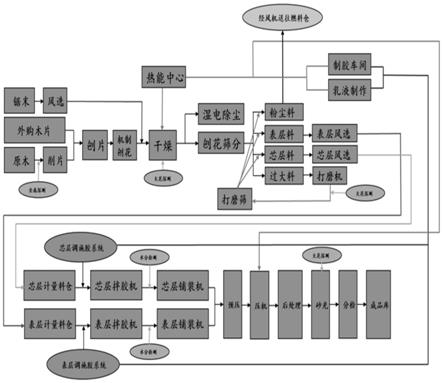
图1:本发明所述一种高光颗粒型刨花板的制备方法的工艺流程图。
[0070]
图2:本发明所述高光颗粒型刨花板肤感饰面后的效果图;
[0071]
图3:本发明所述高光颗粒型刨花板高光饰面后的效果图。
具体实施方式
[0072]
以下,将详细地描述本发明。在进行描述之前,应当理解的是,在本说明书和所附的权利要求书中使用的术语不应解释为限制于一般含义和字典含义,而应当在允许发明人适当定义术语以进行最佳解释的原则的基础上,根据与本发明的技术方面相应的含义和概念进行解释。因此,这里提出的描述仅仅是出于举例说明目的的优选实例,并非意图限制本发明的范围,从而应当理解的是,在不偏离本发明的精神和范围的情况下,可以由其获得其他等价方式或改进方式。
[0073]
以下实施例仅是作为本发明的实施方案的例子列举,并不对本发明构成任何限制,本领域技术人员可以理解在不偏离本发明的实质和构思的范围内的修改均落入本发明的保护范围。除非特别说明,以下实施例中使用的试剂和仪器均为市售可得产品。
[0074]
实施例1
[0075]
一种高光颗粒型刨花板的制备方法,包括以下工艺:
[0076]
(1)、原料:
[0077]
所述原料包括进口松木锯末和机制刨花,所述进口松木锯末的含水率≤45%,所述机制刨花的含水率≤35%,所述进口松木锯末和机制刨花的重量份数比为8:2(根据实际原料情况调整比例);
[0078]
(2)、烘干:
[0079]
炉膛温度:600℃;
[0080]
混合室温度:400℃;
[0081]
进口温度:180℃;
[0082]
出口温度:120℃;
[0083]
烘干后含水率:1.5%;
[0084]
(3)、筛分:
[0085]
粉尘网尺寸:0.15mm
×
0.15mm;
[0086]
表网尺寸:0.7mm
×
0.7mm;
[0087]
芯网尺寸:5mm
×
5mm;
[0088]
(4)、打磨:
[0089]
打磨机底网尺寸:4mm
×
8mm;
[0090]
打磨筛粉尘网尺寸:0.15mm
×
0.15mm;
[0091]
打磨筛表网尺寸:0.7mm
×
0.7mm;
[0092]
打磨筛芯网尺寸:5mm
×
5mm;
[0093]
(5)、风选:
[0094]
芯层风选机转速1200r/min;
[0095]
芯层风选机转速1300r/min;
[0096]
(6)、施胶:
[0097]
施胶量:表层70kg/m3,芯层80kg/m3;
[0098]
石蜡添加量:表层3.5kg/m3,芯层不添加;
[0099]
固化剂添加量:芯层3kg/m3,表层不添加;
[0100]
拌胶后含水率:表层14%,芯层11.5%;
[0101]
拌胶机运行电流:表层45a,芯层70a;
[0102]
(7)、铺装:
[0103]
带速:10m/min;
[0104]
表层堆积密度:90kg/m3;
[0105]
芯层堆积密度:110kg/m3;
[0106]
芯表配比:0.55
[0107]
板坯重量:45kg;
[0108]
(8)、预压:
[0109]
预压机压力:前50kg,后80kg,保压辊停用;(9)、热压:
[0110]
压机参数如下表2所示:
[0111]
表2.实施例1的压机参数
[0112][0113]
热压温度:进口185℃(
±
2℃),出口180℃(
±
2℃);厚度偏差
±
0.15mm。
[0114]
(10)、后处理:
[0115]
锯切长度:2480
±
1mm;
[0116]
锯切宽度:1260
±
1mm;
[0117]
对角线尺寸:2780
±
2mm;
[0118]
(11)、砂光:
[0119]
锯切长度:2440mm(偏差0—1mm/m);
[0120]
锯切宽度:1220(偏差0—1mm/m);
[0121]
对角线尺寸:2780(≤3mm);
[0122]
厚度偏差:
‑
0.1—
‑
0.05mm;
[0123]
边缘不直度:
±
1mm/m。
[0124]
实施例2
[0125]
一种高光颗粒型刨花板的制备方法,包括以下工艺:
[0126]
(1)、原料:
[0127]
所述原料包括进口松木锯末和机制刨花,所述进口松木锯末的含水率≤45%,所
述机制刨花的含水率≤35%,所述进口松木锯末和机制刨花的重量份数比为16:2(根据实际原料情况调整比例);
[0128]
(2)、烘干:
[0129]
炉膛温度:700℃(根据实际烘料量进行调整);
[0130]
混合室温度:500℃(根据实际烘料量进行调整);
[0131]
进口温度:200℃(根据实际烘料量进行调整);
[0132]
出口温度:130℃;
[0133]
烘干后含水率:1%;
[0134]
(3)、筛分:
[0135]
粉尘网尺寸:0.15mm
×
0.15mm;
[0136]
表网尺寸:0.8mm
×
0.8mm;
[0137]
芯网尺寸:5mm
×
5mm;
[0138]
(4)、打磨:
[0139]
打磨机底网尺寸:4mm
×
8mm;
[0140]
打磨筛粉尘网尺寸:0.15mm
×
0.15mm;
[0141]
打磨筛表网尺寸:0.8mm
×
0.8mm;
[0142]
打磨筛芯网尺寸:5mm
×
5mm;
[0143]
(5)、风选:
[0144]
芯层风选机转速1000r/min,根据过料量进行调整;
[0145]
芯层风选机转速1400r/min,根据过料量进行调整;
[0146]
(6)、施胶:
[0147]
施胶量:表层75kg/m3,芯层85kg/m3;
[0148]
石蜡添加量:表层4kg/m3,芯层不添加;
[0149]
固化剂添加量:芯层3.5kg/m3,表层不添加;
[0150]
拌胶后含水率:表层15%,芯层12.5%;
[0151]
拌胶机运行电流:表层50a,芯层80a;
[0152]
(7)、铺装:
[0153]
带速:10m/min;
[0154]
表层堆积密度:90kg/m3;
[0155]
芯层堆积密度:110kg/m3;
[0156]
芯表配比:0.55
[0157]
板坯重量:46kg;
[0158]
(8)、预压:
[0159]
预压机压力:前50kg,后80kg,保压辊停用;
[0160]
(9)、热压:
[0161]
压机参数如下表3所示:
[0162]
表3.实施例2的压机参数
[0163][0164][0165]
压温度:进口185℃(
±
2℃),出口180℃(
±
2℃);厚度偏差
±
0.15mm。
[0166]
(10)、后处理:
[0167]
锯切长度:2480
±
1mm;
[0168]
锯切宽度:1260
±
1mm;
[0169]
对角线尺寸:2780
±
2mm;
[0170]
(11)、砂光:
[0171]
锯切长度:2440mm(偏差0—1mm/m);
[0172]
锯切宽度:1220(偏差0—1mm/m);
[0173]
对角线尺寸:2780(≤3mm);
[0174]
厚度偏差:
‑
0.1—
‑
0.05mm;
[0175]
边缘不直度:
±
1mm/m。
[0176]
实施例3
[0177]
一种高光颗粒型刨花板的制备方法,包括以下工艺:
[0178]
(1)、原料:
[0179]
所述原料包括进口松木锯末和机制刨花,所述进口松木锯末的含水率≤45%,所
述机制刨花的含水率≤35%,所述进口松木锯末和机制刨花的重量份数比为6:2(根据实际原料情况调整比例);
[0180]
(2)、烘干:
[0181]
炉膛温度:650℃(根据实际烘料量进行调整);
[0182]
混合室温度:450℃(根据实际烘料量进行调整);
[0183]
进口温度:190℃(根据实际烘料量进行调整);
[0184]
出口温度:125℃;
[0185]
烘干后含水率:1.25%;
[0186]
(3)、筛分:
[0187]
粉尘网尺寸:0.15mm
×
0.15mm;
[0188]
表网尺寸:0.8mm
×
0.8mm;
[0189]
芯网尺寸:5mm
×
5mm;
[0190]
(4)、打磨:
[0191]
打磨机底网尺寸:4mm
×
8mm;
[0192]
打磨筛粉尘网尺寸:0.15mm
×
0.15mm;
[0193]
打磨筛表网尺寸:0.7mm
×
0.7mm;
[0194]
打磨筛芯网尺寸:5mm
×
5mm;
[0195]
(5)、风选:
[0196]
芯层风选机转速1100r/min,根据过料量进行调整;芯层风选机转速1100r/min,根据过料量进行调整;
[0197]
(6)、施胶:
[0198]
施胶量:表层73kg/m3,芯层83kg/m3;
[0199]
石蜡添加量:表层3.8kg/m3,芯层不添加;
[0200]
固化剂添加量:芯层3.3kg/m3,表层不添加;
[0201]
拌胶后含水率:表层14.5%,芯层12%;
[0202]
拌胶机运行电流:表层47a,芯层75a;
[0203]
(7)、铺装:
[0204]
带速:10m/min;
[0205]
表层堆积密度:90kg/m3;
[0206]
芯层堆积密度:110kg/m3;
[0207]
芯表配比:0.55
[0208]
板坯重量:45kg;
[0209]
(8)、预压:
[0210]
预压机压力:前50kg,后80kg,保压辊停用;
[0211]
(9)、热压:
[0212]
压机参数如下表4所示:
[0213]
表4.压机参数
[0214][0215]
热压温度:进口185℃(
±
2℃),出口180℃(
±
2℃);厚度偏差
±
0.15mm。
[0216]
(10)、后处理:
[0217]
锯切长度:2480
±
1mm;
[0218]
锯切宽度:1260
±
1mm;
[0219]
对角线尺寸:2780
±
2mm;
[0220]
(11)、砂光:
[0221]
锯切长度:2440mm(偏差0—1mm/m);
[0222]
锯切宽度:1220(偏差0—1mm/m);
[0223]
对角线尺寸:2780(≤3mm);
[0224]
厚度偏差:
‑
0.1—
‑
0.05mm;
[0225]
边缘不直度:
±
1mm/m。
[0226]
实验例
[0227]
对本发明制备的高光颗粒型刨花板的性能进行检测,检测数据如下所示。
[0228]
表5.本发明制得的高光颗粒刨花板板材的密度
[0229][0230][0231]
表6.本发明制得的高光颗粒刨花板板材的含水率
[0232][0233]
表8.本发明制得的高光颗粒刨花板板材的内结合强度
[0234]
[0235][0236]
表9.本发明制得的高光颗粒刨花板板材的2小时吸水厚度膨胀率
[0237][0238]
表10.本发明制得的高光颗粒刨花板板材的静曲强度
[0239][0240]
以上实施例仅用以说明本发明的技术方案,而非对其进行限制;尽管参照前述实施例对本发明进行了详细的说明,对于本领域的普通技术人员来说,依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或替换,并不使相应技术方案的本质脱离本发明所要求保护的技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。