1.本发明涉及胶合板生产技术领域,具体是一种利用碎小单板生产胶合板的工艺。
背景技术:
2.碎小单板废料进行废物利用,进行胶合板的生产,避免物料的浪费,胶合板是由木段旋切成单板或由木方刨切成薄木,再用胶粘剂胶合而成的三层或多层的板状材料,通常用奇数层单板,并使相邻层单板的纤维方向互相垂直胶合而成。
3.中国专利公开了一种胶合板的生产工艺,(授权公告号cn106182220a),该专利技术预压热压时间短,生产速度快,内应力小,不容易开胶和变形,胶黏剂具有热固性好,粘度高,强度高,持久力好,不容易变质的优点,但是,上述装置和市场上的填补腻子一般为石膏填补,在切割后容易掉渣,不利于板材的耐用度,一般在上胶后,不对其进行处理,导致胶内气泡较多,不利于后续的板材胶合的紧固度,上述装置中经过多次热压,增加了制作时长,不利于生产效率。因此,本领域技术人员提供了一种利用碎小单板生产胶合板的工艺,以解决上述背景技术中提出的问题。
技术实现要素:
4.本发明的目的在于提供一种利用碎小单板生产胶合板的工艺,以解决上述背景技术中提出的问题。
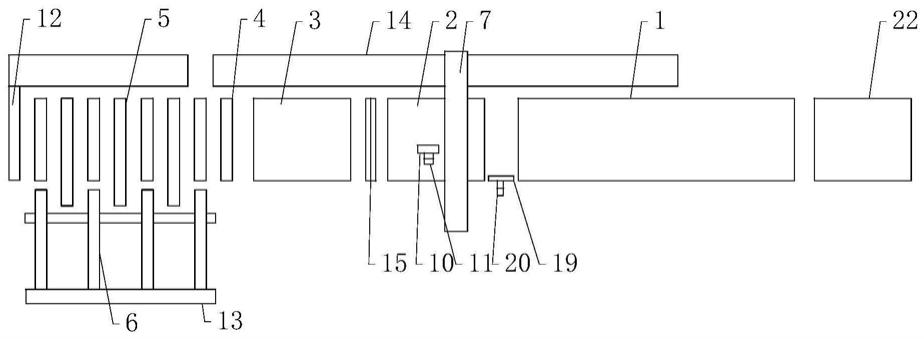
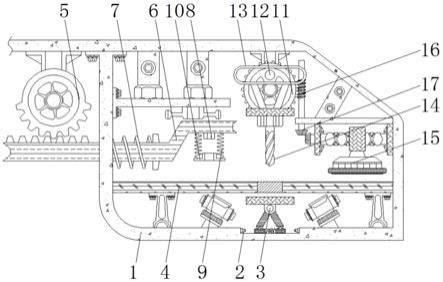
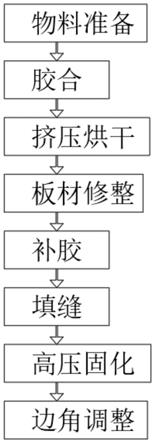
5.为实现上述目的,本发明提供如下技术方案:一种利用碎小单板生产胶合板的工艺,包括以下工艺步骤:步骤1、物料准备:将原木去皮,并环切成木片,然后晒干,把收集的碎小单板厚度打磨一致,把材料上的木屑清理掉,把板材进行软化压平处理,把上下面板切割成所需大小;步骤2、胶合:将下面板的上表面上胶黏剂,把修整后碎小单板排列到下面板的上表面,进行挤压预凝固,然后对粘结在下面板上的碎小单板上胶黏剂,把上面板的下表面挤压到碎小单板的上表面进行挤压预凝固;步骤3、挤压烘干:将胶合后的胶合板整齐放置,通过隔架堆摞胶合板,并加压,放置到烘房内烘干处理;步骤4、板材修整:把挤压烘干后的板材锯边成型,得到规整的胶合板,对板材的边角打磨处理,对木材上下面层打磨处理,清除木屑;步骤5、补胶:将胶黏剂沿着木片的两侧均匀补胶;步骤6、填缝:对板材的另外三边通过密封胶带进行密封处理,把配置好的填充物填补在板材上的孔洞、裂纹和缝隙处,平进行抹平,对于开胶、鼓泡处,将外侧剥离,填入腻子然后抹平;步骤7、高压固化:把完成填缝的胶合板,填入到高压室中进行高压,高压室内的温度为保持在60~80
°
c,压力20~32mpa,时间控制在60~80分钟之间,在高压室,保持板材未
封边的一侧垂直向上,把板材通过隔架排列并挤压固定;步骤8、边角调整:把高压固化后的胶合板取出,拆除胶合板边上的胶带,打磨胶合板的边角,根据需要可在胶合板的四角套上塑料护角进行包装袋包装。
6.作为本发明进一步的方案:所述步骤1中木材的软化先检测木材上的含水量,如木材上的含水量30%
‑
50%,直接进行加热软化,如木材上的含水量小于30%,采用加湿加热软化,如木材上的含水量大于50%,先对木材烘干处理含水量在30%
‑
50%,加热软化。
7.作为本发明再进一步的方案:所述步骤6中填充物由环氧树脂、化纤丝絮、耐火剂、4,4
‑
二氨基二苯砜、香樟木屑构成,所述环氧树脂40%、化纤丝絮30%、耐火剂5%、4,4
‑
二氨基二苯砜5%、香樟木屑20%。
8.与现有技术相比,本发明的有益效果是:本发明胶合板的缝隙处通过合成环氧树脂填充物填充,相较于石膏填充,增加板材的质量,避免板材后续出现开缝的情况,增加板材吃钉效果,避免因腻子导致钉的咬紧度低脱滑的问题,相较于腻子切割后不会掉渣,增加板材的耐用度,本装置在填缝后对上胶后对填充物进行高压除气泡,有利于后续的板材胶合的紧固度,本装置为低温粘合,类似阴干,不对其进行超高温的处理,有利于保持胶的粘性,减少制作时长,有利于生产效率。
附图说明
9.图1为一种利用碎小单板生产胶合板的工艺的流程图。
具体实施方式
10.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
11.请参阅图1,本发明实施例中,一种利用碎小单板生产胶合板的工艺,包括以下工艺步骤:实施例一步骤1、物料准备:将原木去皮,并环切成木片,然后晒干,把收集的碎小单板厚度打磨一致,把材料上的木屑清理掉,把板材进行软化压平处理,把上下面板切割成所需大小;步骤2、胶合:将下面板的上表面上胶黏剂,把修整后碎小单板排列到下面板的上表面,进行挤压预凝固,然后对粘结在下面板上的碎小单板上胶黏剂,把上面板的下表面挤压到碎小单板的上表面进行挤压预凝固;步骤3、挤压烘干:将胶合后的胶合板整齐放置,通过隔架堆摞胶合板,并加压,放置到烘房内烘干处理;步骤4、板材修整:把挤压烘干后的板材锯边成型,得到规整的胶合板,对板材的边角打磨处理,对木材上下面层打磨处理,清除木屑;步骤5、补胶:将胶黏剂沿着木片的两侧均匀补胶;步骤6、填缝:对板材的另外三边通过密封胶带进行密封处理,把配置好的填充物
填补在板材上的孔洞、裂纹和缝隙处,平进行抹平,对于开胶、鼓泡处,将外侧剥离,填入腻子然后抹平;步骤7、高压固化:把完成填缝的胶合板,填入到高压室中进行高压,高压室内的温度为保持在60
°
c,压力20mpa,时间控制在60分钟之间,在高压室,保持板材未封边的一侧垂直向上,把板材通过隔架排列并挤压固定;步骤8、边角调整:把高压固化后的胶合板取出,拆除胶合板边上的胶带,打磨胶合板的边角,根据需要可在胶合板的四角套上塑料护角进行包装袋包装。
12.实施例二步骤1、物料准备:将原木去皮,并环切成木片,然后晒干,把收集的碎小单板厚度打磨一致,把材料上的木屑清理掉,把板材进行软化压平处理,把上下面板切割成所需大小;步骤2、胶合:将下面板的上表面上胶黏剂,把修整后碎小单板排列到下面板的上表面,进行挤压预凝固,然后对粘结在下面板上的碎小单板上胶黏剂,把上面板的下表面挤压到碎小单板的上表面进行挤压预凝固;步骤3、挤压烘干:将胶合后的胶合板整齐放置,通过隔架堆摞胶合板,并加压,放置到烘房内烘干处理;步骤4、板材修整:把挤压烘干后的板材锯边成型,得到规整的胶合板,对板材的边角打磨处理,对木材上下面层打磨处理,清除木屑;步骤5、补胶:将胶黏剂沿着木片的两侧均匀补胶;步骤6、填缝:对板材的另外三边通过密封胶带进行密封处理,把配置好的填充物填补在板材上的孔洞、裂纹和缝隙处,平进行抹平,对于开胶、鼓泡处,将外侧剥离,填入腻子然后抹平;步骤7、高压固化:把完成填缝的胶合板,填入到高压室中进行高压,高压室内的温度为保持在80
°
c,压力32mpa,时间控制在80分钟之间,在高压室,保持板材未封边的一侧垂直向上,把板材通过隔架排列并挤压固定;步骤8、边角调整:把高压固化后的胶合板取出,拆除胶合板边上的胶带,打磨胶合板的边角,根据需要可在胶合板的四角套上塑料护角进行包装袋包装。
13.进一步的:步骤1中木材的软化先检测木材上的含水量,如木材上的含水量30%
‑
50%,直接进行加热软化,如木材上的含水量小于30%,采用加湿加热软化,如木材上的含水量大于50%,先对木材烘干处理含水量在30%
‑
50%,加热软化,步骤6中填充物由环氧树脂、化纤丝絮、耐火剂、4,4
‑
二氨基二苯砜、香樟木屑构成,环氧树脂40%、化纤丝絮30%、耐火剂5%、4,4
‑
二氨基二苯砜5%、香樟木屑20%。
14.表一物料的软化测试软化前含水率加湿湿度加热温度调节后含水率软化后含水率<30%30%120
°
30%10%30%0%120
°
30%10%40%0%120
°
40%15%50%0%120
°
50%20%>30%
‑
30%120
°
30%10%
表二填充物配比的测试 123环氧树脂40%30%20%化纤丝絮30%35%40%耐火剂5%5%5%4,4
‑
二氨基二苯砜5%5%5%香樟木屑20%25%30%表三物料的参数测试 硬度防虫蛀最大限温固化时间间隔14501n95%430
°
80min23851n97%378
°
60min32640n99%325
°
40min对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
15.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。