技术特征:
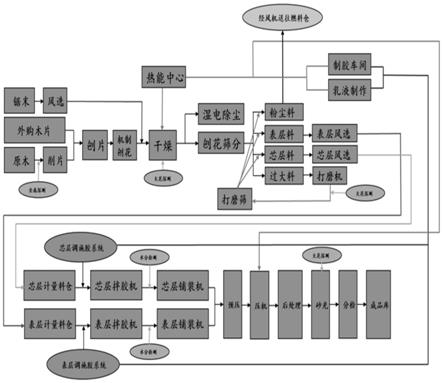
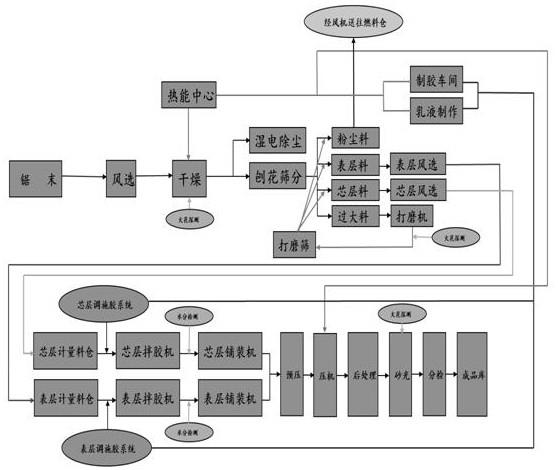
1.一种高光颗粒型刨花板的制备方法,其特征在于,所述刨花板可进行高光及肤感饰面,包括以下工艺:原料准备
→
烘干
→
筛分
→
打磨
→
风选
→
施胶
→
铺装
→
预压
→
热压
→
后处理
→
砂光。2.根据权利要求1所述的高光颗粒型刨花板的制备方法,其特征在于,所述进口松木锯末的含水率≤45%,所述机制刨花的含水率≤35%,所述进口松木锯末和机制刨花的重量份数比为4:1。3.根据权利要求1所述的高光颗粒型刨花板的制备方法,其特征在于,所述烘干工艺的具体工艺参数为:炉膛温度:600—700℃,根据实际烘料量进行调整;混合室温度:400—500℃,根据实际烘料量进行调整;进口温度:180—200℃,根据实际烘料量进行调整;出口温度:120—130℃;烘干后含水率:1—1.5%。4.根据权利要求1所述的高光颗粒型刨花板的制备方法,其特征在于:所述筛分工艺的具体工艺参数为:尘网尺寸:0.15mm
×
0.15mm;表网尺寸:0.7mm
×
0.7mm或0.8mm
×
0.8mm;芯网尺寸:5mm
×
5mm;所述打磨工艺的具体工艺参数为:打磨机底网尺寸:4mm
×
8mm;打磨筛粉尘网尺寸:0.15mm
×
0.15mm;打磨筛表网尺寸:0.7mm
×
0.7mm或0.8mm
×
0.8mm;打磨筛芯网尺寸:5mm
×
5mm。5.根据权利要求1所述的高光颗粒型刨花板的制备方法,其特征在于,所述风选工艺的具体工艺参数为:芯层风选机转速≤1200r/min,根据过料量进行调整;芯层风选机转速≤1400r/min,根据过料量进行调整。6.根据权利要求1所述的高光颗粒型刨花板的制备方法,其特征在于,所述施胶工艺的具体工艺参数为:施胶量:表层70—75kg/m3,芯层80—85kg/m3;石蜡添加量:表层3.5—4kg/m3,芯层不添加;固化剂添加量:芯层3—3.5kg/m3,表层不添加;拌胶后含水率:表层14—15%,芯层11.5—12.5%;拌胶机运行电流:表层45—50a,芯层70—80a。7.根据权利要求1所述的高光颗粒型刨花板的制备方法,其特征在于,所述铺装工艺的具体工艺参数为:带速:10m/min;表层堆积密度:90kg/m3;芯层堆积密度:110kg/m3;芯表配比:0.55;板坯重量:45—46kg;所述预压工艺的具体工艺参数为:预压机压力:前50kg、后80kg、保压辊停用。8.根据权利要求1所述的高光颗粒型刨花板的制备方法,其特征在于,所述热压工艺的压机参数为:一段时间10—15s,一段压力上限100—150kg,压机一段位移21mm;二段时间40—80s,一段压力下限95—145kg,压机二段位移最大值20mm;三段时间140—100s,二段压力上限70—100kg,压机二段位移最小值19.4mm;四段时间30s,二段压力下限65—95kg,压机三段位移最大值18.8mm;五段时间20s,三段压力上限60kg,压机三段位移最小值18.7mm;六段时间50s,三段压力下限50kg,最高压力设定215kg;下降压力14kg,四段压力上限20kg;五段压力上限18kg;六段压力上限17kg;热压温度:进口185℃
±
2℃,出口180℃
±
2℃;厚度偏差
±
0.15mm。
9.根据权利要求1所述的高光颗粒型刨花板的制备方法,其特征在于,所述后处理工艺的具体工艺参数为:锯切长度:2480
±
1mm;锯切宽度:1260
±
1mm;对角线尺寸:2780
±
2mm;所述砂光工艺的具体工艺参数为:锯切长度:2440mm(偏差0—1mm/m);锯切宽度:1220(偏差0—1mm/m);对角线尺寸:2780(偏差≤3mm);厚度偏差:
‑
0.1—
‑
0.05mm;边缘不直度:
±
1mm/m。10.根据权利要求1所述的高光颗粒型刨花板,其特征在于,所述高光颗粒型刨花板用权利要求1
‑
9任一所述的方法制备。
技术总结
本发明属于板材技术领域,尤其涉及一种高光颗粒型刨花板及其制备方法。本发明所述复合材料所述刨花板可进行高光及肤感饰面,其制备方法包括以下工艺:原料准备
技术研发人员:滕越
受保护的技术使用者:山东鹤洋木业有限公司
技术研发日:2021.08.17
技术公布日:2021/11/5
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。