1.本发明属于熔模精密铸造技术领域,具体涉及一种细化熔模精密铸件组织的铸造方法。
背景技术:
2.在实际生产过程中,采用普通熔模精密铸造过程生产的铸件往往存在组织粗大,力学性能较低等不足。亚快速凝固是介于平衡凝固和快速凝固之间的一种凝固方式,其冷却速度在10~103k/s之间。亚快速凝固可以细化合金晶粒、减小第二相的尺寸以及提高溶质元素在基体中的固溶度。
3.采用水冷铜模冷却的方式对铸件的凝固过程进行控制,可有效细化合金的晶粒,同时降低溶质元素的偏析,减少后续热处理时间。因此,在凝固生产过程中有必要对铸件的凝固过程进行控制。
技术实现要素:
4.本发明的目的在于提供一种细化熔模铸件组织的铸造方法,解决普通熔模精密铸造生产的铸件组织粗大,力学性能较低的问题。
5.本发明是通过以下技术方案实现的:一种细化熔模铸件组织的铸造方法,包括以下步骤:
6.s1、进行熔模型壳制备;
7.s2、将熔模型壳加热至预热温度并保温;
8.s3、先用耐火砂将水冷铜模底部覆盖,待熔模型壳转移至水冷铜模中后,再用耐火砂将熔模型壳与水冷铜模之间的间隙填充紧实;
9.s4、将熔化好的合金液浇注到熔模型壳中;
10.s5、打开进水口的开关,调节压力表数值,对熔模型壳进行快速冷却,直至温度降至室温;
11.s6、将熔模型壳转移到水冷铜模外,进行清理,取出铸件。
12.优选地,所述水冷铜模内部冷却水的通道为螺旋结构,直径为10~15mm。
13.优选地,所述耐火砂为石墨砂或石英砂,粒度为16~30目。
14.优选地,所述水冷铜模底部覆盖耐火砂的厚度为30~50mm。
15.优选地,所述进水口和出水口的直径与水冷铜模冷却水通道直径相同,进水口在水冷铜模下部,出水口在水冷铜模上部。
16.优选地,通水冷却时所述压力表的数值控制在0.15~0.25mpa之间。
17.本发明与现有技术相比的有益效果是:
18.(1)本发明的方法可大幅度缩短铸件冷却时间,有效缩短产品生产周期。
19.(2)本发明的进水口在水冷铜模下部,出水口在水冷铜模上部,通水后铸件下部温度低于铸件上部温度,可实现铸件的顺序凝固,有效避免疏松、缩孔等铸造缺陷。
20.(3)本发明的方法制造的铸件晶粒细化效果明显,可用于各类熔模精密铸件组织的细化。
附图说明
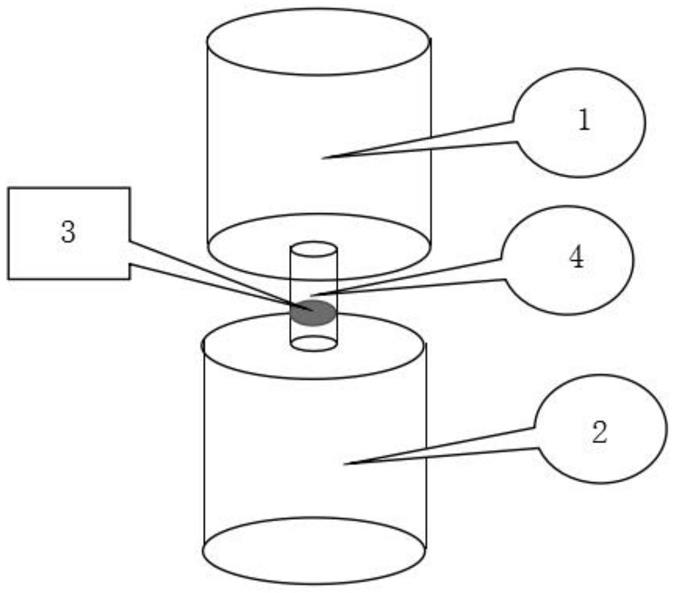
21.图1为本发明中的熔模精密铸造方法原理图。
22.图2为常规熔模精密铸造获得的zl107铝合金铸件的金相组织图。
23.图3为本发明实施例中获得的zl107铝合金铸件的金相组织图。
24.其中:1
‑
出水口;2
‑
熔模型壳;3
‑
耐火砂;4
‑
水冷铜模;5
‑
进水口(含开关);6
‑
压力表。
具体实施方式
25.下面结合附图和具体实施方式对本发明作进一步详细的说明。
26.如图1所示,本发明提供一种细化熔模铸件组织的铸造方法,包括以下步骤:
27.s1、按工艺要求进行熔模型壳2制备;
28.s2、按工艺要求将熔模型壳2加热至预热温度并保温;
29.s3、先用耐火砂3将水冷铜模4的底部覆盖,耐火砂层的厚度为30~50mm,待熔模型壳2转移至水冷铜模4中后,再用耐火砂3将熔模型壳2与水冷铜模4之间的间隙填充紧实,其中水冷铜模4内部冷却水的通道设置为螺旋结构,以水冷铜模4的中心轴为轴环绕设置在水冷铜模4壁面内,水冷铜模4内部螺旋结构冷却水通道的直径为10~15mm;
30.耐火砂3为石墨砂或石英砂,粒度为16~30目。
31.s4、按工艺要求将熔化好的合金液浇注到熔模型壳2中;
32.s5、打开进水口5的开关,调节压力表6数值至0.15~0.25mpa,对熔模型壳2进行快速冷却,直至温度降至室温;进水口5在水冷铜模4下部,出水口1在水冷铜模4上部,进水口5和出水口1分别与水冷铜模4内部冷却水的通道导通,进水口5和出水口1的直径与水冷铜模4冷却水通道直径相同。
33.s6、将熔模型壳2转移到水冷铜模4外,进行清理,取出铸件。
34.实施例1
35.以某熔模精密铝合金铸件为例,牌号为zl107,具体包括以下步骤:
36.s1、按工艺要求进行熔模型壳2制备;
37.s2、按工艺要求将熔模型壳2加热至预热温度并保温;
38.s3、先用石英砂3将水冷铜模4的底部覆盖,厚度为30mm,待熔模型壳2转移至水冷铜模4中后,再用石英砂3将熔模型壳2与水冷铜模4之间的间隙填充紧实,其中水冷铜模4内部螺旋结构冷却水通道的直径为15mm;
39.s4、按工艺要求将熔化好的zl107铝合金液浇注到熔模型壳2中;
40.s5、打开进水口5的开关,调节压力表6数值至0.25mpa,对熔模型壳2进行快速冷却,直至温度降至室温;
41.s6、将熔模型壳2转移到水冷铜模4外,进行清理,取出铸件。
42.图2为常规熔模精密铸造获得的zl107铝合金铸件的金相组织图。依据上面的工艺方法,制备出了晶粒细小的熔模精密zl107铝合金铸件(金相组织图见图3),经测试其铸态
随炉拉伸试棒的抗拉强度、伸长率和布氏硬度分别为213mpa、3.6%和82hbs,较常规熔模精密铸造分别增加了16.7%、24.7%和10.3%。
43.本发明未详细说明部分属于本领域技术人员公知技术。
技术特征:
1.一种细化熔模铸件组织的铸造方法,其特征在于,包括以下步骤:s1、制备熔模型壳(2);s2、将熔模型壳(2)加热至预热温度并保温;s3、先用耐火砂(3)覆盖水冷铜模(4)底部,待熔模型壳(2)转移至水冷铜模(4)中后,再用耐火砂(3)填充熔模型壳(2)与水冷铜模(4)之间的间隙;s4、将熔化后的合金液浇注到熔模型壳(2)中;s5、打开进水口(5)的开关,调节压力表(6)数值,对熔模型壳(2)进行冷却,直至温度降至室温;s6、将熔模型壳(2)转移到水冷铜模(4)外,进行清理,取出铸件。2.根据权利要求1所述的一种细化熔模铸件组织的铸造方法,其特征在于,s3中,所述水冷铜模(4)内部冷却水的通道设置为螺旋结构,以水冷铜模(4)的中心轴为轴环绕设置在水冷铜模(4)壁面内,通道的直径为10~15mm。3.根据权利要求2所述的一种细化熔模铸件组织的铸造方法,其特征在于,s3中,所述耐火砂(3)为石墨砂或石英砂,粒度为16~30目。4.根据权利要求3所述的一种细化熔模铸件组织的铸造方法,其特征在于,所述水冷铜模(4)底部覆盖的耐火砂层的厚度为30~50mm。5.根据权利要求4所述的一种细化熔模铸件组织的铸造方法,其特征在于,s5中,所述进水口(5)设置在水冷铜模(4)下部,所述出水口(1)设置在水冷铜模(4)上部,进水口(5)和出水口(1)分别与水冷铜模(4)内部冷却水的通道导通。进水口(5)和出水口(1)的直径与水冷铜模(4)内部冷却水通道直径相同。6.根据权利要求5所述的一种细化熔模铸件组织的铸造方法,其特征在于,s5中,通水冷却时,压力表(6)的数值控制在0.15~0.25mpa之间。
技术总结
本发明公开了一种细化熔模铸件组织的铸造方法,包括以下步骤:S1、制备熔模型壳(2);S2、将熔模型壳(2)加热至预热温度并保温;S3、先用耐火砂(3)覆盖水冷铜模(4)底部,待熔模型壳(2)转移至水冷铜模(4)中后,再用耐火砂(3)填充熔模型壳(2)与水冷铜模(4)之间的间隙;S4、将熔化后的合金液浇注到熔模模壳(2)中;S5、打开进水口(5)的开关,调节压力表(6)数值,对熔模型壳(2)进行冷却,直至温度降至室温;S6、将熔模型壳(2)转移到水冷铜模(4)外,进行清理,取出铸件。本发明方法有助于细化熔模精密铸件的组织,提高其力学性能,在凝固过程中可实现铸件的顺序凝固,提供铸件内部质量。提供铸件内部质量。提供铸件内部质量。
技术研发人员:徐信锋 王宝兵 范李鹏 姬艳硕 冯港雯 顾辉旺 杨剑
受保护的技术使用者:上海航天精密机械研究所
技术研发日:2021.06.30
技术公布日:2021/11/4
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。