1.本发明属于焊接技术领域,具体地说,是涉及一种厚壁方钢管对接接头焊接方法。
背景技术:
2.厚壁方钢管在轨道交通技术领域的应用越来越多,而任何金属结构材料的广泛运用都极度依赖于此种金属材料的焊接技术水平。
3.厚壁方钢管在焊接时,采用mag焊常常存在根部成型不良,易产生焊穿、焊瘤等现象,以及方钢管圆弧过渡处的全熔透无法保证,从而造成方钢管焊缝的焊接质量和疲劳寿命无法保证。
4.因此,研发一种厚壁方钢管对接接头焊接方法,保证厚壁方钢管圆弧过渡处的全熔透,提高了方钢管对接接头处的疲劳寿命。
技术实现要素:
5.针对背景技术中指出的问题,本发明提供了一种厚壁方钢管对接接头焊接方法,通过多焊接位置分段焊接的方法,同时采用复合焊接工艺方法,实现了厚壁方管对接焊缝的全熔透焊接,特别保证方管圆弧过渡处的全熔透,提高了焊接接头的焊接质量,从而提高了方管对接焊缝的疲劳寿命。
6.为实现上述发明目的,本发明采用下述技术方案予以实现:一种厚壁方钢管对接接头焊接方法,包括:步骤1、方钢管对接接头待焊接面包括弧形段和直线段,所述弧形段与所述直线段首尾相接,所述弧形段与所述直线段均开坡口;步骤2、所述方钢管对接接头待焊接面与相邻方钢管对接接头待焊接面间隙对接装配;步骤3、对所述坡口进行水平定位焊接;步骤4、对所述弧形段采用tig焊进行立焊转平焊的打底焊接,自所述弧形段打底焊接平焊位置起对所述直线段采用tig焊打底焊接;步骤5、对所述弧形段采用mag焊进行立焊转平焊的填充焊接,自所述弧形段填充焊接平焊位置起对所述直线段采用mag焊填充焊接;步骤6、对所述弧形段采用mag焊进行立焊转平焊的盖面焊接,自所述弧形段盖面焊接平焊位置起对所述直线段采用mag焊盖面焊接。
7.在本技术的一些实施例中,所述立焊位置采用上月牙运条方法,所述平焊位置采用后月牙运条方法。
8.在本技术的一些实施例中,在所述步骤4中,所述弧形段采用tig焊进行立焊转平焊的打底焊接延伸至所述直线段;在所述步骤5中,所述弧形段采用mag焊进行立焊转平焊的填充焊接延伸至所述直线段;在所述步骤6中,所述弧形段采用mag焊进行立焊转平焊的盖面焊接延伸至所述直线段。
9.在本技术的一些实施例中,所述步骤4可进行若干次。多次进行打底焊接,可以因后期填充焊接造成的烧穿。
10.在本技术的一些实施例中,所述步骤5可进行若干次。多次进行填充焊接,可以适应不同的方钢管厚度。
11.在本技术的一些实施例中,相邻两层焊道焊缝的起止位置相互错开10
‑
20mm。避免相邻两层焊道焊缝位置重叠,造成此处应力集中,尺寸精度得不到保证。
12.在本技术的一些实施例中,每层焊道焊缝的起止点均位于所述直线段上。避免焊缝出现在弧形段。
13.在本技术的一些实施例中,在所述步骤4中,所述弧形段采用tig焊进行立焊转平焊的打底焊接采用的焊接参数为电流100
‑
135a;在所述步骤5中,所述弧形段采用mag焊进行立焊转平焊的填充焊接采用的焊接参数为电流120
‑
145a,电压18
‑
22v;在所述步骤6中,所述弧形段采用mag焊进行立焊转平焊的盖面焊接采用的焊接参数为电流120
‑
145a,电压18
‑
22v。此处的立焊采用的是立向上的焊接方式,立向上的焊接方式通常采用小规范焊接,避免烧穿和下流的发生。详细参数如下在本技术的一些实施例中,在所述步骤4中,所述弧形段打底焊接平焊位置起对所述直线段采用tig焊打底焊接采用的焊接参数为电流100
‑
135a;在所述步骤5中,所述弧形段填充焊接平焊位置起对所述直线段采用mag焊填充焊接采用的焊接参数为电流220
‑
320a,电压23
‑
32v;在所述步骤6中,所述弧形段盖面焊接平焊位置起对所述直线段采用mag焊盖面焊接采用的焊接参数为电流220
‑
320a,电压23
‑
32v。采用大规范焊接方式对直线段200进行焊接,能够提高焊接效率,保证融合。
14.在本技术的一些实施例中,每层焊道在焊接后,打磨焊道起止端缺陷。
15.与现有技术相比,本发明的优点和积极效果是:通过将方钢管分为弧形段焊接区域和直线段焊接区域,分别采用不同的焊接工艺方法,在弧形段采用立焊转平焊的tig焊打底焊接、mag焊填充焊接以及mag焊盖面焊接,实现了厚壁方钢管对接接头的焊缝的全熔透焊接,特别保证方钢管弧形段过渡处的全熔透,提高了厚壁方钢管对接接头焊缝的疲劳寿命。直线段采用tig焊打底焊接mag焊填充焊接以及mag焊盖面焊接,使得工艺焊缝外观成形好,焊接效率得到提高。
16.结合附图阅读本发明的具体实施方式后,本发明的其他特点和优点将变得更加清楚。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
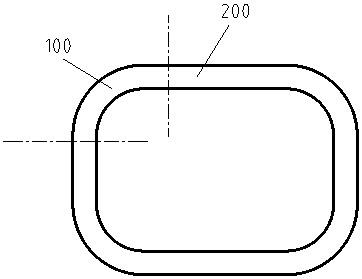
18.图1为本发明的一种实施例的侧示图;图2为本发明的一种实施例中上月牙运条方法示意图;图3为本发明的一种实施例中下月牙运条方法示意图;附图标记:
100,弧形段;200,直线段。
具体实施方式
19.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
20.在本技术的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
21.术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,除非另有说明,“多个”的含义是两个或两个以上。
22.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
23.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
24.下文的公开提供了许多不同的实施方式或例子用来实现本发明的不同结构。为了简化本发明的公开,下文中对特定例子的部件和设置进行描述。当然,它们仅仅为示例,并且目的不在于限制本发明。此外,本发明可以在不同例子中重复参考数字和/或参考字母,这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施方式和/或设置之间的关系。此外,本发明提供了的各种特定的工艺和材料的例子,但是本领域普通技术人员可以意识到其他工艺的应用和/或其他材料的使用。
25.步骤1、如图1所示,方钢管对接接头待焊接面包括弧形段100和直线段200,弧形段100与直线段200首尾相接,弧形段100与直线段200均开坡口。
26.步骤2、方钢管对接接头待焊接面与相邻方钢管对接接头待焊接面间隙对接装配;装配间隙一般需保持在3mm
‑
4mm范围内,坡口的角度为60度。同时需保证接头两侧各边平行,错变量小于1mm。
27.步骤3、对坡口进行水平定位焊接;水平定位焊接后,对焊缝两端进行打磨。
28.步骤4、对弧形段100采用tig焊进行立焊转平焊的打底焊接。tig焊接工艺能使根部得到良好的熔透性,而且透度均匀,表面光滑、整齐。立焊位置采用上月牙运条方法,平焊位置采用后月牙运条方法,从而避免出现层间未融合,保证融合良好。平焊要延伸至直线段200,使打底焊接后的焊缝的起始端至末端跨过弧形段100,保持焊缝接头在直线段200上,避免焊缝接头在弧形段100处,从而保证弧形段100处的焊接质量。直线段200采用tig焊打底焊接,直线段200的打底焊接自弧形段100的平焊位置起,至与直线段200相邻的另一弧形段100的平焊位置止。tig打底焊接可获得透度均匀,表面光滑、整齐的接头根部,避免应力集中的产生。
29.为防止后续步骤5进行填充焊接时产生烧穿等问题,打底焊接可以采用多层的焊接方式,每层焊道在焊接后,均需打磨焊道起止端缺陷。
30.步骤5、对弧形段100采用mag焊进行立焊转平焊的填充焊接。采用mag焊焊接工艺焊缝外观成形好,焊接效率高。立焊位置采用上月牙运条方法,焊枪按照如图2所示箭头方向顺序摆动;平焊位置采用后月牙运条方法,焊枪按照如图3所示箭头方向顺序摆动,从而避免出现层间未融合,保证融合良好。平焊延伸至直线段200,使填充焊接后的焊缝的起始端至末端跨过弧形段100,保持接头在直线段200上,从而保证弧形段100处的焊接质量。直线段200采用mag焊填充焊接,直线段200的填充焊接自弧形段100的平焊位置起,至与直线段200相邻的另一弧形段100的平焊位置止。
31.根据方钢管的厚度不同,可采用多层的填充焊接,每层焊道在焊接后,均需打磨焊道起止端缺陷。
32.步骤6、对弧形段100采用mag焊进行立焊转平焊的盖面焊接。如图2、图3所示,采用mag焊焊接工艺焊缝外观成形好,焊接效率高。立焊位置采用上月牙运条方法,焊枪按照如图2所示箭头方向顺序摆动;平焊位置采用后月牙运条方法,焊枪按照如图3所示箭头方向顺序摆动,从而避免出现层间未融合,保证融合良好。平焊延伸至直线段200,使盖面焊接后的焊缝的起始端至末端跨过弧形段100,保持接头在直线段200上,从而保证弧形段100处的焊接质量。直线段200采用mag焊盖面焊接,直线段200的盖面焊接自弧形段100的平焊位置起,至与直线段200相邻的另一弧形段100的平焊位置止。
33.在进行步骤4、步骤5以及步骤6的焊接时,每相邻两层焊道焊缝的起止位置相互错开10
‑
20mm,避免因相邻两层的焊缝位于同一位置,而引起较大的尺寸累计误差,造成较为明显的应力集中。
34.经过步骤4、步骤5以及步骤6采用tig打底 mag填充盖面的复合焊接方法,可以使得焊件更好的适应交变动载荷的工况,满足设计的疲劳强度。
35.通过分段多焊接位置和复合焊接工艺方法实现了厚壁方钢管对接接头焊缝的全熔透焊接,特别保证方钢管弧形段100过渡处的全熔透,提高了方钢管对接接头焊缝的疲劳寿命。
36.影响熔化极气体保护焊的焊接过程的焊接条件如电流、电压等参数称为焊接规范。弧形段100采用tig焊进行打底焊接,焊接参数为电流100
‑
135。
37.弧形段100进行立焊转平焊的填充焊接以及盖面焊接采用的都是小规范焊接,焊接参数为电流120
‑
145a,电压18
‑
22v。此处的立焊采用的是立向上的焊接方式,立向上的焊接方式通常采用小规范焊接,避免烧穿和下流的发生。直线段200的填充焊接以及盖面焊接
采用大规范焊接,焊接参数为电流220
‑
320a,电压23
‑
32v。采用大规范焊接方式对直线段200进行焊接,能够提高焊接效率,保证融合。具体焊接参数详见表1所示,表1中的弧形段小规范焊接和直线段的大规范焊接的定义仅针对mag焊接。
38.表1 方钢管的弧形段和直线段焊接参数表焊接完成后,需清理焊缝表面并对焊接质量进行检测。进行内窥镜检测焊缝根部情况,焊缝外观检验后进行磁粉探伤检测焊缝表面,最后射线检测焊缝内部的熔合情况。为验证焊接工艺,确认焊接接头性能,进行拉伸、弯曲、冲击、硬度和宏观等破坏性试验,取样之前进行vt mt和rt的无损检测。
39.在上述实施方式的描述中,具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
40.以上仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

