1.本发明属于陶瓷与金属连接领域,尤其涉及一种复合中间层及其钎焊碳化硼复合陶瓷与钛合金的方法。
背景技术:
2.碳化硼作为特种陶瓷里面的一种新型非氧化物陶瓷,它具有非常优良的性能:高熔点、高硬度、高弹性模量、低密度、热稳定性好、耐化学腐蚀能力强以及吸收中子能力强等。碳化硼作为超硬材料家族的一员,多用于坦克车的装甲、避弹衣和很多工业应用品中,以及航天航空、核工程等领域有着广泛的应用前景。通过烧结制备的碳化硼复合陶瓷,一方面提高了其力学性能,解决了烧结性差,断裂韧性低等问题,另一方面引入的第二相提高了其导电性,解决了其机械加工困难的问题。钛合金不仅比强度高、弹性模量小,而且还具有优良的耐腐蚀性和较高的应用温度,被广泛应用于航空、航天、医疗、化工、军事和海洋石油等方面。
3.在工程应用中,由于技术和设备的限制或者是特殊功能实现的需要,往往需要采用材料连接技术来获得大尺寸或形状复杂的陶瓷基复合材料和钛合金连接的部件。将陶瓷和金属连接起来可以综合二者的优点,获得兼具陶瓷和金属优异性能的复合构件。实现碳化硼复合陶瓷和钛合金的可靠连接,有助于扩展碳化硼复合陶瓷在应用范围,但是目前较少有关于碳化硼复合陶瓷和钛合金连接研究的报道。
4.碳化硼复合陶瓷和钛合金连接的主要难点在于:(1)两者的热物理性能差异较大(特别是膨胀系数),使得在焊后降温过程中接头中产生较大的残余应力,甚至造成连接失效;(2)碳化硼陶瓷较难焊接。因此,亟需提供一种碳化硼复合陶瓷和钛合金连接方法。
技术实现要素:
5.基于上述技术问题,本发明提供了一种复合中间层及其钎焊碳化硼复合陶瓷与钛合金的方法,能够实现碳化硼复合陶瓷和钛合金的高性能连接,解决了碳化硼复合陶瓷与钛合金钎焊连接时,陶瓷材料难于焊接以及接头残余应力大而导致接头强度低甚至开裂的问题。
6.本发明具体技术方案如下:
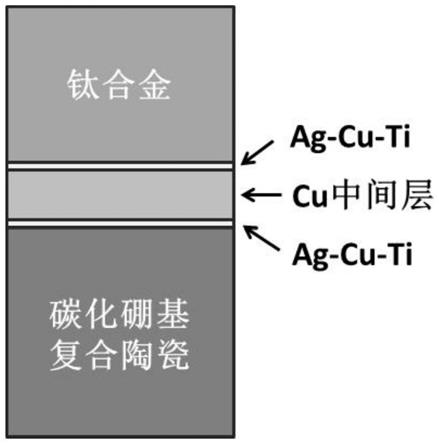
7.本发明提供了一种复合中间层,由上层钎料层、中间金属层和下层钎料层组成;所述上层及下层钎料层均采用ag
‑
cu
‑
ti钎料,中间金属层的材料为铜。
8.优选地,中间金属层的厚度为0.3
‑
1mm;上层钎料层的厚度为50
‑
80μm;下层钎料层的厚度为50
‑
80μm;更优选地,中间金属层的厚度为0.5
‑
0.8mm。
9.优选地,所述铜的纯度为99.00
‑
99.95%。
10.优选地,所述ag
‑
cu
‑
ti钎料中,ti的质量分数为1%
‑
10%。
11.优选地,所述ag
‑
cu
‑
ti钎料中,ag的质量分数为60%
‑
70%,cu的质量分数为20%
‑
30%。
12.本发明还提供了一种利用上述复合中间层钎焊碳化硼复合陶瓷与钛合金的方法,在碳化硼复合陶瓷的待焊接表面依次放置复合中间层和钛合金装配成三明治结构的待钎焊工件,将所述待钎焊的工件在真空条件下进行高温钎焊连接。
13.对于本发明所述碳化硼复合陶瓷的组成不作具体限定,包括但不限于,b4c
‑
zrb2‑
sic复合陶瓷。对于本发明所述的钛合金类型不作具体限定,包括但不限于,tc4、tc6、tc11、ta10、ta15、tb2、tb3等。
14.优选地,高温钎焊连接具体为:将待钎焊工件置于真空炉中,在真空度≤5
×
10
‑2pa,钎焊温度为790
‑
870℃,压强为0.01
‑
0.05mpa的条件下,保温5
‑
30min,然后降温至280
‑
300℃,随后炉冷却至室温。
15.优选地,以5
‑
10℃/min的升温速率由室温升至钎焊温度;以5
‑
10℃/min的降温速率由钎焊温度降温至280
‑
300℃。
16.优选地,高温钎焊连接前,对ag
‑
cu
‑
ti钎料、铜、钛合金以及碳化硼复合陶瓷进行打磨抛光,使上述材料的表面粗糙度ra≤5μm。
17.优选地,高温钎焊连接前,还需对抛光后的ag
‑
cu
‑
ti钎料、铜、钛合金以及碳化硼复合陶瓷进行超声清洗;超声清洗的溶剂为丙酮或乙醇,超声清洗时间为10
‑
20min。
18.与现有技术相比,本发明有益效果为:
19.本发明提供了一种碳化硼复合陶瓷与钛合金钎焊用的复合中间层,所述复合中间层由上层钎料层、中间金属层和下层钎料层组成;上层及下层钎料层均采用ag
‑
cu
‑
ti钎料,中间金属层的材料为铜。利用该复合中间层钎焊碳化硼复合陶瓷与钛合金获得的接头具有优异的抗弯强度。
20.其中,ag
‑
cu
‑
ti钎料可润湿陶瓷和钛合金,形成良好的界面冶金结合,解决了碳化硼陶瓷难焊接的问题;将ag
‑
cu
‑
ti钎料与金属铜以特定的结构组成复合中间层,连接碳化硼复合陶瓷和钛合金,可通过银基钎缝层和铜的塑性变形或粘塑性变形缓释连接接头应力,解决了碳化硼复合陶瓷和钛合金连接件接头残余应力大的问题。
21.优选方案中,通过对中间金属层cu的厚度、上层钎料层厚度、下层钎料层厚度以及钎焊温度的进一步优化,使得碳化硼复合陶瓷和钛合金钎焊接头的弯曲强度进一步增强。
附图说明
22.图1为利用本发明所述复合中间层钎焊得到的碳化硼复合陶瓷与钛合金的钎焊接头的结构示意图。
23.图2为本发明实施例1制备获得的钎焊接头的低倍扫描电镜图。
24.图3为本发明实施例1制备获得的钎焊接头的高倍扫描电镜图。
具体实施方式
25.下面,通过具体实施例对本发明的技术方案进行详细说明,但是应该明确提出这些实施例用于举例说明,但是不解释为限制本发明的范围。
26.下述实施例和对比例中的碳化硼复合陶瓷,为经放电等离子烧结制备的b4c
‑
zrb2‑
sic复合陶瓷(其中zrb2和sic的体积分数分别为18%和24%,b4c为余量),其尺寸为8mm
×
8mm
×
8mm;钛合金为tc4钛合金,其尺寸为8mm
×
8mm
×
8mm。
27.实施例1
28.一种复合中间层,由上层钎料层、中间金属层和下层钎料层组成;所述上层及下层钎料层均采用ag
‑
cu
‑
ti钎料,中间金属层的材料为铜。本发明所述的复合中间层以“ag
‑
cu
‑
ti/cu/ag
‑
cu
‑
ti”表示。
29.其中,ag
‑
cu
‑
ti钎料为钎料箔片,ag
‑
cu
‑
ti钎料中ag、cu、ti的质量分数分别为68.8%、26.7%、4.5%,尺寸为8mm
×
8mm
×
0.07mm;铜为铜箔,铜的纯度为99.95%,尺寸为8mm
×
8mm
×
0.8mm;
30.一种利用上述复合中间层钎焊碳化硼复合陶瓷与钛合金的方法,具体包括如下步骤:
31.1)将碳化硼复合陶瓷、钛合金、ag
‑
cu
‑
ti钎料和铜的待焊接表面用sic砂纸打磨光亮,使得所述材料的表面粗糙度ra≤5μm;
32.2)将碳化硼复合陶瓷、钛合金、ag
‑
cu
‑
ti钎料和铜依次放入乙醇中进行超声清洗15min,吹干备用;
33.3)在碳化硼复合陶瓷的待焊接表面依次放置ag
‑
cu
‑
ti/cu/ag
‑
cu
‑
ti和钛合金,装配成三明治结构的待钎焊工件,然后将该待钎焊工件置于石墨模具中;
34.4)将装有待钎焊工件的石墨模具放入真空炉中进行钎焊连接,真空度为4
×
10
‑2pa,钎焊温度为790℃,压强为0.02mpa,保温时间为10min,升温速率为10℃/min,降温速率为5℃/min至300℃,随后炉冷至室温,得到碳化硼复合陶瓷与钛合金钎焊接头。
35.经测试,本实施例得到的钎焊接头的三点弯曲强度为63mpa。
36.对所述钎焊接头进行低倍扫描电镜检测,其扫描电镜图见图2,可以看出,钎焊接头界面连接良好。
37.对所述钎焊接头进行高倍扫描电镜检测,其扫描电镜图见图3,可以看出,ag
‑
cu
‑
ti钎料与碳化硼复合陶瓷在连接界面处反应,生成了碳化物和硼化物,形成了强的界面结合。
38.实施例2
39.本实施例同实施例1,区别仅在于步骤4,钎焊时的钎焊温度为810℃。
40.经测试,本实施例得到的钎焊接头的三点弯曲强度为69mpa。
41.实施例3
42.本实施例同实施例1,区别仅在于步骤4,钎焊时的钎焊温度为830℃。
43.经测试,本实施例得到的钎焊接头的三点弯曲强度为74mpa。
44.实施例4
45.本实施例同实施例1,区别仅在于步骤4,钎焊时的钎焊温度为850℃。
46.经测试,本实施例得到的钎焊接头的三点弯曲强度可达68mpa。
47.实施例5
48.本实施例同实施例3,区别仅在于,铜箔的尺寸为8mm
×
8mm
×
0.5mm。
49.经测试,本实施例得到的钎焊接头的三点弯曲强度为62mpa。
50.实施例6
51.本实施例同实施例3,区别仅在于步骤4,钎焊时的保温时间为5min。
52.经测试,本实施例得到的钎焊接头的三点弯曲强度为65mpa。
53.实施例7
54.本实施例同实施例3,区别仅在于,铜箔的尺寸为8mm
×
8mm
×
1mm。
55.经测试,本实施例得到的钎焊接头的三点弯曲强度为63mpa。
56.对比例1
57.以ag
‑
cu
‑
ti钎料箔片作为中间层对碳化硼复合陶瓷和钛合金进行钎焊连接,所述ag
‑
cu
‑
ti钎料箔片中ag、cu、ti的质量分数分别为68.8%、26.7%、4.5%,尺寸为8mm
×
8mm
×
0.07mm。具体钎焊工艺包括如下步骤:
58.1)将碳化硼复合陶瓷、钛合金和ag
‑
cu
‑
ti钎料的待焊接表面用sic砂纸打磨光亮,表面粗糙度ra≤5μm;
59.2)将碳化硼复合陶瓷、钛合金和ag
‑
cu
‑
ti钎料依次放入乙醇中进行超声清洗15min,吹干备用;
60.3)在碳化硼复合陶瓷的待焊接表面依次放置ag
‑
cu
‑
ti钎料和钛合金,装配成待钎焊工件,然后将该待钎焊工件置于石墨模具中;
61.4)将装有待焊工件的石墨模具放入真空炉中进行钎焊连接,真空度为4
×
10
‑
2pa,钎焊温度为830℃,压强为0.02mpa,保温时间为10min,升温速率为10℃/min,降温速率为5℃/min至300℃,随后炉冷至室温,得到碳化硼复合陶瓷与钛合金钎焊接头。
62.经测试,本对比例得到的钎焊接头的三点弯曲强度为23mpa。
63.对比例2
64.一种复合中间层,由上层钎料层、中间金属层和下层钎料层组成;所述上层及下层钎料层均采用ag
‑
cu
‑
ti钎料,中间金属层的材料为铌。该对比例所述的复合中间层以“ag
‑
cu
‑
ti/nb/ag
‑
cu
‑
ti”表示。
65.其中,ag
‑
cu
‑
ti钎料为钎料箔片,ag
‑
cu
‑
ti钎料箔片中ag、cu、ti的质量分数分别为68.8%、26.7%、4.5%,尺寸为8mm
×
8mm
×
0.07mm;铌为铌箔,铌的纯度为99.95%,尺寸为8mm
×
8mm
×
0.2mm。
66.一种利用上述复合中间层钎焊碳化硼复合陶瓷与钛合金的方法,除了将复合中间层中由“ag
‑
cu
‑
ti/cu/ag
‑
cu
‑
ti”替换为“ag
‑
cu
‑
ti/nb/ag
‑
cu
‑
ti”,各步骤中的“铜”替换为“铌”,其他同实施例3。
67.经测试,本对比例得到的钎焊接头的三点弯曲强度为28mpa。
68.对比例3
69.一种复合中间层,从上到下由第一钎料层、铜、第二钎料层、铌、第三钎料层组成;所述第一、第二、第三钎料层均采用ag
‑
cu
‑
ti钎料。该对比例所述的复合中间层以“ag
‑
cu
‑
ti/nb/ag
‑
cu
‑
ti/cu/ag
‑
cu
‑
ti”表示。
70.其中,ag
‑
cu
‑
ti钎料为钎料箔片,ag
‑
cu
‑
ti钎料中ag、cu、ti的质量分数分别为68.8%、26.7%、4.5%,尺寸为8mm
×
8mm
×
0.07mm;铜为铜箔,铜的纯度为99.95%,尺寸为8mm
×
8mm
×
0.8mm;铌为铌箔,铌的纯度为99.95%,尺寸为8mm
×
8mm
×
0.2mm。
71.一种利用上述复合中间层钎焊碳化硼复合陶瓷与钛合金的方法,具体包括如下步骤:
72.1)将碳化硼基复合陶瓷、钛合金、ag
‑
cu
‑
ti钎料、铜和铌的待焊接表面用sic砂纸打磨光亮,使得所述材料的表面粗糙度ra≤5μm;
73.2)将碳化硼基复合陶瓷、钛合金、ag
‑
cu
‑
ti钎料、铜和铌依次放入乙醇中进行超声清洗15min,吹干备用;
74.3)碳化硼复合陶瓷的待焊接表面依次放置ag
‑
cu
‑
ti/nb/ag
‑
cu
‑
ti/cu/ag
‑
cu
‑
ti和钛合金,装配成待钎焊工件,然后将该待钎焊工件置于石墨模具中;
75.4)将装有待钎焊工件的石墨模具放入真空炉中进行钎焊连接,真空度为4
×
10
‑2pa,钎焊温度为830℃,压强为0.02mpa,保温时间为10min,升温速率为10℃/min,降温速率为5℃/min至300℃,随后炉冷至室温,得到碳化硼复合陶瓷与钛合金钎焊接头。
76.经测试,本对比例得到的钎焊连接接头的三点弯曲强度为40mpa。
77.本发明上述实施例和对比例制备得到的碳化硼复合陶瓷与钛合金钎焊接头的三点弯曲强度测试结果如下表1所示:
78.表1、钎焊接头的弯曲强度测试结果
[0079][0080]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

