1.本发明涉及高炉异常判定装置、高炉异常判定方法以及高炉操作方法。
背景技术:
2.在最近的高炉的低焦炭比操作下,重要的是准确地更早地掌握/推断高炉的炉况状态、特别是炉内的通气状态及其变化,始终良好地维持炉况状态。以往,作为表示炉内的通气状态的通气指标,使用根据炉顶压力与送风压力的差值等所计算的通气阻力等。然后,针对各通气指标设定各自的判断通气恶化的阈值,在通气指标超过阈值的情况下做出通气恶化的异常判定。另外,专利文献1记载有使用主成分分析这样的统计手法,以炉身压力为输入来计算异常指标并进行异常判定的方法。在专利文献1记载的方法中,在计算异常指标时,取基于稳定极限的数据计算出的q统计量与基于异常检测对象的操作数据计算出的q统计量的比,进行异常指标化,对该异常指标设定阈值并进行异常判定。此外,检测要用于操作异常判定的传感器本身的异常也是重要的。通常,在检测传感器本身的异常时,对传感器的输出值设定上下限值并进行异常判定。另外,在专利文献2的方法中,针对设置在高炉炉体周围的各传感器,使用周边的传感器的输出值进行传感器的异常判定。
3.专利文献1:日本特开2017
‑
128805号公报
4.专利文献2:日本特开2017
‑
190482号公报
5.非专利文献1:加纳学等,基于过程化学计量学的统计学过程管理,系统/控制/信息,2004,vol.48,no.5,p.165
‑
170
6.然而,在专利文献1中记载的方法中,除了操作状态是实际异常的情形以外,即使是检测操作数据的传感器有异常的情形,异常指标也变大,尽管实际上不是操作状态的异常,但存在判定为操作状态的异常的情况。即,仅使用统计学的异常指标的手法不能够区别操作状态的异常和传感器的异常,对于高炉的异常检测这样的目的而言性能不足。另外,在以往的传感器的异常判定方法中,对各传感器的输出值设定阈值,仅观察传感器单体的异常行为来进行异常判定。因此,将传感器视为正常的输出值的范围被设定得范围大,作为结果,只能够在传感器的异常程度变大后的阶段检测出异常,导致异常检测延迟。特别是在高炉使用的炉身压力传感器,对管理通气等而言是重要的传感器,但由于高炉粉尘等的堵塞等原因而变导致异常的情况较多,因此要求早期的异常检测。另外,对于传感器的输出值从正常值急剧地变化为较大的值而变为异常的情况而言,能够设定阈值判定异常,但对于从正常值缓缓地偏离这样的异常而言,难以通过阈值进行检测。并且,专利文献2中记载的方法是基于设置于判定对象的传感器的附近的传感器的输出值的平均值、方差值进行异常判定,但没有考虑正常时出现的传感器组的输出值的同步性,而考虑多个传感器组的输出值的非同步性,由此存在能够早期检测的异常的检测变得延迟的风险。
技术实现要素:
7.本发明是鉴于上述课题而完成的,其目的在于提供能够区别操作的异常状态和传
感器的异常状态而进行判定的高炉异常判定装置、高炉异常判定方法以及高炉操作方法。
8.本发明所涉及的高炉异常判定装置具备:异常指标计算机构,计算表示高炉的异常度的异常指标;通气指标计算机构,计算高炉的通气指标;以及判定机构,使用由上述异常指标计算机构计算出的异常指标和由上述通气指标计算机构计算出的通气指标来判定高炉的异常状态。
9.优选为,上述异常指标计算机构使用设置在高炉的炉体周围的炉身压力传感器组的输出值来计算上述异常指标。
10.优选为,上述异常指标基于主成分分析的q统计量。
11.优选为具备传感器异常确定机构,该传感器异常确定机构针对上述q统计量评价贡献率,在上述通气指标未超过规定的阈值,且上述q统计量超过规定的阈值的情况下,基于上述贡献率确定出变为异常的传感器。
12.优选为具备异常传感器去除机构,该异常传感器去除机构基于上述q统计量的计算去除由上述传感器异常确定机构确定为异常传感器的传感器的信号值,重新计算q统计量,由此继续进行异常判定。
13.优选为,上述通气指标利用以下所示的数式(1)进行计算,数式(1)中的参数x是以即使高炉内的气体产生量变化,高炉内的气体产生量和通气指标也能够用大致线形关系表达的方式被调整的数值。
14.[式1]
[0015][0016]
本发明所涉及的高炉异常判定方法包括:异常指标计算步骤,计算表示高炉的异常度的异常指标;通气指标计算步骤,计算高炉的通气指标;以及判定步骤,使用在上述异常指标计算步骤中计算出的异常指标和在上述通气指标计算步骤中计算出的通气指标来判定高炉的异常状态。
[0017]
本发明所涉及的高炉操作方法包括一边使用本发明所涉及的高炉异常判定装置来判定高炉的异常状态一边操作高炉的步骤。
[0018]
根据本发明所涉及的高炉异常判定装置、高炉异常判定方法以及高炉操作方法,能够区别操作的异常状态和传感器的异常状态而进行判定。
附图说明
[0019]
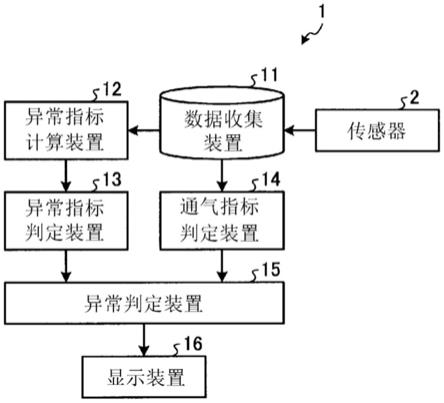
图1是表示作为本发明的第一实施方式的高炉异常判定装置的结构的框图。
[0020]
图2是表示炉身压力、通气指标以及q统计量的时间变化的一个例子的图。
[0021]
图3是表示作为本发明的第二实施方式的高炉传感器组的异常判定装置的结构的框图。
[0022]
图4是表示炉身压力的时间序列变化的一个例子的图。
[0023]
图5是表示贡献率的时间序列变化的一个例子的图。
具体实施方式
[0024]
以下,参照附图,对作为本发明的第一以及第二实施方式的高炉异常判定装置的结构及其动作详细地进行说明。
[0025]
〔第一实施方式〕
[0026]
图1是表示作为本发明的第一实施方式的高炉异常判定装置的结构的框图。如图1所示,作为本发明的第一实施方式的高炉异常判定装置1是判定高炉的操作以及在高炉使用的传感器2的异常的装置,作为主要的构成要素而具备有数据收集装置11、异常指标计算装置12、异常指标判定装置13、通气指标判定装置14、异常判定装置15以及显示装置16。
[0027]
数据收集装置11收集、保存传感器2的输出值。作为被收集输出值的传感器2,能够例示炉身压力传感器组。炉身压力传感器组设置于高炉的炉体周围的高度方向上及圆周方向上的多个部位。
[0028]
异常指标计算装置12使用存储在数据收集装置11内的传感器2的输出值来计算高炉的异常指标。异常指标的计算手法并无限定,只要是将多个输入数据一元化成为异常指标的方法即可。即,例如可以是专利文献1所记载的那样的q统计量的手法,也可以是基于独立成分分析的单一指标化、使用了机器学习的手法的单一指标化。另外,例如也可以加入将根据判定对象的数据计算出的指标除以根据作为稳定极限值的操作数据组计算出的指标,作为异常指标、即加入以稳定极限计算成为1的异常指标的标准化处理。
[0029]
异常指标判定装置13通过判定由异常指标计算装置12计算出的异常指标是否超过基于稳定极限数据预先决定的规定的阈值,而判定高炉有无异常。例如在加入了以稳定极限计算成为1的异常指标的标准化处理的情况下,规定的阈值设定为1即可。
[0030]
通气指标判定装置14使用存储在数据收集装置11内的传感器2的输出值来计算高炉的通气指标,并通过判定计算出的通气指标是否超过规定的阈值,而判定高炉的通气状态有无异常。通气指标例如能够使用以下的数式(1)所示的通气指标。此外,在数式(1)中,炉压力值a是设置在高炉内的压力计a的输出值,炉压力值b是设置得比高炉内的压力计a靠气体流动方向下游侧(高炉的上部侧)的压力计b的输出值。另外,x是数值,且是以即使高炉内气体产生量变化,高炉内气体产生量和通气指标也尽可能能够用线形关系表达的方式进行调整的参数。另外,规定的阈值优选为采用比在通常操作中使用的通气指标的异常判定的阈值稍低的值。由此,在通气指标稍微呈恶化趋势,且异常指标为异常时,能够判定高炉为异常,能够比以往的仅通气指标的判定更早地检测出高炉的异常。
[0031]
[式2]
[0032][0033]
异常判定装置15基于异常指标判定装置13以及通气指标判定装置14的异常判定结果,进行最终且综合性的高炉的异常判定。
[0034]
显示装置16显示输出异常判定装置15的判定结果。特别是,在异常指标以及通气指标一起超过阈值而被判定为异常的情况下,显示装置16通过显示输出该要点而向操作人员通知异常,催促操作人员进行安全检查等应对。
[0035]
另一方面,在通气指标被判定为正常,而异常指标被判定为异常的情况下,有可能
在传感器2产生了异常,因此显示装置16向操作人员通知“传感器异常”,催促进行传感器2的检查。此外,对于通气指标,与本发明无关而单独地另外设定阈值,因此在仅通气指标超过阈值的情况下,通过现有装置向操作人员通知异常状态。
[0036]
根据以上的说明清楚可知,作为本发明的第一实施方式的高炉异常判定装置1计算表示高炉的异常度的异常指标,使用计算高炉的通气指标的通气指标计算机构、异常指标和通气指标来判定高炉的异常状态,因此能够区别操作的异常状态和传感器的异常状态进行判定。另外,由此,能够减少由传感器异常导致的操作异常状态的误检测。并且,通过与观察通气阻力同时地观察异常指标,而提高高炉为异常状态的判定的准确度。另外,通过这些,能够适当且早期地实施异常状态中的减风等处理,防止由异常导致的故障,由此能够避免大幅减产。
[0037]
[实施例]
[0038]
在本实施例中,作为异常指标而计算出q统计量。由于q统计量的计算本身是基于主成分分析的,是一般的计算,因此这里不特别提示(参照非专利文献1)。在本实施例中使用(输入)的多个数据是高炉的炉身压力传感器组的输出值。首先,以符合高炉工序的形式,对q统计量以及作为其基础的主成分分析进行说明。主成分分析是指对同步的多个(多维)数据组,尽可能减小原始的数据组所具有的信息量的损失,向较好地反映出原始的数据组所具有的特征的少数变量进行置换(低维化)的数学处理。这表示若是高炉的炉身压力数据的情况,则对一座高炉设置有约30处炉身压力计,但如果假设对其应用主成分分析而置换为良好地反映30处数据组的特征的数个变量(主成分值),则不观察这些30处数据组全部,而监视通过主成分分析生成的少数变量,由此能够更简便地推断炉内的状态。
[0039]
在高炉的炉身压力数据中,在主成分分析中的方差最大的第一主成分值,出现高炉稳定操作时的各炉身压力同步的变动的成分。另一方面,在主成分分析的第二主成分及以后会出现同步成分以外的成分,因此在本实施例中使用这些成分判定高炉的异常。即,这里,作为主成分仅考虑第一主成分而计算出q统计量。在图2的(a)中示出用于q统计量的计算的炉身压力的时间序列数据,在图2的(c)中示出计算出的q统计量。如图2所示的时间t=t1~t2的区间那样,在正常时已同步的炉身压力变动时q统计量较小。与此相对,在图2所示的时间t=t3的定时,仅1个炉身压力传感器的输出值不与其他炉身压力传感器的输出值同步,出现较大的变动。因此,q统计量变大,超过用粗线表示的阈值,在q统计量单独的异常判定中,会判断为高炉的异常。在该情形中,由于炉身压力传感器暂时地稍微堵塞,因此是传感器异常的状态,而不是操作状态的异常。在该时间t=t3的定时,图2的(b)所示的通气指标未超过阈值,若在通气指标和q统计量一起超过阈值的情况下才判定为异常,则不被判定为异常。这样,在该情形中,通过同时借鉴q统计量和通气指标能够避免在单纯的传感器异常时判定为操作异常的情况。接下来,在图2所示的时间t=t4的定时,多个炉身压力传感器的输出值的差别变大,伴随与此,q统计量上升,超过了阈值。另外,同时,通气指标也超过阈值,q统计量以及通气指标成为一起超过阈值,进行高炉的操作状态为异常的判断,通过显示装置16向操作人员传达。
[0040]
〔第二实施方式〕
[0041]
图3是表示作为本发明的第二实施方式的高炉传感器组的异常判定装置的结构的框图。如图3所示,作为本发明的第二实施方式的高炉传感器组的异常判定装置20是判定在
高炉操作中使用的传感器组3的异常的装置,作为主要的构成要素而具备有数据收集装置21、异常指标计算装置22、异常判定装置23以及显示装置24。
[0042]
数据收集装置21收集、保存传感器组3的输出值。作为收集输出值的传感器组,能够例示炉身压力传感器组。炉身压力传感器组设置于高炉的炉体周围的高度方向上及圆周方向上的多个部位。
[0043]
异常指标计算装置22通过对存储在数据收集装置21内的传感器组3的输出值执行主成分分析(principal component analysis:pca),而以传感器为单位计算异常指标。具体而言,异常指标计算装置22通过使用作为mspc(multivariate statistical process control:多变量统计过程控制)手法的一个指标的q统计量,以传感器为单位计算异常指标。此外,q统计量的计算方法本身如非专利文献1所示那样,是公知的手法,因此不详述,但q统计量能够通过以下所示的数式(2)进行计算。此外,数式(2)中,n表示传感器的总数。
[0044]
[式3]
[0045][0046]
这里,x:各输入变量、pca模型上的推断值
[0047]
q统计量是表示从pca模型生成数据所具有的变量间的相关性的偏离程度的指标,通过监视该指标能够检测各输入变量的异常。q统计量的各要素表示各传感器的输出值对q统计量的贡献率,根据各输入变量(各传感器的输出值)与各输入变量的推断值的差(贡献率)能够求出检测到的异常由哪个传感器的输出值影响。具体而言,贡献率能够通过以下所示的数式(3)进行计算。在进行传感器的异常判定时,使用该已被数值化的贡献率来进行。另外,通过进行传感器的输出值的标准化(平均值0,方差1),也能够使各传感器的异常判定阈值共通化(成为相同的值)。这样通过对各传感器的贡献率决定已预先决定的异常判定用的阈值,能够提示作为异常的候补的传感器
[0048]
[式4]
[0049][0050]
此外,主成分分析是指对同步的多个(多维)数据组,尽可能减小原始的数据组所具有的信息量的损失,并向良好地反映出原始的数据组所具有的特征的少数变量进行置换(低维化)的数学的处理。这表示若是高炉的炉身压力数据的情况,则对一座高炉设置有约30处炉身压力传感器,但如果假设对其应用主成分分析而置换为良好地反映30处数据组的特征的数个变量(主成分值),则不观察这些30处数据组全部,而监视通过主成分分析生成的少数变量,由此能够更简便地推断炉内的状态。此外,同步是指相对于工序中的时间推移或者操作动作,在操作上的变量行为具有协调性。
[0051]
在高炉的炉身压力数据中,在主成分分析中的方差最大的第一主成分值,出现高炉稳定操作时的各炉身压力同步的变动的成分。与此相对,在除主成分分析的第一主成分值以外,出现非同步的变动以外的变动。在存在非同步度与其他传感器相比较大的传感器的情况下,能够将该传感器视为异常。在本次的例示中,使主成分仅考虑第一主成分,计算上述的各输入变量与各输入变量的第一主成分的推断值的差作为q统计量,将该各要素的绝对值(贡献率)作为非同步度进行异常判定。
[0052]
异常判定装置23基于由异常指标计算装置22计算出的异常指标进行传感器的异常判定。具体而言,异常判定装置23通过比较由异常指标计算装置22计算出的各传感器的计测值对q统计量的贡献率与规定的阈值的大小关系,进行各传感器的异常判定。规定的阈值优选为根据过去的传感器的输出值的异常的情形进行决定。
[0053]
显示装置24显示输出异常判定装置23的判定结果。在检测到传感器的异常的情况下,通过在显示装置24显示输出传感器的异常判定结果,能够联络操作人员,催促进行传感器检查等应对。
[0054]
根据以上的说明清楚可知,作为本发明的第二实施方式的高炉传感器组的异常判定装置20对传感器组3的输出值进行主成分分析,计算q统计量和贡献率,比较计算出的数据与规定的阈值的大小关系,由此判定传感器组3的异常,因此对基于传感器组3的输出值的阈值难以检测出来的异常,也能够早期地检测出来,基于此,维护负责人能够进行检查/修理。另外,通过早期地完成传感器的修理,能够判定使用有多个传感器的状态下的操作的异常状态,进一步提高异常判定的准确度。
[0055]
这里,作为第一以及第二实施方式的使用方法,首先,通过第一实施方式来检测异常的传感器,将被判定为异常的传感器从q统计量的计算去除,通过第二实施方式再次计算q统计量。接着,同时考虑该再次计算出的q统计量和通气指标,也能够进行高炉的异常状态的判定。由此,能够消除可能异常的传感器,基于其他传感器值接着继续基于q统计量与通气指标的异常判定,且提高异常判定的精度。该处理能够进一步对已被检测为异常的传感器重复实施。另外,对于已被判定为传感器异常的传感器而言,能够向维护负责人提示,进行检查、恢复。
[0056]
[实施例]
[0057]
在本实施例中,首先,以炉身压力传感器组的数据为单位进行标准化处理(平均值0,方差1)。在进行标准化时,使用正常操作以及传感器正常时的时间序列数据。接下来,对标准化后的数据,计算q统计量,求出各输入变量与各输入变量的推断值的差(贡献率)。接下来,对贡献率,根据阈值进行异常判定。在图2中示出用于计算的炉身压力。图4所示的例子是一个传感器的输出值从其他传感器的输出值的变动缓慢地分离然后返回的例子。在图5中示出同时间段的各输入变量与各输入变量的第一主成分的推断值的差(贡献率)。如图5所示,呈现异常行为的传感器的贡献率变大。此外,如图5所示,贡献率视为0为最小,随着其绝对值变大而贡献率变大。对该贡献率,设定阈值进行异常判定。在本次的情形中,如图3所示,将
±
10设为异常判定的阈值,将超过 10的情况以及低于
‑
10的情况设为异常。该异常判定的阈值基于使用了实际发生了传感器异常的数据的本手法的计算结果进行决定。通过使用该阈值,能够在本次使用的数据中,从中途判定为1个传感器异常。
[0058]
工业上的可利用性
[0059]
根据本发明,能够提供能够区别操作的异常状态和传感器的异常状态进行判定的高炉异常判定装置、高炉异常判定方法以及高炉操作方法。
[0060]
附图标记说明
[0061]
1...高炉异常判定装置;2...传感器;3...传感器组;11、21...数据收集装置;12、22...异常指标计算装置;13...异常指标判定装置;14...通气指标判定装置;15、23...异常判定装置;16、24...显示装置;20...高炉传感器组的异常判定装置
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。