1.本发明涉及冷链运输技术领域,具体为一种太阳能冷藏食品运输装置及其运输方法。
背景技术:
2.我国每年食品加工完成后因保鲜不当造成的损失超过700亿元人民币,占食品生产总值的20%,如何提升食品冷藏的成功率以及保证在运输过程中食品的质量成为冷链运输中亟需解决的问题。
3.现有的冷藏食品运输装置在使用时往往存在如下技术缺陷:其一、受冷藏食品的特殊环境限制,冷冻货物运输出库后需人工对货物进行填装,效率低下不宜推广;其二、冷冻食品因长期置于低温环境下包装盒材料受温度影响易脆易碎,加上运输过程中装卸、无序堆放,加剧了盒体的损坏。
技术实现要素:
4.针对背景技术中提出的现有冷藏食品运输装置在使用过程中存在的不足,本发明提供了一种太阳能冷藏食品运输装置及其运输方法,具备自动填装、有序装卸的优点,解决了上述背景技术中提出的技术问题。
5.本发明提供如下技术方案:一种太阳能冷藏食品运输装置,包括箱体,所述箱体的顶端固定连接有太阳能电池板,所述箱体的左侧设有传动轮,所述传动轮的外侧套接有传动带,所述太阳能电池板的下端且位于箱体内部的右侧设有转盘,所述转盘的左侧固定连接有第一连杆,所述第一连杆的另一端转动连接有滑杆,所述滑杆的底端转动连接有第二连杆,所述第二连杆的另一端转动连接有限位块,所述滑杆的中端右侧通过支撑杆铰接有滑块,所述滑块的外侧滑动连接有套筒,所述滑块的右侧固定连接有第一弹簧,所述第一弹簧的右端固定连接有压电块,所述套筒的底端固定连接有触碰开关,所述滑杆的背部滑动连接有滑轨,所述限位块的底端设有隔板,所述隔板的下端滑动连接有储藏箱,所述储藏箱的背部设有递送箱。
6.优选的,所述储藏箱的底端侧壁开设有通道,所述通道的内部且位于储藏箱的箱体上转动连接有转轴,所述转轴的左侧固定连接有限位板,所述限位板的右侧顶端固定连接有连轴,所述连轴的上端转动连接有第三连杆,所述第三连杆的另一端转动连接在上端相邻的连轴上,所述储藏箱的内侧壁顶端固定连接有第三弹簧,所述第三弹簧的另一端固定连接有第一电磁铁。
7.优选的,所述递送箱的底端内壁固定连接有第二弹簧,所述第二弹簧的顶端固定连接有载物台。
8.优选的,所述隔板的底面侧壁转动连接有滚轮,所述隔板的左右两端底面均固定连接有第二电磁铁。
9.优选的,所述通道的长度值自下而上依次递增。
10.优选的,所述隔板的长度值小于储藏箱的内壁的长度值。
11.一种太阳能冷藏食品运输装置的运输方法,包括如下步骤:
12.一、货物递送,货物通过传动轮经传动带输送至箱体内部,通过限位块的往复锤捻,使得货物均匀平铺在隔板上端表面。
13.二、自动填装,当第一层隔板上的货物填装完成后,通过触碰开关控制第一电磁铁的工作状态,使得填装完成的隔板运输至储藏箱的底部,随之进行下一轮填装。
14.三、隔板递送,当第一层隔板上的货物填装完成后,通过压电块控制第二电磁铁的工作状态,使得下一层隔板经过递送箱输送至载货平台,最终全过程实现自动化填装货物的效果。
15.本发明具备以下有益效果:
16.1、本发明通过传送机构将冷藏食品经传送带输送入装置内部,通过在隔板上滑动实现装料,同时通过转盘、滑杆、滑块、压电块之间的配合设置实现将每层隔板上的货物填装完成后继续输送下一隔板进行持续添料,达到将冷藏食品自动填装的效果,解决了现有技术人工填装货物造成的运输效率低下的问题。
17.2、本发明通过通道侧壁设置的多个限位杆实现将隔板分离并相互受限,同时通过连轴、磁铁、第三连杆之间的配合设置实现将第一隔板输送到储藏箱的底部后切换上端相邻的限位板使其下一隔板进入储藏箱底端并继续接收货物的效果,解决了现有技术因物料装卸过程中无序堆放造成的盒体受损的问题。
附图说明
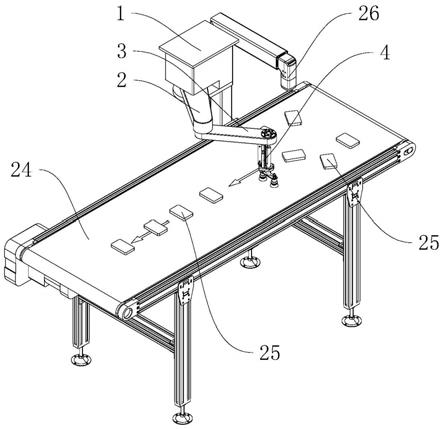
18.图1为本发明结构示意图;
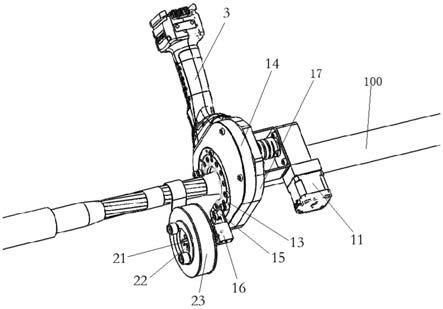
19.图2为本发明储藏箱的结构示意图;
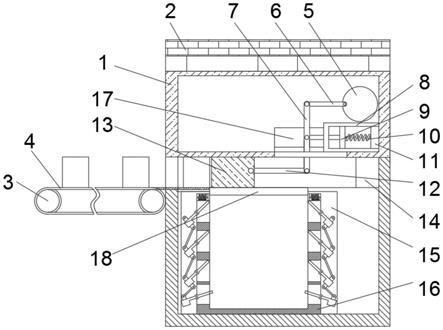
20.图3为本发明递送箱的结构示意图。
21.图中:1、箱体;2、太阳能电池板;3、传动轮;4、传动带;5、转盘;6、第一连杆;7、滑杆;8、套筒;9、滑块;10、第一弹簧;11、压电块;12、第二连杆;13、限位块;14、触碰开关;15、递送箱;151、第二弹簧;152、载物台;16、储藏箱;161、通道;162、转轴;163、限位板;164、第三连杆;165、连轴;166、第一电磁铁;167、第三弹簧;17、滑轨;18、隔板;181、第二电磁铁;182、滚轮。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.请参阅图1
‑
3,一种太阳能冷藏食品运输装置,包括箱体1,箱体1的顶端固定连接有太阳能电池板2,箱体1的左侧设有传动轮3,传动轮3的外侧套接有传动带4,太阳能电池板2的下端且位于箱体1内部的右侧设有转盘5,转盘5的左侧固定连接有第一连杆6,第一连杆6的另一端转动连接有滑杆7,滑杆7的底端转动连接有第二连杆12,第二连杆12的另一端转动连接有限位块13,滑杆7的中端右侧通过支撑杆铰接有滑块9,滑块9的外侧滑动连接有
套筒8,滑块9的右侧固定连接有第一弹簧10,第一弹簧10的右端固定连接有压电块11,套筒8的底端固定连接有触碰开关14,滑杆7的背部滑动连接有滑轨17,限位块13的底端设有隔板18,隔板18的下端滑动连接有储藏箱16,储藏箱16的背部设有递送箱15。开启传动轮3使得传动带4开始工作并将货物输送至箱体1内部,太阳能电池板2收集到的太阳能转换为电能输送至装置内部并供能使得转盘5转动,转盘5的转动带动第一连杆6摆动并与滑杆7以及第二连杆12构成曲柄滑块机构进而达到限位块13沿着水平方向往复滑动的效果,且随着转动的进行限位块13始终与左侧进递送机构传动带4表面输送的货物接触,随着货物的持续输入,限位块13往右侧滑动,此时滑杆7逐渐沿逆时针方向旋转,且在背部的滑轨17上沿着右侧滑动,进而使得滑块9同步右移挤压第一弹簧10,随着第一弹簧10压缩量渐增,其弹力大小也随之增大,进一步地挤压右侧的压电块11,使得压电块11产生的电量逐渐增加,产生的电流作用在第二电磁铁181,产生的磁力吸附下一隔板18,使得堆加放置在顶端的隔板18与下一隔板18相互吸附,不会发生相对滑动,当限位块13右移至与触碰开关14相接触时,则表示此刻第一隔板18的上端表面货物堆积完成,触碰开关14控制第一电磁铁166的磁性,使得第一电磁铁166产生的同极磁力使得第三弹簧167压缩,进而使得隔板18沿着储藏箱16的内侧壁缓慢落下。储藏箱16的底端侧壁开设有通道161,通道161的内部且位于储藏箱16的箱体上转动连接有转轴162,转轴162的左侧固定连接有限位板163,限位板163的右侧顶端固定连接有连轴165,连轴165的上端转动连接有第三连杆164,第三连杆164的另一端转动连接在上端相邻的连轴165上,储藏箱16的内侧壁顶端固定连接有第三弹簧167,第三弹簧167的另一端固定连接有第一电磁铁166。当运行到底端时,与限位板163接触,在压力作用下限位板163沿转轴162逆时针翻转,此时第三连杆164拉动上端相邻的连轴165使得相邻的限位板163沿逆时针方向轻微摆动至最低端限位板163初始状态;进行下一次隔板运输预备。递送箱15的底端内壁固定连接有第二弹簧151,第二弹簧151的顶端固定连接有载物台152。受挤压的第二弹簧151由于载物台152上端受力减小推动载物台152上移,使得下端相邻的隔板18运行至顶端,进行下一次隔板运输预备。隔板18的底面侧壁转动连接有滚轮18,隔板18的左右两端底面均固定连接有第二电磁铁181。当开始下落的瞬间,在第一弹簧10的弹力作用下限位块13又恢复至初始状态,此时压电块11原先受压力一端此时不受压力,即第二电磁铁181的电流断开,原先的磁力吸附消失,在隔板18的重力下滑分力的作用下,隔板18沿递送箱顶端的开口滑出至储藏箱16的上端。通道161的长度值自下而上依次递增。当最低端的限位板163运行到底部时,上端三个限位板的翻转角度存在差异,固此时通道的长度设置因为自下而上递增,以保证每次隔板18运行至限位板163时都能使上端相邻的限位板左侧转动至储藏箱16内部。隔板18的长度值小于储藏箱16的内壁的长度值,使得隔板18可沿着储藏箱16内壁落下。
24.一种太阳能冷藏食品运输装置的运输方法,包括如下步骤:
25.一、货物递送,货物通过传动轮3经传动带4输送至箱体1内部,通过限位块13的往复锤捻,使得货物均匀平铺在隔板18上端表面。
26.二、自动填装,当第一层隔板18上的货物填装完成后,通过触碰开关14控制第一电磁铁166的工作状态,使得填装完成的隔板18运输至储藏箱16的底部,随之进行下一轮填装。
27.三、隔板递送,当第一层隔板18上的货物填装完成后,通过压电块11控制第二电磁
铁181的工作状态,使得下一层隔板18经过递送箱15输送至载货平台,最终全过程实现自动化填装货物的效果。
28.本发明的使用方法(工作原理)如下:
29.工作时首先开启传动轮3使得传动带4开始工作并将货物输送至箱体1内部,太阳能电池板2收集到的太阳能转换为电能输送至装置内部并供能使得转盘5转动,转盘5的转动带动第一连杆6摆动并与滑杆7以及第二连杆12构成曲柄滑块机构进而达到限位块13沿着水平方向往复滑动的效果,且随着转动的进行,限位块13始终与左侧进递送机构传动带4表面输送的货物接触,随着货物的持续输入,限位块13往右侧滑动,此时滑杆7逐渐沿逆时针方向旋转,且在背部的滑轨17上沿着右侧滑动,进而使得滑块9同步右移挤压第一弹簧10,随着第一弹簧10压缩量渐增,其弹力大小也随之增大,进一步地挤压右侧的压电块11,使得压电块11产生的电量逐渐增加,产生的电流作用在第二电磁铁181,产生的磁力吸附下一隔板18,使得堆加放置在顶端的隔板18与下一隔板18相互吸附,不会发生相对滑动,当限位块13右移至与触碰开关14相接触时,则表示此刻第一隔板18的上端表面货物堆积完成,触碰开关14控制第一电磁铁166的磁性,使得第一电磁铁166产生的同极磁力使得第三弹簧167压缩,进而使得隔板18沿着储藏箱16的内侧壁缓慢落下,当开始下落的瞬间,在第一弹簧10的弹力作用下限位块13又恢复至初始状态,此时压电块11原先受压力一端此时不受压力,即第二电磁铁181的电流断开,原先的磁力吸附消失,在隔板18的重力下滑分力的作用下,隔板18沿递送箱顶端的开口滑出至储藏箱16的上端,此时受挤压的第二弹簧151由于载物台152上端受力减小推动载物台152上移,使得下端相邻的隔板18运行至顶端,进行下一次隔板运输预备;由于触碰开关此时也断开连接,固原先的第一电磁铁166产生的斥力也随之消失,第三弹簧167又恢复至初始伸长状态挤压第一电磁铁166,使其挤压隔板18的左右两端侧壁达到夹持限位的效果;当运行到底端时,与限位板163接触,在压力作用下限位板163沿转轴162逆时针翻转,此时第三连杆164拉动上端相邻的连轴165使得相邻的限位板163沿逆时针方向轻微摆动至最低端限位板163初始状态;进行下一次隔板运输预备,随着传动带连续不断的输送货物,限位块13在转盘5的驱动下又继续发生上述滑动,进行下一隔板18表面的货物填装,具体填装步骤重复上述操作。
30.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
31.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。