1.本发明属于建筑领域,具体涉及一种桁架扣件送料机。
背景技术:
2.现有的桁架楼承板在生产时,需要先焊接桁架,再将桁架焊接在底板上,最后浇筑水泥成型。授权公告号cn 212742888 u的中国实用新型专利,公开了一种桁架结构,包括两相接的底板,底板上均设置有至少一个桁架单元,桁架单元底部设置有若干等距排列且与底板螺钉固定的固定单元,相邻桁架单元底部的固定单元交错排列,固定单元包括固定件以及固定在固定件两端的固定座,桁架单元底部还设置有若干连接单元,每相邻两个固定单元之间设置有一连接单元,相邻两个桁架单元之间的连接单元交错排列。连接单元包括连接件以及固定在连接件两端的固定座,连接件一端设置有一体成型的延长件,延长件一端固定有连接座。每一连接单元设置有延长件一端朝向底板相接处,连接座覆盖在底板相接处且分别与两底板固定。该桁架结构方案中,包含了两种结构的桁架单元,一种为普通的桁架单元(短扣件),一种为设置有延长件的桁架单元(长扣件),每一列包括两个短扣件和一个长扣件。现有的用于桁架单元上料的装置只能同时适用于一种长度的桁架单元,因此在使用该桁架结构方案施工时,即便有传输设备,也需要人工配合上料,继而增加人力物力的消耗,亦使该加工过程更耗时。
技术实现要素:
3.本发明的目的在于克服上述现有技术中存在的不足,从而提供一种桁架扣件送料机。
4.本发明解决其技术问题所采用的技术方案是:一种桁架扣件送料机,包括工作台,其特征在于:还包括进料机构和转移机构,进料机构包括相邻设置的长扣件进料部件和短扣件进料部件,长扣件进料部件包括第一振动盘以及设置在工作台上且依次连接的第一平振组件、第一分料组件、第一推料组件、第一调头组件和合并组件,第一分料组件包括分料气缸、固定在分料气缸一端的分料轨道、设置在分料轨道与第一平振组件之间的气道,分料轨道在分料气缸的作用下可在气道一端横向移动,分料轨道侧面固定有可遮挡气道的挡块;第一推料组件包括推料轨道、若干设置在推料轨道上方的第一推料块,第一推料块可相对推料轨道横向和竖向移动;第一调头组件包括调头底座、设置在调头底座上且可旋转的调头轨道,调头轨道一端与推料轨道一端相接;合并组件包括合并气缸以及设置在合并气缸上且可横向移动的合并轨道;短扣件进料部件包括第二振动盘以及设置在工作台上且依次连接的第二平振组件、第二分料组件、存料组件,存料组件包括存料轨道;转移机构包括设置在存料组件的机械手轨道、设置在机械手轨道上且可沿着机械手轨道移动的轨道板以及若干设置在轨道板上且可沿着轨道板移动的抓料机械手,抓料机械手的运动轨迹位于存料轨道上方。
5.进一步的,第一平振组件包括平振底座、设置在平振底座上的震动结构以及设置
在震动结构上的第一平振轨道,第一平振轨道一端与第一振动盘相接,第一平振轨道另一端与气道一端相接。
6.进一步的,第一推料块的数量为三个,第一推料块排列成行且同时同向运动;第一推料块下部设有与长扣件配合的柱体。
7.进一步的,第一推料组件旁设置有第一检测组件,第一检测组件包括固定在推料轨道旁的检测支架、设置在检测支架上的检测驱动以及设置在检测支架上且位于推料轨道靠近调头轨道一端正上方的检测柱,检测柱可相对检测支架在垂直方向上移动;检测驱动分别与检测柱、调头轨道信号连接。
8.进一步的,调头轨道内嵌入有强磁铁。
9.进一步的,第二平振组件包括平振底座、设置在平振底座上的震动结构以及设置在震动结构上的第二平振轨道,第二平振轨道一端与第二振动盘相接。
10.进一步的,第二分料组件包括分料气缸、固定在分料气缸一端的分料轨道、设置在分料轨道与第二平振组件之间的气道,分料轨道在分料气缸的作用下可在气道一端横向移动,分料轨道侧面固定有可遮挡气道的挡块。
11.进一步的,抓料机械手的数量为三个;抓料机械手包括活动连接在轨道板上的机械手固定板以及设置在机械手固定板上的定位气缸、吸料气缸,定位气缸下部连接有定位杆,吸料气缸下部连接有位于定位杆之间的吸料磁铁。
12.进一步的,定位杆之间还设置有脱料挡板。
13.进一步的,工作台上设置有分别与长扣件进料部件和短扣件进料部件连接的控制中心。
14.本发明和现有技术相比,具有以下优点和效果:实现长扣件和短扣件的自动上料、调整朝向、合并后通过机械手完成转移以及一定间距的摆放,节省了人工摆放过程,提高该桁架结构的楼承板的生产效率。
附图说明
15.图1为本发明实施例的结构示意图。
16.图2为实施例另一视角的示意图。
17.图3为实施例中进料机构的结构示意图。
18.图4为实施例中长扣件进料部件的结构示意图。
19.图5为实施例中第一分料组件的结构示意图。
20.图6为实施例中第一推料组件的结构示意图。
21.图7为实施例中第一检测组件的结构示意图。
22.图8为实施例中第一调头组件的结构示意图。
23.图9为实施例中调头轨道部分的侧视图。
24.图10为实施例中合并组件的结构示意图。
25.图11为实施例中短扣件进料部件的结构示意图。
26.图12为实施例中第二分料组件的结构示意图。
27.图13为实施例中合并驱动及合并推块的示意图。
28.图14为实施例中转移机构的结构示意图。
29.图15为实施例中抓料机械手的结构示意图。
30.图16为实施例中存料轨道与合并轨道相接后的位置示意图。
31.图17为实施例中三扣件摆放位置示意图。
32.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。
具体实施方式
33.为了使本发明的上述目的、特征和优点能够更为明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。
34.实施例。
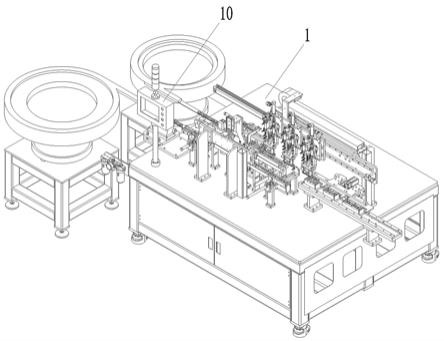
35.如图1
‑
图4所示,本实施例包括工作台1以及进料机构和转移机构。所设的进料机构包括相邻设置的长扣件进料部件11和短扣件进料部件12。长扣件进料部件11包括第一振动盘21以及设置在工作台1上且依次连接的第一平振组件、第一分料组件、第一推料组件、第一调头组件和合并组件。第一振动盘21用作放置待上料的长扣件,放置在第一振动盘21内的长扣件会随着震动从第一振动盘21内导出至后续的第一平振组件内。
36.如图1
‑
图4所示,第一平振组件包括平振底座23、设置在平振底座23上的震动结构24以及设置在震动结构24上的第一平振轨道25,第一平振轨道25一端与第一振动盘21相接,具体的,从第一振动盘21导出的长扣件进入第一平振轨道25,第一平振轨道25在震动结构24的作用下平振,从而在第一平振轨道25上向着前方移动直至进入第一分料组件。
37.如图1、图5所示,第一分料组件包括分料气缸26、固定在分料气缸26一端的分料轨道27、设置在分料轨道27与第一平振组件之间的气道28,分料轨道27在分料气缸26的作用下可在气道28一端横向移动,在正常状态下,该分料轨道27与气道28相接。所设的气道28下设置有用作推动长扣件的喷气装置,具体的,从第一平振轨道25上导出的长扣件进入气道28中,在气体的推动下向着前方移动,直至长扣件移动至分料轨道27中。分料轨道27侧面固定有可遮挡气道28的挡块29,具体的,当前一长扣件移动至分料轨道27中后,分料轨道27在分料气缸26的作用下横向移动,直至挡块29挡住气道28,此时后一长扣件被挡在气道28中,而该状态下分料轨道27另一端与第一推料组件相接。
38.如图1
‑
图4、图6所示,第一推料组件包括推料轨道31、若干设置在推料轨道31上方的第一推料块32,第一推料块32可相对推料轨道31横向和竖向移动,每一第一推料块32下部均设有与长扣件配合的柱体33,具体的,第一推料块32向下移动直至柱体33分别插入该长扣件底部两端的固定孔中形成相对限位,在该状态下第一推料块32向前移动从而带着长扣件在推料轨道31上向前移动,完成位移后第一推料块32上移后退直至回复到前一位置状态。本实施例中,第一推料块32的数量为三个,第一推料块32排列成行且同时同向运动,具体的,该组第一推料块32每一次均能够带着三个长扣件向前移动。该组第一推料块32的移动范围一端可在分料轨道27上方,即可带动分料轨道27上的长扣件移动至推料轨道31上。
39.如图1
‑
图4、图8
‑
图9所示,第一调头组件包括调头底座34、设置在调头底座34上且可旋转的调头轨道35,调头轨道35一端与推料轨道31一端相接。所设的第一调头组件用作调换长扣件(设置有延长件一端)的方向,即每一长扣件是有固定的朝向的,通过第一振动盘21导出的长扣件无法保证长扣件的方向,因此可通过调头轨道35的旋转来改变放置在推
料轨道31上的长扣件的朝向。此外,附图8中调头轨道35两端均设置有不可转动仅用于承载扣件的常规轨道,该些轨道在本实施例中不作描述。
40.如图1
‑
图4、图7所示,第一推料组件旁设置有第一检测组件,第一检测组件包括固定在推料轨道31旁的检测支架36、设置在检测支架36上的检测驱动37以及设置在检测支架36上且位于推料轨道31靠近调头轨道35一端正上方的检测柱38,检测柱38可相对检测支架36在垂直方向上移动。检测柱38正下方对应每一长扣件中部,当长扣件的朝向正确时,该长扣件中部的塑料件位置与检测柱38的正下方位置相错;当长扣件的朝向正确时,该长扣件中部的塑料件位于检测柱38的正下方,检测柱38下移时会触碰到该塑料件,从而发出相应的感应信号。检测驱动37分别与检测柱38、调头轨道35信号连接,当检测柱38发出感应信号后,感应信号经由检测驱动37输出至调头轨道35,调头轨道35旋转从而调换长扣件的朝向。本实施例中,该第一检测组件中检测柱38的设置位置可以根据需要进行选择,例如,该检测柱38可以位于调头轨道35正上方,当检测柱38发出感应信号后,调头轨道35立刻旋转从而调换位于调头轨道35上的长扣件的朝向;该检测柱38可以位于推料轨道31靠近调头轨道35一端的上方,当检测柱38发出感应信号后,第一推料块32进行一次移动动作使该长扣件移动至调头轨道35上,然后调头轨道35旋转,从而调换位于调头轨道35上的长扣件的朝向。
41.如图9所示,调头轨道35内嵌入有强磁铁39。所设的强磁铁39对放置在调头轨道35内的长扣件有一定的吸附作用,能够在调头轨道35转动时吸附住长扣件,防止长扣件在转动过程中出现位移、震动。
42.如图1
‑
图4、图10所示,合并组件包括合并气缸41以及设置在合并气缸41上且可横向移动的合并轨道42,该合并轨道42在正常状态下移动至调头轨道35一端,经由调头轨道35导出的长扣件会移动至合并轨道42上。
43.如图1
‑
图3、图11所示,短扣件进料部件12包括第二振动盘51以及设置在工作台1上且依次连接的第二平振组件、第二分料组件、存料组件。第二振动盘51用作放置待上料的短扣件,放置在第二振动盘51内的短扣件会随着震动从第二振动盘51内导出至后续的第二平振组件内。
44.如图1
‑
图3、图11所示,第二平振组件包括平振底座23、设置在平振底座23上的震动结构24以及设置在震动结构24上的第二平振轨道52,第二平振轨道52一端与第二振动盘51相接,具体的,从第二振动盘51导出的短扣件进入第二平振轨道52,第二平振轨道52在震动结构24的作用下平振,从而在第二平振轨道52上向着前方移动直至进入第二分料组件。
45.如图1
‑
图3、图11
‑
图12所示,第二分料组件包括分料气缸26、固定在分料气缸26一端的分料轨道27、设置在分料轨道27与第二平振组件之间的气道28,分料轨道27在分料气缸26的作用下可在气道28一端横向移动,在正常状态下,该分料轨道27与气道28相接。所设的气道28下设置有用作推动短扣件的喷气装置,具体的,从第二平振轨道52上导出的短扣件进入气道28中,在气体的推动下向着前方移动,直至短扣件移动至分料轨道27中。分料轨道27侧面固定有可遮挡气道28的挡块29,具体的,当前一短扣件移动至分料轨道27中后,分料轨道27在分料气缸26的作用下横向移动,直至挡块29挡住气道28,此时后一短扣件被挡在气道28中,而该状态下分料轨道27另一端与存料组件相接。
46.如图1
‑
图3、图11
‑
图13所示,存料组件包括存料轨道53,具体的,经由分料轨道27导出的短扣件会移动至存料轨道53上,该存料轨道53的长度应对两个短扣件。存料组件靠
近分料轨道27一端设置有一合并驱动54,合并驱动54上设置有一与存料轨道53位置对应的合并推块55,该合并推块55在合并驱动54的作用下可向着存料轨道53移动,从而推动位于存料轨道53上的短扣件向着存料轨道53另一端移动。
47.如图1
‑
图2、图14
‑
图15所示,转移机构包括设置在存料组件旁的机械手轨道61、设置在机械手轨道61上且可沿着机械手轨道61移动的轨道板62以及若干设置在轨道板62上且可沿着轨道板62移动的抓料机械手63,抓料机械手63的运动轨迹位于存料轨道53上方。本实施例中,抓料机械手63的数量为三个,每一抓料机械手63对应一个扣件(分别为一个长扣件和两个短扣件)。抓料机械手63包括活动连接在轨道板62上的机械手固定板64以及设置在机械手固定板64上的定位气缸65、吸料气缸66,定位气缸65下部连接有定位杆67,吸料气缸66下部连接有位于定位杆67之间的吸料磁铁68,具体的,抓料机械手63移动至长扣件(短扣件)上方后,定位杆67在定位气缸65的驱动下下移直至插入长扣件(短扣件)底部的固定孔中,完成定位后吸料磁铁68在吸料气缸66的驱动下下移直至吸附住长扣件(短扣件),定位杆67收回完成对长扣件(短扣件)的抓取。
48.此外,定位杆67之间还设置有脱料挡板69,具体的,当抓料机械手63抓取长扣件(短扣件)移动至指定的位置后,吸料磁铁68在吸料气缸66的作用下上移,长扣件(短扣件)随着吸料磁铁68上移直至触碰到脱料挡板69,在脱料挡板69的作用下长扣件(短扣件)掉落下指定位置。
49.如图1
‑
图2所示,工作台1上设置有分别与长扣件进料部件11和短扣件进料部件12连接的控制中心10,所设的控制中心10用作控制该桁架扣件送料机的各种移动参数,例如各抓料机械手63抓取扣件之后摆放的间距。
50.该桁架扣件送料机的工作流程包括:长扣件从第一振动盘21中导出后依次经过第一平振组件、第一分料组件、第一推料组件、第一调头组件后进入合并轨道42内;短扣件从第二振动盘51以导出后依次经过第二平振组件、第二分料组件进入存料轨道53内;合并轨道42载着长扣件在合并气缸41的作用下横向移动直至存料轨道53与合并轨道42相接,如图16所示;合并推块55推动短扣件向着长扣件移动直至三者(两短扣件和一长扣件)相接;抓料机械手63抓取对应的扣件完成三个扣件的转移和间距摆放,如图17所示。
51.需要说明的是,图1中在工作台1上描绘出了位于存料组件及合并组件另一侧的扣件输出结构,该扣件输出结构可将摆放好的三扣件(两短扣件和一长扣件)输出至底板上的焊接位。该扣件输出结构为现有技术能够实现的零部件输出技术,本实施例中不再详细描述,该扣件输出结构不仅限于说明书附图记载的结构样式。
52.本实施例记述的桁架扣件送料机能够实现长扣件和短扣件的自动上料、调整朝向、合并后通过机械手完成转移以及一定间距的摆放,节省了人工摆放过程,提高该桁架结构的楼承板的生产效率。
53.本说明书中所描述的以上内容仅仅是对本发明所作的举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本发明说明书的内容或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。