1.本发明属于焊接设备技术领域,具体涉及一种多功能钢结构组焊流水线平台。
背景技术:
2.在人防设备中有一种钢结构门扇,起到对国家规定人防区域的防护和密闭作用保护区域内人民财产安全,因此对钢结构门扇的质量要求格外严格。产品单件宽度一般为2m~4m,高度为2m~4m、重量为1~2吨。传统的生产工艺为按照图纸尺寸先布置槽钢和工字钢拼接组焊骨架,期间需要对焊接热变形、焊接速度、电流电压等技术参数检测调整,然后用钢卷尺反复测量控制产品尺寸,再将两块面板和骨架贴合点焊到一起,焊接过程为防止焊接变形需要配重压紧骨架,面板焊接完成后再用龙门吊车翻转运输至下一工序。
3.传统组焊方法顺序为:如图1所示,先布置槽钢和工字钢拼接组焊骨架,期间需要对焊接速度、电流电压等技术参数检测调整以控制焊接热变形,然后用钢卷尺反复测量控制产品尺寸,再将两块面板和骨架贴合点焊到一起完成生产。尤其是在大型钢结构产品焊接过程中,第一步拼装组焊骨架由于缺少定位约束焊接过程中经常出现尺寸超差反复调整的情况。第二步是将钢板与钢结构骨架拼焊在一起,焊接过程中会发生局部凹凸鼓起的情况。第三步是转序运输,传统办法为使用行吊来回运输既占用空间又运输缓慢也存在一些安全隐患,而且起吊的过程中容易将产品扭曲变形。可见,用这种传统加工方式生产费时费力而且质量不稳定,骨架拼接找正过程中尺寸容易变化增加控制难度,焊接位置较多产生的热变形过大,而且由于产品较大运输不方便每班次最多只能生产成品14件,生产效率较低。
技术实现要素:
4.针对上述情况,本发明提供了一种多功能钢结构组焊流水线平台,以解决产品焊接过程中尺寸控制困难、焊接效率低、产品运输缓慢的问题。
5.本发明的上述目的是通过下述技术方案来实现的:
6.一种多功能钢结构组焊流水线平台,包括工作平台主体1、升降油缸2、升降辊轮运输机构3、液压压紧装置5、龙门行走机构6,工作平台主体1通过多个支腿102固定在地面上,升降油缸2设置在工作平台主体1下方,升降油缸2上端与工作平台主体1下底面固定连接,升降油缸2下端与升降辊轮运输机构3固定连接,升降辊轮运输机构3包括多个辊轮302,所述多个辊轮302可在工作平台主体1上开设的多个辊轮升降预留口中上下移动,通过升降油缸2的伸缩带动升降辊轮运输机构3上下移动从而使所述多个辊轮上下移动并与工作平台主体1上方设置的钢结构产品001接触或分离,当所述多个辊轮302向上移动顶起产品001时通过驱动所述多个辊轮302转动可以使产品001移动;龙门行走机构6设置在工作平台主体1左右两侧,龙门行走机构6的横梁轨道下方设置有可沿横梁轨道滑动的液压压紧装置5。
7.进一步地,工作平台主体1的平台尺寸为4000mm
×
4950mm
×
672mm,其下方通过多个支腿102进行支撑,工作平台主体1两侧下方设置有导轨座101,龙门行走机构6通过导轨
座102连接到工作平台主体1两侧,辊轮升降预留口尺寸为700
×
220mm,在工作平台主体1上并排设置为两列。
8.进一步地,升降油缸2包括活塞杆201、油缸底座202、缸筒203,升降油缸2上端活塞杆201与工作平台主体1下底面固定连接,升降油缸2下端油缸底座202与升降辊轮运输机构3固定连接,通过升降油缸2油缸活塞的伸缩实现升降辊轮运输机构3的升降。
9.进一步地,升降辊轮运输机构3包括底架301,底架301两侧沿产品001的移动方向设置有两排辊轮302,各辊轮302均设置在辊轮座307上;
10.优选地,每一排辊轮302均通过皮带303将各个辊轮302与第一传动轴305传动连接,两个第一传动轴305的中部均通过第二传动轴306与换向电机304的输出端传动连接,通过换向电机304的正转或反转带动第一传动轴305、第二传动轴306转动从而实现产品001在辊轮302上前后移动。
11.进一步地,各辊轮座307均滑动设置在底架301两侧内部的直线导轨308上,每一排的辊轮座307均通过连接板连接从而实现各个辊轮座307沿直线导轨308的同步移动,并列的连接板上贯穿设置有丝杠309,丝杠309与底架301中部的设置的伺服电机310传动连接,通过伺服电机310的驱动带动丝杠309的转动从而实现各辊轮座307以及两排辊轮302的靠近和远离,从而调节两排辊轮302的尺寸型号以适应不同尺寸的钢结构加工需要。
12.进一步地,所述多个辊轮302外侧设置有定位夹具4,定位夹具4包括导柱401、导向套402、压紧块403、定位块404,导向套402与升降辊轮运输机构3的辊轮座307紧固连接,导柱401插入导向套402中形成间隙滑动配合;压紧块403、定位块404依次设置在导柱401顶端,定位块404用于产品001的定位,压紧块403用于将定位夹具4固定压紧在平台主体1上面。
13.进一步地,还包括控制器,控制器对升降油缸2、升降辊轮运输机构3、定位夹具4、液压压紧装置5、龙门行走机构6进行控制。
14.进一步地,本发明的液压压紧装置5包括与龙门行走机构6的横梁轨道滑动连接的滑动机构501,滑动机构501旁设置滑动电机502,通过滑动电机502驱动液压压紧装置5的滑动机构501在横梁轨道上左右移动;滑动机构501下方连接有油缸503,油缸503的伸缩杆末端连接有压座504;使用时通过龙门行走机构6的纵向行走,和液压压紧装置5上部滑动电机502的驱动使滑动机构501的横向行走、以及油缸503上下的伸缩运动,实现对焊接产品001任意部位的压紧,有效控制产品热变形。
15.本发明的多功能钢结构组焊流水线平台具有以下技术效果:
16.1.升降辊轮运输机构3、定位夹具4的组合使用可适合多种产品的尺寸大小,升降辊轮运输机构实现了产品流水线水平运输,既安全又便捷速度也得到提高;定位夹具可以随辊轮运输机构调整间距适应不同产品尺寸,约束焊接过程中的变形;龙门行走机构加上液压压紧装置通过压紧再焊接的方法有效的控制了产品平面度通过压紧装置做到了对焊接产品任意部位的压紧,有效控制产品热变形,解决了传统压紧设备需要人工吊运的繁琐工序,让变换位置压紧更便捷,保证了质量。而且定位夹具4定位准确,操作便捷节省时间,其可以有效的控制产品尺寸质量,减少产品变形后的调整校直时间,大大提高生产效率。做到了功能多样性,使用便捷性,控制准确性。
17.2.使用此平台设备能更加快捷准确的控制产品的尺寸,之前由于缺少定位夹具和
压紧装置,工人需要反复测量调整产品尺寸,使用此平台后生产周期节省12分钟左右。升降辊轮运输机构的使用大大节省了车间内行吊的使用情况,使转运更加方便快捷,相比传统运输方法节省时间3分钟左右,每班次产量由14件提升至20件,提高了效率和市场竞争力。
附图说明
18.此处所说明的附图用来提供对本发明的进一步理解,构成本技术的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
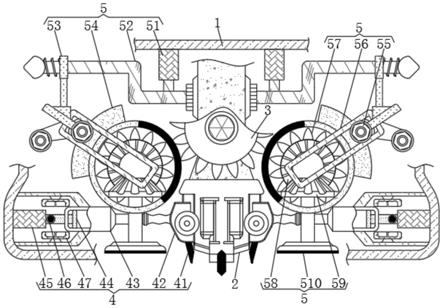
19.图1为传统焊接方式的组焊骨架。
20.图2为本发明多功能钢结构组焊流水线平台整体结构主视示意图。
21.图3为本发明多功能钢结构组焊流水线平台整体结构侧视示意图。
22.图4为本发明多功能钢结构组焊流水线平台整体结构立体示意图。
23.图5为本发明工作平台主体1主视示意图。
24.图6为本发明工作平台主体1立体示意图。
25.图7为本发明工作平台升降油缸2主视示意图。
26.图8为本发明工作平台升降油缸2立体示意图。
27.图9为本发明工作平台升降辊轮运输机构3俯视示意图。
28.图10为本发明工作平台升降辊轮运输机构3立体示意图。
29.图11为本发明工作平台定位夹具4主视示意图。
30.图12为本发明工作平台定位夹具4立体示意图。
31.图13为本发明工作平台液压压紧装置5主视示意图。
32.图14为本发明工作平台液压压紧装置5立体示意图。
具体实施方式
33.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例的附图,对本发明实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于所描述的本发明的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.如图2
‑
4所示,本发明的一种多功能钢结构组焊流水线平台,包括工作平台主体1、升降油缸2、升降辊轮运输机构3、液压压紧装置5、龙门行走机构6,工作平台主体1通过多个支腿102固定在地面上,升降油缸2设置在工作平台主体1下方,升降油缸2上端与工作平台主体1下底面固定连接,升降油缸2下端与升降辊轮运输机构3固定连接,升降辊轮运输机构3包括多个辊轮302,所述多个辊轮302可在工作平台主体1上开设的多个辊轮升降预留口中上下移动,通过升降油缸2的伸缩带动升降辊轮运输机构3上下移动从而使所述多个辊轮上下移动并与工作平台主体1上方设置的产品001接触或分离,当所述多个辊轮302向上移动顶起产品001时通过所述多个辊轮的转动可以驱动产品001移动。
35.如图2
‑
4所示,工作平台主体1左右两侧设置有龙门行走机构6,龙门行走机构6的横梁轨道下方设置有液压压紧装置5,从图中可以看到液压压紧装置5为两个。进一步地,还包括控制器,控制器对升降油缸2、升降辊轮运输机构3、液压压紧装置5、龙门行走机构6进行控制。
36.如图5
‑
6所示,工作平台主体1的平台尺寸为4000mm
×
4950mm
×
672mm,其下方通过多个支腿102进行支撑,工作平台主体1两侧下方设置有导轨座101,龙门行走机构6通过导轨座102连接到工作平台主体1两侧,辊轮升降预留口尺寸为700
×
220mm,在工作平台主体1上并排设置为两列。
37.如图7
‑
8所示,升降油缸2包括活塞杆201、油缸底座202、缸筒203,升降油缸2上端活塞杆201与工作平台主体1下底面固定连接,升降油缸2下端油缸底座202与升降辊轮运输机构3固定连接。在本实施方式中,升降油缸2共有4个,分别设置在工作平台主体1左右两端,在一种实施方式中,各升降油缸2由泵站控制,泵站由总的控制器来进行控制,泵站控制的4台5吨双作用液压油缸可以适应所有产品规格。活塞杆201一端与平台主体1底部连接,油缸底座202与升降辊轮运输机构3连接,通过升降油缸2油缸活塞的伸缩实现升降辊轮运输机构3的升降。
38.如图9
‑
10所示,升降辊轮运输机构3包括底架301,底架301两侧沿产品001的移动方向设置有两排辊轮302,各辊轮302均设置在辊轮座307上,每一排辊轮302均通过皮带303将各个辊轮302与第一传动轴305传动连接,两个传动轴的中部均通过第二传动轴306与换向电机304的输出端传动连接,通过换向电机304的正转或反转带动第一传动轴305、第二传动轴306转动从而实现产品001在辊轮302上前后移动。
39.进一步地,各辊轮座307均滑动设置在底架301两侧内部的直线导轨308上,每一排辊轮座307通过连接板连接从而实现各个辊轮座307沿直线导轨308的同步移动,并列的连接板上贯穿设置有丝杠309,丝杠309与底架301中部的设置的伺服电机310传动连接,通过伺服电机310的驱动带动丝杠309的转动从而实现各辊轮座307以及两排辊轮302的靠近和远离,从而调节两排辊轮302的尺寸型号以适应不同尺寸的人防设备中钢结构门扇加工需要。
40.升降辊轮运输机构3是实现产品运输、定位焊接的主要结构,使用时通过伺服电机310连接驱动的高精度丝杠309将辊轮302调整至符合产品尺寸的位置,焊接时辊轮302下降至工作台面以下,焊接完成后升至台面以上,然后启动换向电机304,换向电机304通过传动轴和皮带联动辊轮302旋转将产品运输至下一工序,而且辊轮为阶梯设计使产品运输时不会跑偏。此结构的应用解决了产品定位,运输的问题,提高了产品质量,增强了运输效率实现流水线生产。
41.在一种实施方式中,所述多个辊轮302外侧设置有定位夹具4,从而对产品001进行定位。如图11
‑
12所示,定位夹具4包括导柱401、导向套402、压紧块403、定位块404,导向套402与升降辊轮运输机构3的辊轮座307紧固连接,导柱401插入导向套402中形成间隙滑动配合。压紧块403、定位块404依次设置在导柱401顶端,定位块404用于产品001的定位,压紧块403用于将定位夹具4固定压紧在平台主体4上面。使用时升降辊轮运输机构3的丝杠309调节横向定位间距时带动定位夹具4共同横向运动调整至加工产品001所需的尺寸用定位块404夹住产品,再用压紧块403将定位夹具固定压紧在平台主体上面。焊接完成后辊轮302从平台以下升起将产品抬离平台面然后启动旋转辊轮运输至下一工位(由于定位夹具4与升降辊轮运输机构3是间隙配合不会随升降变化位置)。
42.本产品的设计难度在于不仅要适合多种产品的尺寸大小,而且要定位准确,操作便捷节省时间。传统的焊接方法由于缺少定位夹具4的约束在焊接过程中极易发生热变形,
尺寸控制困难。针对以上问题如果使用此种定位夹具可以有效的控制产品尺寸质量,减少产品变形后的调整校直时间,大大提高生产效率,而且可适用与多种尺寸的产品。做到了功能多样性,使用便捷性,控制准确性。
43.如图13
‑
14所示,本发明的液压压紧装置5包括与龙门行走机构6的横梁轨道滑动连接的滑动机构501,滑动机构501旁设置滑动电机502,通过滑动电机502驱动液压压紧装置5的滑动机构501在横梁轨道上左右移动。滑动机构501下方连接有油缸503,油缸503的伸缩杆末端连接有压座504。使用时通过龙门行走机构6的纵向行走,和液压压紧装置5上部滑动电机502的驱动使滑动机构501的横向行走、以及油缸503上下的伸缩运动,实现三维运动。做到对焊接产品任意部位的压紧,有效控制产品热变形,解决了传统压紧设备需要人工吊运的繁琐工序,让变换位置压紧更便捷,保证了质量。
44.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。