1.本发明属于竹材储备技术领域,具体涉及一种竹浆造纸用仓储笼及造纸用竹材仓储的方法。
背景技术:
2.制浆用竹片作为可再生绿色资源是造纸领域可持续发展的优势原材料之一。稳定的原材料品质、原料量的有序供应、绿色环保的生产工艺是竹浆造纸行业关注的重要问题,也是制约瓶颈产能的关键因素,因此竹浆用材间伐后的集约型仓储、规范化干燥、机械化供应是走现代化发展道路的理想运营模式。竹浆造纸厂现有的生产技术要求竹片原材料的尺寸足够小,工业造纸用竹片其储备模式为露天自然堆放,自然堆放储备不仅对竹材中淀粉、糖类等副产物资源造成不完全摒弃和浪费,而且仓储空间利用率低下。使用仓储笼储备原材料,极大程度的保持原料品质的均一性,从而提升场地的周转率与利用率,并能起到规范化、稳定化有序供应原料的作用,同时对提升产能,稳定品质有很好的促进作用。竹浆用材的仓储是连接竹林与下游加工的中间环节,在成本上,当需求量大的时候,原料价格难免受到波动,而未及时利用的竹材储备在稳定原料价格,保障供需平稳等方面发挥着积极作用。然而,现有的仓储形式简单粗放,自然降解过程中造成资源损失严重,质量损耗一般在3%
‑
5%,且竹片堆场的原料均一性差,因此如何通过新的仓储设施建立集干燥与原料仓储的标准化、集约型堆放成为研究的重点和热点。
3.在自然仓储期间,极有可能遇上阴雨连绵天气,竹材干燥条件较差导致原料含水率不均匀,进而导致竹片堆中心温度升高且湿度增加,仓储期间容易发生霉变虫害等现象。目前市场上缺乏仓储竹浆用竹片的设备和用于干燥造纸工业用材的技术,同时也不能借助原料与外界的气流流通来调控竹片堆内部的温湿度,从而造成不同位置竹片自然降解程度差异较大,进而在蒸煮脱木素过程中很难保持能耗统一。
4.近几年来,竹浆产业快速发展,对竹材原料需求随之快速增加,竹浆造纸行业仍存在着原材料不足,堆放形式粗放,用水量大和环境污染严重等问题,随着造纸规模的日益扩充,产品结构逐渐丰富,再加上用于造纸的木材日趋紧张,长此以往,就有可能存在原料断供的风险,因此竹片原料干燥的机械化、仓储的集约型、供应的标准化是当前需要解决的重要问题。同时,竹浆造纸企业对原料仓储的科技投入相对较低,现有的堆放模式科技创新意识不足影响未来的发展后劲。
技术实现要素:
5.本发明所要解决的技术问题在于针对上述现有技术的不足,提供一种竹浆造纸用仓储笼及造纸用竹材仓储的方法,该竹浆造纸用仓储笼打通了竹片堆内部与大气环境的气流传递渠道,提高了竹片的自然干燥速率,同时提高空间利用率,本发明的造纸用竹材仓储的方法集竹片的堆放贮藏、机械干燥、规范上料工艺于一体,可以减少纤维素的降解程度,延长原料的仓储周期同时保护环境。
6.为解决上述技术问题,本发明采用的技术方案是:一种竹浆造纸用仓储笼,包括中空底座,所述中空底座的内部下底面中心位置固定设置有轴流风机,所述中空底座的上表面上设置圆柱状仓体,所述圆柱状仓体的侧壁开设有进出料口,在所述进出料口处设置有圆弧状滑门,所述圆弧状滑门底部与所述中空底座的上表面开设的下轨道滑动配合,所述圆弧状滑门的顶部与所述圆柱状仓体的顶壁开设的上轨道滑动配合,所述上轨道和所述下轨道的上下位置相对应配合,所述上轨道和所述下轨道沿内壁方向的末端均设置有用于固定所述圆弧状滑门的限位磁铁,所述圆弧状滑门一侧的上下两端均设置有铁块与相应的所述限位磁铁相配合,所述圆弧状滑门另一侧与所述进出料口的侧壁通过卡扣配合,所述中空底座上表面中心位置设置有通风管,所述通风管的一端与所述中空底座的空腔连通,所述轴流风机的出风口正对所述通风管,所述通风管的另一端与所述圆柱状仓体的顶壁固定连接,所述圆柱状仓体和所述通风管上均均匀地开设有通风孔,所述中空底座上表面的四个边角处均固定设置有底座挂钩,所述圆柱状仓体远离进出料口的侧壁上设置有侧壁挂钩。
7.优选地,所述圆柱状仓体的直径为2m,所述圆柱状仓体的高度为2.325m;所述通风管的内径为0.2m。
8.优选地,所述通风孔的孔径<8mm。
9.本发明还提供了用上述的竹浆造纸用仓储笼进行造纸用竹材仓储的方法,该方法为:
10.s1、备料:采伐竹材,从内部打通竹节,刮去竹材表面的青色角质层,采用人工破竹或者机械破竹的方式将所述竹材切割成宽度为10mm~25mm竹条,然后将所述竹条沿宽度方向切割成竹片;
11.s2、资源整合:将s1中得到的竹片堆放至多个竹浆造纸用仓储笼中,将装满竹片的竹浆造纸用仓储笼在备料区按照矩形阵列状排列,放置多层,得到载有竹片的仓储笼阵列;
12.s3、仓储:开启各竹浆造纸用仓储笼的轴流风机,对s3中得到的载有竹片的仓储笼阵列鼓风干燥,进行仓储;
13.s4、进料处理:将s3中的仓储的装满竹片的竹浆造纸用仓储笼移至脱木素工序的蒸煮进料口,将竹片倒入所述蒸煮进料口,完成蒸煮前的进料处理。
14.优选地,s1中所述竹片的长度为2.5cm~3.0cm。
15.优选地,s1中机械破竹的方法为:以1.5s/次的切割刀落下速度、1m/min的竹材传输速率将所述竹材纵向切割成竹条。
16.优选地,s2中所述竹浆造纸用仓储笼的四个底座挂钩各连接有一条绳索,四条绳索向上汇聚成结点,吊车的底座挂钩将所述结点吊起后移至备料区呈矩形阵列状排列。
17.优选地,s3中鼓风干燥的风量为307100m3/h。
18.优选地,s4中将s3中的仓储的装满竹片的竹浆造纸用仓储笼移至脱木素工序的蒸煮进料口的方法为:将所述竹浆造纸用仓储笼的四个底座挂钩各连接有一条挂绳,四条挂绳向上汇聚成结点,吊车的第一个挂钩将所述结点吊起后移至蒸煮进料口;
19.将竹片倒入所述蒸煮进料口的方法为:打开圆弧状滑门,用吊车的第二个挂钩钩起侧壁挂钩,使所述竹浆造纸用仓储笼向所述进出料口一侧倾斜,卸出竹片至蒸煮进料口。
20.本发明与现有技术相比具有以下优点:
21.1、本发明的竹浆造纸用仓储笼将竹能够仓储造纸用竹材,将造纸用竹材放入后,将竹浆造纸用仓储笼呈阵列状放置,可放置多层,节省占地空间,底部的轴流风机通过通风管向上传输风量,鼓风干燥,通风管垂直伸入竹浆造纸用仓储笼中的竹片堆内部,且风通过通风管上开设的通风孔向仓储笼中堆放的竹片传输,保证了通风干燥的风量与气流温度是可控的,尽可能的提高了原料在储备期间含水率的均匀性,打通了竹片堆内部与大气环境的气流传递渠道,提高了竹片的自然干燥速率,并且所述圆柱状仓体也开设有通风孔,能够实现与周围竹浆造纸用仓储笼间以及与外界的空气传输流动,最大限度地实现仓内竹片堆与外界大气形成互通模式,减少竹材纤维素的降解程度,延长原料的仓储周期同时保护环境,降低原料霉腐率或延迟发生霉变腐朽的时间,仓储笼呈矩形阵列且多层排布能够提高空间利用率,并且配合本发明的竹浆造纸用仓储笼的构造,在呈矩形阵列且分层排布节约空间的同时,能够加大空气流通率,降低用于造纸的竹片纤维素的降解程度和降低原料霉腐率或延迟发生霉变腐朽的时间。
22.2、本发明的造纸用竹材仓储的方法集竹片的堆放贮藏、机械干燥、规范上料工艺于一体,可以减少纤维素的降解程度,延长原料的仓储周期同时保护环境。由于竹片在备料区堆放期间容易发霉腐朽,且空间利用率不足,需要借助仓储笼降低原料霉腐率或延迟发生霉变腐朽的时间,提高空间利用率。仓储笼储备竹浆用竹片打通了竹片堆内部与大气环境的气流传递渠道,提高了竹片的自然干燥速率。
23.下面结合附图和实施例对本发明作进一步详细说明。
附图说明
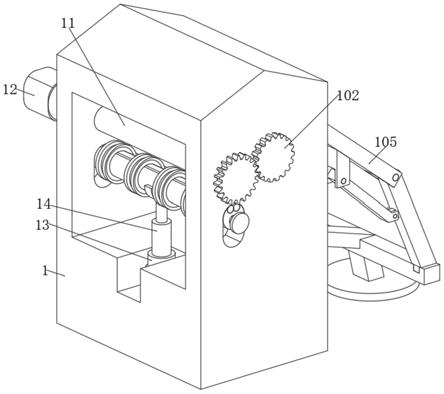
24.图1是本发明的竹浆造纸用仓储笼进出料口侧正面结构示意图。
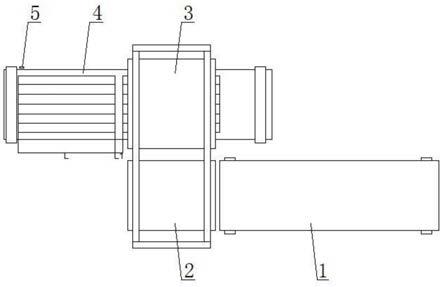
25.图2是本发明的竹浆造纸用仓储笼的关闭圆弧状滑门的示意图。
26.图3是本发明的竹浆造纸用仓储笼的圆弧状滑门的示意图。
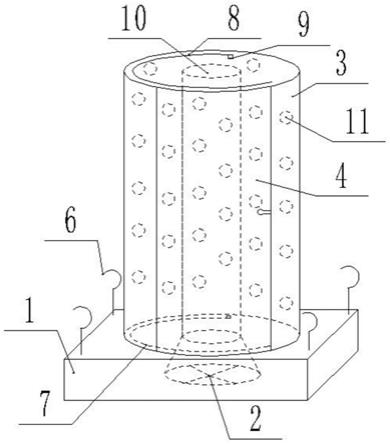
27.图4是本发明的竹浆造纸用仓储笼背面结构示意图。
28.附图标记说明:
29.1—中空底座;2—轴流风机;3—圆柱状仓体;
30.4—进出料口;5—圆弧状滑门;6—底座挂钩;
31.7—下轨道;8—上轨道;9—限位磁铁;
32.10—通风管;11—通风孔;12—铁块;
33.13—侧壁挂钩。
具体实施方式
34.实施例1
35.本实施例的竹浆造纸用仓储笼,如图1
‑
4所示,包括中空底座1,所述中空底座1的内部下底面中心位置固定设置有轴流风机2,所述中空底座1的上表面上设置圆柱状仓体3,所述圆柱状仓体3的侧壁开设有进出料口4,在所述进出料口4处设置有圆弧状滑门5,所述圆弧状滑门5底部与所述中空底座1的上表面开设的下轨道7滑动配合,所述圆弧状滑门5的顶部与所述圆柱状仓体3的顶壁开设的上轨道8滑动配合,所述上轨道8和所述下轨道7的上下位置相对应配合,用以实现所述圆弧状滑门5封闭和打开进出料口4,所述上轨道8和所述
下轨道7沿内壁方向的末端均设置有用于固定所述圆弧状滑门5的限位磁铁9,所述圆弧状滑门5一侧的上下两端均设置有铁块12与相应的所述限位磁铁9相配合,当移动圆弧状滑门5打开进出料口4后,圆弧状滑门5的上下两端的铁块12与上轨道8和所述下轨道7的上下两端的限位磁铁9通过磁力固定,露出进出料口4,在后期竹材倾倒中能够固定圆弧状滑门5,使得竹材顺利倒出;
36.所述圆弧状滑门5另一侧与所述进出料口4的侧壁通过卡扣配合,所述圆弧状滑门5封闭进出料口4后,通过与所述进出料口4的侧壁通过卡扣配合将圆弧状滑门5锁定,防止圆弧状滑门5打开;所述中空底座1上表面中心位置设置有通风管10,所述通风管10的一端与所述中空底座1的空腔连通,所述轴流风机2的出风口正对所述通风管10,所述通风管10的另一端与所述圆柱状仓体3的顶壁固定连接,所述圆柱状仓体3和所述通风管10上均均匀地开设有通风孔11,当轴流风机2进行鼓风干燥时,风量顺着通风管10向上传输,同时从通风管10管壁上的通风孔11向周围的竹材传输,风同时穿过圆柱状仓体3和通风管10上的通风孔11,通风管10垂直伸入竹浆造纸用仓储笼中的竹片堆内部,风从仓储笼的底部顺着通风管10向上鼓风,保证了通风干燥的风量与气流温度是可控的,尽可能的提高了原料在储备期间含水率的均匀性,打通了竹片堆内部与大气环境的气流传递渠道,提高了竹片的自然干燥速率,并且所述圆柱状仓体3也开设有通风孔11,能够实现与周围竹浆造纸用仓储笼间以及与外界的空气传输流动,最大限度地实现仓内竹片堆与外界大气形成互通模式,减少竹材纤维素的降解程度,延长原料的仓储周期同时保护环境,降低原料霉腐率或延迟发生霉变腐朽的时间,在呈矩形阵列且多层排布节约空间的同时,能够加大空气流通率,降低用于造纸的竹片纤维素的降解程度和降低原料霉腐率或延迟发生霉变腐朽的时间。
37.所述中空底座1上表面的四个边角处均固定设置有底座挂钩6,所述圆柱状仓体3远离进出料口4的侧壁上设置有侧壁挂钩13。
38.本实施例中,所述圆柱状仓体3的直径为2m,所述圆柱状仓体3的高度为2.325m;所述通风管10的内径为0.2m。
39.本实施例中,所述通风孔11的孔径<8mm。
40.本实施例还提供了用上述竹浆造纸用仓储笼进行造纸用竹材仓储的方法,该方法为:
41.s1、备料:采伐竹材,从内部打通竹节,刮去竹材表面的青色角质层,采用人工破竹或者机械破竹的方式将所述竹材切割成宽度为8mm~10mm竹条,然后将所述竹条沿宽度方向切割成长度为2.5cm~3.5cm的竹片;机械破竹的方法为:以1.5s/次的切割刀落下速度、1m/min的竹材传输速率将所述竹材纵向切割成竹条;
42.s2、资源整合:将s1中得到的竹片堆放至多个竹浆造纸用仓储笼中,将装满竹片的竹浆造纸用仓储笼在备料区按照矩形阵列状排列,放置多层,得到载有竹片的仓储笼阵列;
43.所述竹浆造纸用仓储笼的四个底座挂钩6各连接有一条绳索,四条绳索向上汇聚成结点,吊车的底座挂钩将所述结点吊起后移至备料区呈矩形阵列状排列;
44.s3、仓储:开启各竹浆造纸用仓储笼的轴流风机2,对s3中得到的载有竹片的仓储笼阵列以风量为307100m3/h鼓风干燥,进行仓储;
45.s4、进料处理:将s3中的仓储的装满竹片的竹浆造纸用仓储笼移至脱木素工序的蒸煮进料口,将竹片倒入所述蒸煮进料口,完成蒸煮前的进料处理;
46.将s3中的仓储的装满竹片的竹浆造纸用仓储笼移至脱木素工序的蒸煮进料口的方法为:将所述竹浆造纸用仓储笼的四个底座挂钩6各连接有一条挂绳,四条挂绳向上汇聚成结点,吊车的第一个挂钩将所述结点吊起后移至蒸煮进料口;
47.将竹片倒入所述蒸煮进料口的方法为:打开圆弧状滑门5,用吊车的第二个挂钩钩起侧壁挂钩13,使所述竹浆造纸用仓储笼向所述进出料口4一侧倾斜,卸出竹片至蒸煮进料口。
48.以上所述,仅是本发明的较佳实施例,并非对本发明作任何限制。凡是根据发明技术实质对以上实施例所作的任何简单修改、变更以及等效变化,均仍属于本发明技术方案的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。