1.本发明涉及一种保温棉条上料领域,尤其是一种保温棉条上料自动追踪贴棉方法。
背景技术:
2.保温棉条是彩钢保温板的重要组成部分,在生产彩钢保温板过程中,需使用输送机将保温棉条输送至保温棉条上料机一侧的升降机,再通过保温棉条上料机将保温棉条输送机上的保温棉条逐层移送至彩钢保温板生产线上的已刷胶的下层彩钢板上,向前输送到下一个工位时已涂胶的上层彩钢板粘合到保温棉条上表面,随着彩钢保温板生产线的连续运转实现彩钢保温板的连续生产。由于保温棉条在上料过程中要经过提升、平移、释放三个动作,而生产线的运转速度是根据气温变化不断调整来保证粘合效果,因此上料时保温棉条滞后释放,需要工人将释放在生产线上的保温棉条人工向前推送,使前后释放的两层保温棉条贴合,以符合生产要求。这种操作方式,棉条在下层彩钢板向前推送时与彩钢板上胶粘连,推送阻力大,操作工人的劳动强度高,人工操作不规范,保温棉条是否推送到位无法监控,有可能造成产品质量达不到要求,并且需要专人操作,增加了人工成本。
技术实现要素:
3.本发明是要解决现有技术存在的上述问题,提供一种保温棉条上料自动追踪贴棉方法,可实现自动化作业,无需人工操作,减少了人工成本,贴棉动作规范且到位,贴棉质量好。
4.本发明的技术解决方案是:
5.一种保温棉条上料自动追踪贴棉方法,其特殊之处在于,具体步骤如下所示:
6.s1、通过传送带将保温棉条垛输送至位于保温棉条抓取设备下方的升降机上,将上层彩钢板卷和下层彩钢板卷引至板材输送机;
7.s2、启动板材输送机,通过涂胶设备向上层彩钢板下表面和下层彩钢板上表面涂胶;
8.s3、利用保温棉条抓取设备将最上层的保棉棉条抓取并平移至下层彩钢板正上方,立即释放保温棉条,并开始第一次计时,同时通过测速装置检测板材输送机的输送速度v1;
9.s4、保温棉条抓取设备抓取下一层保温棉条,平移至下层彩钢板正上方;
10.s5、当第一次计时时间t1=(l l1)/v1时,l为保温棉条长度,l1为追踪距离,使抓取的保温棉条下降并以追踪速度v2开始追踪,同时开始第二次计时;当第二次计时时间达到t2时,所述t2=l1/(v2-v1),释放保温棉条,返回步骤s3。
11.进一步的,抓取的保温棉条下降后与下层彩钢板的垂直距离h<保温棉条厚度。
12.进一步的,l1=10-50mm。
13.进一步的,h=10-20mm。
14.进一步的,计时是通过plc实现,plc控制保温棉条抓取设备实现平移、抓取、追踪和释放,所述测速装置与plc连接,用于将检测板材输送机的输送速度v1传送给plc。
15.本发明的有益效果:
16.通过保温棉条抓取设备完成保温棉条的平移、抓取、追踪和释放,实现自动化作业,无需人工操作,减少了人工成本,保证前后棉条紧密贴合,贴棉动作规范且到位,贴棉质量好。
附图说明
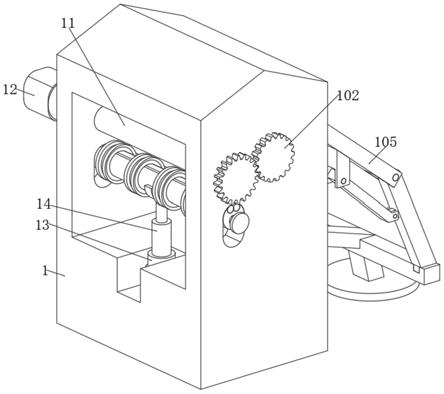
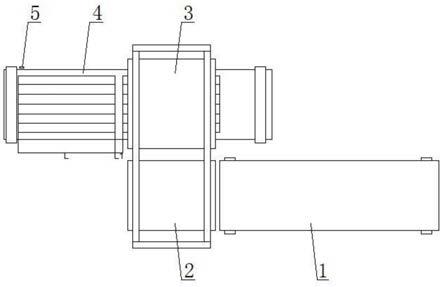
17.图1是本发明的结构示意图;
18.图2是本发明的电路方框图;
19.图中:1
‑
传送带,2
‑
升降机,3
‑
保温棉条抓取设备,4
‑
板材输送机,5
‑
测速装置。
具体实施方式
20.实施例1
21.如图1
‑
图2所示,一种保温棉条上料自动追踪贴棉方法,具体步骤如下所示:
22.s1、通过传送带将保温棉条垛输送至位于保温棉条抓取设备下方的升降机上,将上层彩钢板卷和下层彩钢板卷引至板材输送机;
23.s2、启动板材输送机,通过涂胶设备向上层彩钢板下表面和下层彩钢板上表面涂胶;
24.s3、利用保温棉条抓取设备将最上层的保棉棉条抓取并平移至下层彩钢板正上方,立即释放保温棉条,并开始第一次计时,同时通过测速装置检测板材输送机的输送速度v1=83mm/s;
25.s4、保温棉条抓取设备抓取下一层保温棉条,平移至下层彩钢板正上方;
26.s5、当第一次计时时间t1=(l l1)/v1=11.87s时,l为保温棉条长度=935mm,l1为追踪距离=50mm,使抓取的保温棉条下降并以追踪速度v2=780mm/s开始追踪,抓取的保温棉条下降后与下层彩钢板的垂直距离h=20mm,同时开始第二次计时;当第二次计时时间达到t2时,所述t2=l1/(v2-v1)=0.07s,释放保温棉条,返回步骤s3。
27.计时是通过plc实现,plc控制保温棉条抓取设备实现平移、抓取、追踪和释放,所述测速装置与plc连接,用于将检测板材输送机的输送速度v1传送给plc。
28.实施例2
29.如图1
‑
图2所示,一种保温棉条上料自动追踪贴棉方法,具体步骤如下所示:
30.s1、通过传送带将保温棉条垛输送至位于保温棉条抓取设备下方的升降机上,将上层彩钢板卷和下层彩钢板卷引至板材输送机;
31.s2、启动板材输送机,通过涂胶设备向上层彩钢板下表面和下层彩钢板上表面涂胶;
32.s3、利用保温棉条抓取设备将最上层的保棉棉条抓取并平移至下层彩钢板正上方,立即释放保温棉条,并开始第一次计时,同时通过测速装置检测板材输送机的输送速度v1=83mm/s;
33.s4、保温棉条抓取设备抓取下一层保温棉条,平移至下层彩钢板正上方;
34.s5、当第一次计时时间t1=(l l1)/v1=14.28s时,l为保温棉条长度=1135mm,l1为追踪距离=50mm,使抓取的保温棉条下降并以追踪速度v2=780mm/s开始追踪,抓取的保温棉条下降后与下层彩钢板的垂直距离h=20mm,同时开始第二次计时;当第二次计时时间达到t2时,所述t2=l1/(v2-v1)=0.07s,释放保温棉条,返回步骤s3。
35.计时是通过plc实现,plc控制保温棉条抓取设备实现平移、抓取、追踪和释放,所述测速装置与plc连接,用于将检测板材输送机的输送速度v1传送给plc。
36.以上仅为本发明的具体实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
技术特征:
1.一种保温棉条上料自动追踪贴棉方法,其特征在于,具体步骤如下所示:s1、通过传送带将保温棉条垛输送至位于保温棉条抓取设备下方的升降机上,将上层彩钢板卷和下层彩钢板卷引至板材输送机;s2、启动板材输送机,通过涂胶设备向上层彩钢板下表面和下层彩钢板上表面涂胶;s3、利用保温棉条抓取设备将最上层的保棉棉条抓取并平移至下层彩钢板正上方,立即释放保温棉条,并开始第一次计时,同时通过测速装置检测板材输送机的输送速度v1;s4、保温棉条抓取设备抓取下一层保温棉条,平移至下层彩钢板正上方;s5、当第一次计时时间t1=(l l1)/v1时,l为保温棉条长度,l1为追踪距离,使抓取的保温棉条下降并以追踪速度v2开始追踪,同时开始第二次计时;当第二次计时时间达到t2时,所述t2=l1/(v2-v1),释放保温棉条,返回步骤s3。2.根据权利要求1所述的保温棉条上料自动追踪贴棉方法,其特征在于:抓取的保温棉条下降后与下层彩钢板的垂直距离h<保温棉条厚度。3.根据权利要求1所述的保温棉条上料自动追踪贴棉方法,其特征在于:l1=10-50mm。4.根据权利要求2所述的保温棉条上料自动追踪贴棉方法,其特征在于:h=10-20mm。5.根据权利要求1所述的保温棉条上料自动追踪贴棉方法,其特征在于:计时是通过plc实现,plc控制保温棉条抓取设备实现平移、抓取、追踪和释放,所述测速装置与plc连接,用于将检测板材输送机的输送速度v1传送给plc。
技术总结
一种保温棉条上料自动追踪贴棉方法,具体步骤如下所示:利用保温棉条抓取设备将最上层的保棉棉条抓取并平移至下层彩钢板正上方,立即释放保温棉条,并开始第一次计时,同时通过测速装置检测板材输送机的输送速度V1;保温棉条抓取设备抓取下一层保温棉条,平移至下层彩钢板正上方;当第一次计时时间t1=(L L1)/V1时,L为保温棉条长度,L1为追踪距离,使抓取的保温棉条下降并以追踪速度V2开始追踪,同时开始第二次计时;当第二次计时时间达到t2时,所述t2=L1/(V2-V1),释放保温棉条,返回步骤S3。可实现自动化作业,无需人工操作,减少了人工成本,贴棉动作规范且到位,贴棉质量好。贴棉质量好。贴棉质量好。
技术研发人员:刘锋利
受保护的技术使用者:辽宁鑫硕智能机械有限公司
技术研发日:2021.08.03
技术公布日:2021/11/4
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。