1.本发明属于铜合金技术领域,具体涉及一种易切削铬锆铜及其制备方法。
背景技术:
2.铬锆铜c18150是高强度高导电性的一款铜合金材料,且高温环境下具备高强度和 高导电性能的要求,目前主要应用于高铁中的接触导线、焊枪嘴、电极材料等领域。当 铬锆铜应用在焊割行业、导电嘴时需要对部件外部复杂机加工,同时需要打孔,因此, 需要铬锆铜满足一定的切削性。
3.现有的铬锆铜对导电率要求高,最低要求80%iacs以上,所以传统的切削性元素 如pb和bi一般不能添加,因此,针对现有的铬锆铜的切削性需要进一步改进。
技术实现要素:
4.本发明所要解决的第一个技术问题是提供一种易切削铬锆铜,同时满足高强度、高 导电等综合性能。
5.本发明解决第一个技术问题所采用的技术方案为:一种易切削铬锆铜,其特征在于: 该铬锆铜的质量百分比组成为cr:0.7wt%~1.2wt%,zr:0.08wt%~0.12wt%,te: 0.2wt%~0.4wt%,ca:0.02wt%~0.04wt%,sc:0.01wt%~0.02wt%,余量为cu和不可避 免的杂质。
6.作为优选,该铬锆铜的导电率≥80%iacs,硬度≥80hrb,抗软化温度≥600℃, 切削性为hpb59
‑
1的50%以上。
7.本发明所要解决的第二个技术问题是提供一种易切削铬锆铜的制备方法。
8.本发明解决第二个技术问题所采用的技术方案为:一种易切削铬锆铜的制备方法, 其特征在于:包括以下制备步骤:
9.1)熔炼:先将电解板加入炉内,待电解板熔化后,将电压提高到550v~650v,用 烘烤后玻璃和氟盐覆盖液面,覆盖高度5mm以上,温度达到1300℃~1350℃,将铜铬 合金、铜钙合金、金属钪、金属碲一并用压勺加入铜液内,保持1~10min,电压打到 350~450v,温度降低到1260℃~1320℃,保温,化验合金元素成分,调配直到成分合格;
10.2)半连铸:铜锆合金在铜水进入结晶器的溜槽内加入,铸造温度为1300℃~1350℃, 拉铸速度250r/min~550r/min,冷却水压0.2mpa~0.4mpa,得到铸坯;
11.3)水封挤压:挤压出棒坯进入水封槽固溶;
12.4)刨皮:将棒坯刨皮;
13.5)拉丝:将刨皮后的棒坯拉拔得到线材;
14.6)成品时效退火。
15.现有的铬锆铜难以通过添加切削性元素改善切削性的原因在于如ca、te、sc虽然 不影响铜合金的导电性能但难以熔于铜合金基体中,原因在于:ca属于及其活泼的元 素,加入基本烧损完全成cao,无法融入铜水中,te属于易切削性元素,高温下容易 烧损,形成
teo2,sc钪属于稀土元素,在高温1300℃以上很容易氧化造渣,因此,如 何将ca、te、sc添加到基体中并以单质的形式分散在铜基体中是实现铬锆铜易切削的 关键。本发明通过控制制备流程并控制相关工艺参数实现了ca、te、sc在铜合金基体 中以单质形式分布。
16.作为优选,所述步骤1)中,铜铬合金中铬的质量含量为5~10%,铜钙合金中钙的 质量含量为5~15%。
17.作为优选,所述步骤2)中,铜锆合金中锆的质量含量为3~10%。
18.作为优选,所述步骤3)中,挤压温度为850℃~890℃,棒坯进入水封槽的固溶温 度为830℃~860℃。挤压温度在850℃~890℃,高于890℃会导致铸锭高烧和晶粒长大, 容易使得产品金相组织均匀性变差,最终导致导电率降低,强度硬度降低,而且局部硬 度、导电率、抗拉强度、延伸率不均匀性增加,即综合理化性能恶化。低于850℃,挤 压抗变形能力大,而且导致后道固溶温度较低,不利于第二相充分固溶。固溶温度在 830℃~860℃也是在该温度下可以保证ca、te、sc、zr和cr可以充分固溶到基体内, 高于温该度导致直接导致组织晶粒粗大,因为挤压温度过高,同时固溶温度过高本身也 会引起材料内应力增加,存在开裂的风险。
19.作为优选,所述步骤6)中,时效退火温度为450℃~500℃,保温时间为 150min~240min。材料在该温度和时间范围内有利于第二相析出。
20.与现有技术相比,本发明的优点在于:
21.1)本发明选择ca、te、sc作为改善铬锆铜的切削性元素,并控制添加量,ca、te、 sc以单质的形式存在于铜基体内,在实现铬锆铜综合性能优异的同时实现易切削。该铬 锆铜的导电率≥80%iacs,硬度≥80hrb,软化温度≥600℃,切削性为hpb59
‑
1的50% 以上。
22.2)本发明采用水封挤压,通过控制挤压温度以及固溶温度,实现ca、te、sc、cr、 zr能够充分固溶在铜基体中,并在后续的时效中弥散析出,第二相的存在将铜基体晶粒 细化,实现平均晶粒度在30um以下。
具体实施方式
23.以下结合实施例对本发明作进一步详细描述。
24.实施例1
25.该铬锆铜的质量百分比组成为cr0.95%,zr0.09%,ca0.03%,te0.25%,sc0.01%, cu余量。
26.制备步骤如下:
27.1)熔炼:先将电解板加入炉内,待电解板熔化后,将电压提高到600v,用烘烤后 玻璃和氟盐覆盖液面,覆盖高度5mm以上,温度达到1300℃~1350℃,将铜铬合金(铬 的质量含量为7%),铜钙合金(钙的质量含量为10%),金属钪,金属碲一并用压勺加 入铜液内,保持3min,电压打到400v,温度降低到1260℃~1320℃,保温,化验合金 元素成分,调配直到成分合格;
28.2)半连铸:铜锆合金(锆的质量含量为5%)在铜水进入结晶器的溜槽内加入,每 30s加45g铜锆合金,铸造温度为1300℃~1350℃,拉铸速度300r/min,冷却水压0.3mpa, 得到φ27mm铸坯;
29.3)水封挤压:采用1250挤压机,挤压温度880℃,挤压出φ25mm棒坯进入水封 槽固
溶,棒坯进入水封槽的固溶温度为850℃;
30.4)刨皮:将棒坯刨皮,
31.5)拉丝:将刨皮后的棒坯拉拔得到线材,φ24mm
‑
φ21mm
‑
φ19mm
‑
φ17mm
‑
φ 15mm;
32.6)成品时效退火:450℃ 240min。
33.实施例2
34.该铬锆铜的质量百分比组成为cr0.78%,zr0.11%,ca0.04%,te0.31%,sc0.015%, cu余量。
35.制备步骤如下:
36.1)熔炼:先将电解板加入炉内,待电解板熔化后,将电压提高到580v,用烘烤后 玻璃和氟盐覆盖液面,覆盖高度5mm以上,温度达到1300℃~1350℃,将铜铬合金(铬 的质量含量为7%),铜钙合金(钙的质量含量为10%),金属钪,金属碲一并用压勺加 入铜液内,保持5min,电压打到405v,温度降低到1260℃~1320℃,保温,化验合金 元素成分,调配直到成分合格;
37.2)半连铸:铜锆合金(锆的质量含量为5%)在铜水进入结晶器的溜槽内加入,每 30s加40g铜锆合金,铸造温度为1300℃~1350℃,拉铸速度250r/min,冷却水压0.2mpa, 得到φ36mm铸坯;
38.3)水封挤压:采用1250挤压机,挤压温度860℃,挤压出φ34mm棒坯进入水封 槽固溶,棒坯进入水封槽的固溶温度为830℃;
39.4)刨皮:将棒坯刨皮,
40.5)拉丝:将刨皮后的棒坯拉拔得到线材,
41.6)成品时效退火:470℃ 240min。
42.实施例3
43.该铬锆铜的质量百分比组成为cr0.12%,zr0.08%,ca0.03%,te0.35%,sc0.01%, cu余量。
44.制备步骤如下:
45.1)熔炼:先将电解板加入炉内,待电解板熔化后,将电压提高到600v,用烘烤后 玻璃和氟盐覆盖液面,覆盖高度5mm以上,温度达到1300℃~1350℃,将铜铬合金(铬 的质量含量为7%),铜钙合金(钙的质量含量为10%),金属钪,金属碲一并用压勺加 入铜液内,保持5min,电压打到400v,温度降低到1260℃~1320℃,保温,化验合金 元素成分,调配直到成分合格;
46.2)半连铸:铜锆合金(锆的质量含量为5%)在铜水进入结晶器的溜槽内加入,每 30s加40g铜锆合金,铸造温度为1300℃~1350℃,拉铸速度500r/min,冷却水压0.2mpa, 得到φ54mm铸坯;
47.3)水封挤压:采用1250挤压机,挤压温度890℃,挤压出φ52mm棒坯进入水封 槽固溶,棒坯进入水封槽的固溶温度为860℃;
48.4)刨皮:将棒坯刨皮,
49.5)拉丝:将刨皮后的棒坯拉拔得到线材,
50.6)成品时效退火:500℃ 180min。
51.对比例的质量百分比组成为:cr0.11%,zr0.09%,cu余量。
52.对实施例和对比例进行性能检测。
53.室温拉伸试验按照《gb/t 228.1
‑
2010金属材料拉伸试验第1部分:室温试验方 法》在电子万能力学性能试验机上进行,采用宽度为12.5mm的带头试样,拉伸速度为 5mm/min。
54.导电率测试按照《gb/t 3048.2
‑
2007电线电缆电性能试验方法第2部分:金属材料 电阻率试验》,本检测仪器为zfd微电脑电桥直流电阻测试仪,样品宽度为20mm,长 度为500mm。
55.硬度采用《gb/t 231.3
‑
2021》进行检测。
56.抗高温软化采用《gb/t33370
‑
2016》进行检测。
57.切削性能检测:将hpb59
‑
1切削性定义为100%,本实施例的切削性能对照hpb59
‑
1。
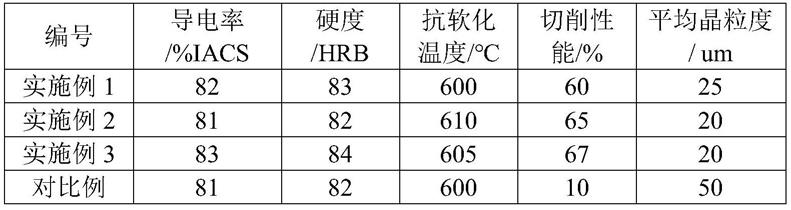
58.从表1可以看出,本实施例的机械性能略优于对比例,但切削性能远高于对比例, 满足铬锆铜对焊割行业、导电嘴的切削性要求。
59.表1本发明实施例和对比例的性能
60.
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。