1.本发明涉及一种电液伺服阀用射流盘组件组装工装,属于机械技术领域。
背景技术:
2.伺服阀是伺服机构的核心元件,在伺服机构中起“电”、“液”连接、放大、转换作用,它将小功率的电信号转变为阀芯的运动,再由阀芯的运动去控制流向液压作动器的高压液流方向和大小,由作动器的活塞杆推动发动机(舱)摆动。
3.偏导射流伺服阀结构简单、动态性能好、抗污染能力强,其中射流盘组件的质量直接关系整阀的质量,进而关系着伺服机构的产品质量。
技术实现要素:
4.本发明解决的技术问题是:克服现有技术的不足,提供了一种电液伺服阀用射流盘组件组装工装,(1)解决射流盘组件组装合格率低的问题(2)解决射流盘组件多道工序加工过程中装夹不一致的问题。
5.本发明的技术解决方案是:一种电液伺服阀用射流盘组件组装工装,包括定位条、基座、调节螺钉和压盖;所述基座为台阶回转体结构,中心设有内孔,产品上端盖、射流盘及下端盖自下而上依次安装在内孔中,利用零件自身的一字槽结构及基座的一字槽结构通过定位条进行定位,压盖倒扣在基座顶部,通过调节螺钉与基座连接,将产品压紧固定。
6.进一步地,所述基座外形加工有用于后序线切割机床装夹定位的平行扁。
7.进一步地,所述基座安装部位加工成同轴的台阶孔结构,直径、深度与产品上端盖、下端盖尺寸相对应,防止产品径向、轴向窜动,保证三件零件同轴,有效防错。
8.进一步地,所述基座台阶孔底部加工有宽度小于上端盖厚度的退刀槽,防止上端盖底面垫起。
9.进一步地,所述基座加工有宽度略小于定位条的一字槽,间隙不大于0.01mm。
10.进一步地,所述基座加工有两个直径略大于φ1.5的贯通孔,利于保证后序销孔研磨的精度。
11.进一步地,所述定位条宽度与产品一字槽宽度尺寸相对应,间隙不大于0.01mm。
12.进一步地,所述压盖加工成u形结构,底面与侧面垂直度不大于0.01mm,通过调节固定螺纹拧紧力度,可调整组件平行度,保证线切销子孔与基准面垂直度在0.01mm以内。
13.进一步地,所述压盖底面加工有直径略小于下端盖直径的通孔,保证压紧的前提下,利于后序线切割找正。
14.进一步地,产品组装顺序自下而上依次为:上端盖、射流盘及下端盖,在后续研销孔过程中,首先通过厚度较大的下端盖,可有效修整研磨套,保证研磨精度。
15.本发明与现有技术相比的优点在于:
16.本发明的目的就是在代价最小的情况下,提高射流盘组件组装合格率,提高生产效率。与现有技术相比的有益效果为
①
射流盘组件生产周期长,报废后延误生产进度,影响
交付任务,本工装结构简单成本低廉,可以有效提高组件的合格率,保证产品交付进度。
②
增加本发明的数量,实现组件组装后多工序间流水线式的流转,保持组件销子孔电加工、线切割、研磨过程中装夹一致,保证产品的合格率。
附图说明
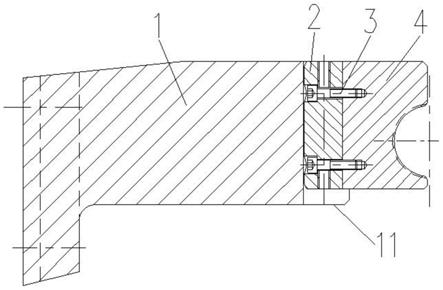
17.图1为本发明结构示意图;图中,1.定位条,2.基座,3.产品(上端盖),4.产品(射流盘),5.产品(下端盖),6.固定螺钉,7.压盖。
具体实施方式
18.为了更好的理解上述技术方案,下面通过附图以及具体实施例对本申请技术方案做详细的说明,应当理解本申请实施例以及实施例中的具体特征是对本申请技术方案的详细的说明,而不是对本申请技术方案的限定,在不冲突的情况下,本申请实施例以及实施例中的技术特征可以相互组合。
19.以下结合说明书附图对本申请实施例所提供的一种电液伺服阀用射流盘组件组装工装做进一步详细的说明,具体实现方式可以包括(如图1所示):通过在工装内部设置两个同轴台阶孔,保证上端盖、射流盘与下端盖按正确顺序安装,设置定位条与三种零件的一字槽进行定位防转;工装内孔底面与内孔轴线垂直,通过压盖的压紧,可以调节组件平行度达到0.01mm以内,保证后续线切割销子孔与基准面垂直度来解决射流盘组件组装合格率低的问题;通过增加本发明的数量,可以保证射流盘组件在组装压紧后,工装随产品流转,进行后续电加工、线切割、研磨等工序,保证组件组装到组件压装销子过程一次装夹,解决组件在多工序过程中装夹不一致的问题。
20.在本申请实施例所提供的方案中,通过定位条与工装槽实现了射流盘组件的定位与防转。上端盖、射流盘以及下端盖均有一字槽,通过设置一根高精度定位条,控制定位条与一字槽间隙,实现三种零件正确组合、避免相对转动。
21.进一步,工装内孔设置一个台阶,防止上端盖径向窜动,保证三件零件同轴,有效防错。由于上端盖、射流盘外径比下端盖小,设置的台阶孔可以保证上端盖先放进去,射流盘和下端盖后放进去,有效防错;控制台阶孔与上端盖、下端盖外圆间隙,保证三件组合体的相对位置精度;且在研磨销子孔时,由于射流盘厚度只有0.3mm,组件组装后,下端盖位于最上层,研磨工具通过最厚的下端盖后形状精度得到了有效修整,保证在研磨射流盘销孔时研磨工具稳定可靠。
22.可选的,可以对一种零件批量进行加工。工装可以三种零件组合加工,也可以单独加工一种零件,可以将多件射流盘进行重叠,实现批量加工,目前最多可以5件同时加工,效率提升至500%。
23.在本申请实施例所提供的方案中,独有的外形与装夹设计,使工装内的组件在工序流转间不需要拆解定位,可以直接装夹,方便加工。工装外形设计方便机床装夹及人工手动操作,最大程度降低了准备工作占用的时间。
24.进一步,工装内孔底面与压盖螺纹拧紧,可调节组件平行度,保证线切销子孔与基准面垂直度在0.01mm以内。可以通过压盖调整组件在工装内与工装基座底面的平行度,保证线切割销子孔与基准面的垂直度。
25.进一步,实际工作时:线切序工装使用;放置好基座2,将上端盖3、射流盘4、下端盖5按顺序装入基座2内孔,将定位条1沿基座侧面定位槽插入上端盖、射流盘、下端盖对应的槽内,再将压盖7套入基座2外圆,通过两个固定螺钉6将压盖7与基座2进行拧紧固定。通过两固定螺钉6调节组件在工装内的平行度达0.01mm内,可先转线切序加工,再转研序加工,中间不拆工装。
26.显然,本领域的技术人员可以对本申请进行各种改动和变型而不脱离本申请的精神和范围。这样,倘若本申请的这些修改和变型属于本申请权利要求及其等同技术的范围之内,则本申请也意图包含这些改动和变型在内。
27.本发明说明书中未作详细描述的内容属本领域技术人员的公知技术。
技术特征:
1.一种电液伺服阀用射流盘组件组装工装,其特征在于:包括定位条(1)、基座(2)、调节螺钉(6)和压盖(7);所述基座(2)为台阶回转体结构,中心设有内孔,产品上端盖(3)、射流盘(4)及下端盖(5)自下而上依次安装在内孔中,利用零件自身的一字槽结构及基座(2)的一字槽结构通过定位条(1)进行定位,压盖(7)倒扣在基座(2)顶部,通过调节螺钉(6)与基座(2)连接,将产品压紧固定。2.根据权利要求1所述的一种电液伺服阀用射流盘组件组装工装,其特征在于:所述基座(2)外形加工有用于后序线切割机床装夹定位的平行扁。3.根据权利要求1所述的一种电液伺服阀用射流盘组件组装工装,其特征在于:所述基座(2)安装部位加工成同轴的台阶孔结构,直径、深度与产品上端盖(3)、下端盖(5)尺寸相对应,防止产品径向、轴向窜动,保证三件零件同轴,有效防错。4.根据权利要求1所述的一种电液伺服阀用射流盘组件组装工装,其特征在于:所述基座(2)台阶孔底部加工有宽度小于上端盖厚度的退刀槽,防止上端盖底面垫起。5.根据权利要求1所述的一种电液伺服阀用射流盘组件组装工装,其特征在于:所述基座(2)加工有宽度略小于定位条(1)的一字槽,间隙不大于0.01mm。6.根据权利要求1所述的一种电液伺服阀用射流盘组件组装工装,其特征在于:所述基座(2)加工有两个直径略大于φ1.5的贯通孔,利于保证后序销孔研磨的精度。7.根据权利要求1所述的一种电液伺服阀用射流盘组件组装工装,其特征在于:所述定位条(1)宽度与产品一字槽宽度尺寸相对应,间隙不大于0.01mm。8.根据权利要求1所述的一种电液伺服阀用射流盘组件组装工装,其特征在于:所述压盖(7)加工成u形结构,底面与侧面垂直度不大于0.01mm,通过调节固定螺纹(2)拧紧力度,可调整组件平行度,保证线切销子孔与基准面垂直度在0.01mm以内。9.根据权利要求1所述的一种电液伺服阀用射流盘组件组装工装,其特征在于:所述压盖(7)底面加工有直径略小于下端盖直径的通孔,保证压紧的前提下,利于后序线切割找正。10.根据权利要求1所述的一种电液伺服阀用射流盘组件组装工装,其特征在于,产品组装顺序自下而上依次为:上端盖(3)、射流盘(4)及下端盖(5),在后续研销孔过程中,首先通过厚度较大的下端盖,可有效修整研磨套,保证研磨精度。
技术总结
一种电液伺服阀用射流盘组件组装工装,属于机械技术领域。本发明包括定位条、基座、调节螺钉和压盖;所述基座为台阶回转体结构,中心设有内孔,产品上端盖、射流盘及下端盖自下而上依次安装在内孔中,利用零件自身的一字槽结构及基座的一字槽结构通过定位条进行定位,压盖倒扣在基座顶部,通过调节螺钉与基座连接,将产品压紧固定。将产品压紧固定。将产品压紧固定。
技术研发人员:徐琥 李瑞光 冯婷婷 杨强 张磊 范戈 乔树林 冯金成
受保护的技术使用者:北京精密机电控制设备研究所
技术研发日:2021.06.25
技术公布日:2021/11/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。