1.本发明涉及刀槽加工技术领域,具体涉及一种刀具安装桥位及刀具安装桥位的加工方法。
背景技术:
2.随着数控设备的广泛应用,由于各式诸如刀模等装置的应用,刀具是缺一不可的,进而对于安装刀具所需的刀槽,其加工需求也水涨船高。
3.目前市场上的刀模主要有木板刀模、塑料刀模、铁质或铝制刀模、亚克力刀模等等,但是最主要的刀模是木板刀模。木板刀模即是在一定厚度的木板上依模切刀片的尺寸开一条装刀缝(即上述刀槽),再将刀片插入其中,刀模板上装刀的切缝宽度要适应模切刀的宽度,切缝壁两边和刀片紧密配合一致,达到固定模切刀的作用。
4.但本技术发明人在实现本技术实施例中发明技术方案的过程中,发现上述技术至少存在如下技术问题:
5.仅靠刀槽固定刀具,在加工时容易出现晃动而影响加工精度,同时过长的刀具容易出现因刚度不足而引起的局部变形;另外,刀槽两侧的受力过大,还存在导致刀具水平方向偏移的风险。进而市场缺乏一种能够提升刀具刚度及增强刀缝对于刀具的定位稳定性的结构。
技术实现要素:
6.鉴于上述市场缺乏一种能够提升刀具刚度及增强刀缝对于刀具的定位稳定性的结构的问题,提出了本发明以便提供一种刀具安装桥位及刀具安装桥位的加工方法。
7.依据本发明的一个方面,提供一种刀具安装桥位,包括:
8.桥位块,其设置在刀槽中,能够卡入刀具上的避空位并定位所述刀具;
9.其中,所述桥位块至少与所述刀槽的一侧壁面连接;
10.所述桥位块为加工所述刀槽时留下的待切削块。
11.优选的,所述桥位块为所述刀槽在通过圆盘锯片加工时留下的待切削块。
12.优选的,所述桥位块延伸于所述刀槽的内侧前、后壁面。
13.优选的,所述桥位块设置在所述刀槽的水平对称中心线上;
14.所述桥位块自身相对于所述刀槽的水平对称中心线对称。
15.优选的,所述桥位块的数量为两个;
16.两个所述桥位块相对于所述刀槽的水平对称中心线对称设置。
17.优选的,所述桥位块上设有相对于所述刀槽的水平对称中心线对称的第一倾斜切割面。
18.优选的,所述桥位块上设有至少一对相对于其自身的水平对称中心线对称的第二倾斜切割面。
19.优选的,所述桥位块上设有一对相对于其自身的水平对称中心线对称的竖直切割
面。
20.依据本发明的另一个方面,提供一种刀具安装桥位的加工方法,包括:
21.固定待加工工件;
22.圆盘锯片从上方向所述工件垂直进刀若干次;
23.在所述圆盘锯片从上方向所述工件垂直进刀若干次的同时,所述圆盘锯片从左往右或从右往左移动,以加工出能够放置刀具的刀槽;
24.其中,所述圆盘锯片进刀的间隙致使所述刀槽中未被切削的部分,形成能够卡入刀具上的避空位并定位所述刀具的桥位块。
25.优选的,在圆盘锯片从上方向所述工件垂直进刀若干次时,还包括:
26.两圆盘锯片分别从上、下方向同时向所述工件垂直进刀若干次。
27.本发明的有益效果为:本发明结构设计合理巧妙,通过桥位块的设置,卡入刀具上的避空位并定位刀具;由于桥位块为加工所述刀槽时留下的待切削块,桥位块实际是与刀槽是一体的,进而工件能够提供给所述刀槽足够的刚性支撑;桥位块作用在刀具上能起到类似加强筋的刚性加强及稳定刀具结构的作用,有效避免刀具因刚度不足而引起的局部变形;同时,桥位块能够分担刀具加工时刀槽两侧的作用力,降低刀具水平方向偏移的风险。其次,结合本刀具安装桥位的加工方法实施对刀具安装桥位的加工,通过该刀具安装桥位的加工方法实施对刀具安装桥位的加工,实质上,其为刀槽的加工,利用刀槽加工的原理,调整其工序,使得刀槽中存在未被去除的切削位,形成本刀具安装桥位;无需铣削、清角等步骤,其作业时间比单独切割刀槽更短。从而大幅提高了生产效率,并且同时解决了市场缺乏一种能够提升刀具刚度及增强刀缝对于刀具的定位稳定性的结构的问题。
28.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
附图说明
29.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
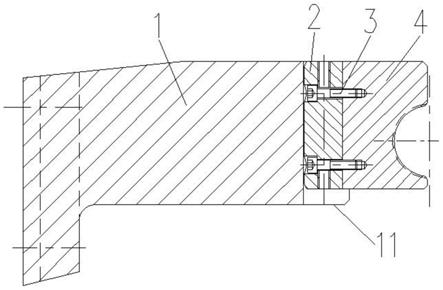
30.图1是本发明实施例中一种刀具安装桥位第一种实施方式的结构示意图;
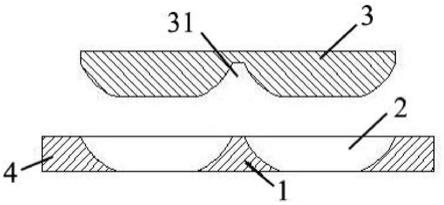
31.图2是本发明实施例中一种刀具安装桥位第二种实施方式的结构示意图;
32.图3是本发明实施例中一种刀具安装桥位第三种实施方式的结构示意图;
33.图4是本发明实施例中一种刀具安装桥位第四种实施方式的结构示意图;
34.图5是本发明实施例中一种刀具安装桥位第五种实施方式的结构示意图;
35.图6是本发明实施例对应的现有技术的结构示意图;
36.图7是本发明实施例中刀具安装桥位的加工流程示意图a;
37.图8是本发明实施例中刀具安装桥位的加工流程示意图b;
38.图9是本发明实施例中刀具安装桥位的加工流程示意图c。
具体实施方式
39.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
40.参见图1至图9,依据本发明的另一个方面,本发明实施例提供依据本发明的一个方面,提供一种刀具安装桥位,包括:
41.桥位块1,其设置在刀槽中,能够卡入刀具上的避空位并定位所述刀具;
42.其中,所述桥位块1至少与所述刀槽2的一侧壁面连接;
43.所述桥位块1为加工所述刀槽2时留下的待切削块。
44.具体地,本刀具安装桥位,通过桥位块1的设置,卡入刀具3上的避空位31并定位刀具3;由于桥位块1为加工所述刀槽2时留下的待切削块,桥位块1实际是与刀槽2是一体的,也就是配置此刀槽2的工件4(一般为刀模),与所述桥位块1一体,进而工件4能够提供给所述刀槽2足够的刚性支撑;
45.而避空位31即在刀具3上设置的左、右边及上边能与所述桥位块1的左、右边及上边同时贴合的空缺位;
46.当刀具3安装在刀槽2中,且桥位块1卡入所述避空位31时,桥位块1作用在刀具3上能起到类似加强筋的刚性加强及稳定刀具3结构的作用,有效避免刀具3因刚度不足而引起的局部变形;同时,桥位块1能够分担刀具3加工时刀槽2两侧的作用力,降低刀具3水平方向偏移的风险。因此,本刀具安装桥位,解决了市场缺乏一种能够提升刀具3刚度及增强刀缝对于刀具3的定位稳定性的结构的问题。
47.优选的,所述桥位块1为所述刀槽2在通过圆盘锯片加工时留下的待切削块。
48.具体地,圆盘锯片在加工长条状的刀槽2时,具有加工范围宽、所需进刀次数少、并且在特定的圆盘锯片规格范围内加工稳定性高等优点;
49.本实施例的圆盘锯片的线缝长度选取30至120mm;
50.优选的,本实施例中圆盘锯片的直径尺寸选取40至70mm。
51.优选的,所述桥位块1延伸于所述刀槽2的内侧前、后壁面。
52.具体地,内侧前、后壁面同时对桥位块1提供支撑力和刚性增强,有效提供桥位块1的刚度,避免桥位块1的变形。
53.优选的,所述桥位块1设置在所述刀槽2的水平对称中心线上;
54.所述桥位块1自身相对于所述刀槽2的水平对称中心线对称。
55.具体地,所述桥位块1设置在所述刀槽2的水平对称中心线上,且所述桥位块1自身相对于所述刀槽2的水平对称中心线对称,其目的是,设置所述自身相对于所述刀槽2的水平对称中心线对称的桥位块1,能够给予插入的刀具3左右均衡的支撑。
56.在加工所述自身相对于所述刀槽2的水平对称中心线对称的桥位块1时,圆盘锯片垂直进刀,往左/右平移设定距离(也可以不平移),圆盘锯片退刀,往左/右平移设定距离,圆盘锯片再次垂直进刀;其中,圆盘锯片退刀后往左/右平移设定距离,使得刀槽2中存在未被切割的待切削块,则此处未加工处自然形成所述桥位块1。
57.进一步地,所述自身相对于所述刀槽2的水平对称中心线对称的桥位块1,其高度
与设置所述刀槽2的工件4(木板)的厚度相同,即所述自身相对于所述刀槽2的水平对称中心线对称的桥位块1的上端面与所述工件4的上端面处于同一水平面,所述自身相对于所述刀槽2的水平对称中心线对称的桥位块1的下端面与所述工件4的下端面处于同一水平面。
58.进一步地,可以在加工出所述桥位块1后通过锯条对桥位块1的两侧进行切割去除,并通过铣刀作清角处理(清角处理为清理锯片切割后残留的三角形位置),使得所述桥位块1呈长方体状,但需要增加无谓的工序,且不会带来更好的定位、结构加强效果。
59.参见图6,作为背景技术的延伸,是本技术技术方案的对比例;其在加工时,至少絮叨锯片、铣刀、锯条分别进行切割缝中余量,打孔、上或下铣、外框清角,清楚锯片切割后残留的待切削块的工序;效率慢、加工成本高,且由于采用多种刀具,在精度把控上更是费时费力。
60.可选的,所述桥位块1的数量为两个;
61.两个所述桥位块1相对于所述刀槽2的水平对称中心线对称设置。
62.具体地,两个所述桥位块1相对于所述刀槽2的水平对称中心线对称设置的桥位块1,能够给予刀片更分散的结构支撑、结构加强,那么对于刀具3的局部作用力便会下降,能进一步地降低刀具3局部变形以及水平方向偏移的风险。
63.进一步地,两个所述桥位块1可以是顶部位于所述刀槽2的竖直方向中心线上,也可以是两个所述桥位块1的中心位于所述刀槽2的竖直方向中心线上。
64.再者,在加工顶部位于所述刀槽2的竖直方向中心线上的两个所述桥位块1时,圆盘锯片垂直进刀,往左/右平移设定距离(也可以不平移),圆盘锯片退刀,往左/右平移设定距离,圆盘锯片再次垂直进刀;执行上述过程共进刀三次;其中,圆盘锯片退刀后往左/右平移设定距离,使得刀槽2中存在两个未被切割的待切削块,则此处未加工处自然形成两个所述桥位块1。
65.在加工中心位于所述刀槽2的竖直方向中心线上的两个所述桥位块1时,两圆盘锯片分别从上往下、从下往上垂直进刀,往左/右平移设定距离(也可以不平移),圆盘锯片退刀,往左/右平移设定距离,两圆盘锯片再次垂直进刀;执行上述过程共进刀三次;其中,圆盘锯片退刀后往左/右平移设定距离,使得刀槽2中存在两个未被切割的待切削块,则此处未加工处自然形成两个所述桥位块1。
66.优选的,所述桥位块1上设有相对于所述刀槽2的水平对称中心线对称的第一倾斜切割面。
67.优选的,所述桥位块1上设有至少一对相对于其自身的水平对称中心线对称的第二倾斜切割面。
68.优选的,所述桥位块1上设有一对相对于其自身的水平对称中心线对称的竖直切割面。
69.具体地,所述竖直切割面可以是通过圆盘锯片切削,也可以是通过铣刀铣削。
70.依据本发明的另一个方面,提供一种新型刀槽2,包括:
71.刀槽2,其凹陷地设置在工件4的上端面;
72.如上任一所述的刀具安装桥位,其设置在所述刀槽2中且与所述刀槽2的内侧前、后壁面连接。
73.优选的,所述刀槽2的内侧左、右壁面上设置有刀具辅助定位块;
74.所述刀具辅助定位块为所述刀槽2在通过圆盘锯片加工时留下的待清角块。
75.依据本发明的另一个方面,提供一种刀具安装桥位的加工方法,包括:
76.固定待加工工件4;
77.圆盘锯片从上方向所述工件4垂直进刀若干次;
78.在所述圆盘锯片从上方向所述工件4垂直进刀若干次的同时,所述圆盘锯片从左往右或从右往左移动,以加工出能够放置刀具3的刀槽2;
79.其中,所述圆盘锯片进刀的间隙致使所述刀槽2中未被切削的部分,形成能够卡入刀具3上的避空位31并定位所述刀具3的桥位块1。
80.具体地,通过该刀具安装桥位的加工方法实施对刀具安装桥位的加工,实质上,其为刀槽2的加工,利用刀槽2加工的原理,调整其工序,使得刀槽2中存在未被去除的切削位,形成本刀具安装桥位;无需铣削、清角等步骤,其效率甚至比单独切割刀槽2还要快。从而大幅提高了生产效率,并且同时解决了市场缺乏一种能够提升刀具3刚度及增强刀缝对于刀具3的定位稳定性的结构的问题。
81.可以在加工出所述桥位块1后通过锯条对桥位块1的两侧进行切割去除,并通过铣刀作清角处理(清角处理为清理锯片切割后残留的三角形位置),使得所述桥位块1呈长方体状,但需要增加无谓的工序,且不会带来更好的定位、结构加强效果。
82.进一步地,为了更好的排屑,也可以在加工刀槽2前,先对工件4的下端面对应刀槽2的加工位置先铣出下铣槽41,然后再进行刀槽2的加工,圆盘锯片在进刀转动时,产生的废屑直接从下铣槽41甩出,有助于加工精度的提升。其中,所述下铣槽通过下铣刀进行加工,主要提升了加工效率,及改变桥位的形状、结构。
83.优选的,在圆盘锯片从上方向所述工件4垂直进刀若干次时,还包括:
84.两圆盘锯片分别从上、下方向同时向所述工件4垂直进刀若干次。
85.在加工时,分为以下三种情况:
86.其一,加工所述自身相对于所述刀槽2的水平对称中心线对称的桥位块1;
87.圆盘锯片从上往下或从下往上垂直进刀,往左/右平移设定距离(也可以不平移),圆盘锯片退刀,往左/右平移设定距离,圆盘锯片再次垂直进刀,圆盘锯片切削完毕后退刀,完成刀槽2及桥位块1的加工;其中,圆盘锯片退刀后往左/右平移设定距离,使得刀槽2中存在未被切割的待切削块,则此处未加工处自然形成所述桥位块1。
88.其二,加工顶部位于所述刀槽2的竖直方向中心线上的两个所述桥位块1;
89.圆盘锯片从上往下或从下往上垂直进刀,往左/右平移设定距离(也可以不平移),圆盘锯片退刀,往左/右平移设定距离,圆盘锯片再次垂直进刀;循环执行上述过程使其共进刀三次,第三次进刀完成切削后退刀,完成刀槽2及桥位块1的加工;其中,圆盘锯片退刀后往左/右平移设定距离,使得刀槽2中存在两个未被切割的待切削块,则此处未加工处自然形成两个所述桥位块1。
90.其三,加工中心位于所述刀槽2的竖直方向中心线上的两个所述桥位块1;
91.两圆盘锯片分别从上往下、从下往上垂直进刀,往左/右平移设定距离(也可以不平移),圆盘锯片退刀,往左/右平移设定距离,两圆盘锯片再次垂直进刀;循环执行上述过程使其共进刀三次,第三次进刀完成切削后退刀;其中,圆盘锯片退刀后往左/右平移设定距离,使得刀槽2中存在两个未被切割的待切削块,则此处未加工处自然形成两个所述桥位
块1。
92.本发明结构设计合理巧妙,通过桥位块1的设置,卡入刀具3上的避空位31并定位刀具3;由于桥位块1为加工所述刀槽2时留下的待切削块,桥位块1实际是与刀槽2是一体的,进而工件4能够提供给所述刀槽2足够的刚性支撑;桥位块1作用在刀具3上能起到类似加强筋的刚性加强及稳定刀具3结构的作用,有效避免刀具3因刚度不足而引起的局部变形;同时,桥位块1能够分担刀具3加工时刀槽2两侧的作用力,降低刀具3水平方向偏移的风险。其次,结合本刀具安装桥位的加工方法实施对刀具安装桥位的加工,通过该刀具安装桥位的加工方法实施对刀具安装桥位的加工,实质上,其为刀槽2的加工,利用刀槽2加工的原理,调整其工序,使得刀槽2中存在未被去除的切削位,形成本刀具安装桥位;无需铣削、清角等步骤,其作业时间比单独切割刀槽2更少。从而大幅提高了生产效率,并且同时解决了市场缺乏一种能够提升刀具3刚度及增强刀缝对于刀具3的定位稳定性的结构的问题。
93.本领域普通技术人员可以意识到,结合本文中所公开的实施例描述的各示例的单元及算法步骤,能够以电子硬件、计算机软件或者二者的结合来实现,为了清楚地说明硬件和软件的可互换性,在上述说明中已经按照功能一般性地描述了各示例的组成及步骤。这些功能究竟以硬件还是软件方式来执行,取决于技术方案的特定应用和设计约束条件。专业技术人员可以对每个特定的应用来使用不同方法来实现所描述的功能,但是这种实现不应认为超出本发明的范围。
94.所属领域的技术人员可以清楚地了解到,为了描述的方便和简洁,上述描述的系统、装置和单元的具体工作过程,可以参考前述方法实施例中的对应过程,在此不再赘述。
95.在本技术所提供的几个实施例中,应该理解到,所揭露的系统、装置和方法,可以通过其它的方式实现。例如,以上所描述的装置实施例仅仅是示意性的,例如,所述单元的划分,仅仅为一种逻辑功能划分,实际实现时可以有另外的划分方式,例如多个单元或组件可以结合或者可以集成到另一个系统,或一些特征可以忽略,或不执行。另外,所显示或讨论的相互之间的耦合或直接耦合或通信连接可以是通过一些接口、装置或单元的间接耦合或通信连接,也可以是电的,机械的或其它的形式连接。
96.所述作为分离部件说明的单元可以是或者也可以不是物理上分开的,作为单元显示的部件可以是或者也可以不是物理单元,即可以位于一个地方,或者也可以分布到多个网络单元上。可以根据实际的需要选择其中的部分或者全部单元来实现本发明实施例方案的目的。
97.本发明中应用了具体实施例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。