1.本发明涉及切削加工的技术领域,更具体地说,本发明涉及一种高强度合金碎粒锯片。
背景技术:
2.以硬质合金碎粒为硬质切削相的合金碎粒锯片已经开发并应用于市场,但目前其应用领域主要局限于木材、塑胶以及塑料等硬度较低的材质的切割、打磨等加工;如果将其应用于混凝土、水泥等高硬度材质的加工,往往会导致硬质合金碎粒的崩裂和脱落飞出,不仅导致合金碎粒锯片寿命的降低,而且在加工时,容易对周边的人员安全构成威胁。另外,在现有技术中,为了保证硬质合金碎粒锯片中胎体材料与硬质合金碎粒的粘结性,通常胎体金属粉末中ni的含量较高,甚至采用ni基的胎体金属粉末,导致成本显著增加;同时为了保证硬质合金碎粒刀头与圆盘基体的结合强度,通常采用将硬质合金碎粒刀头坯体与圆盘基体一体真空钎焊成型,导致生产效率较低。
技术实现要素:
3.为解决现有技术中存在的上述技术问题,本发明的目的在于提供一种高强度合金碎粒锯片。
4.本发明的第一方面涉及一种高强度合金碎粒锯片,包括圆盘钢基体,其特征在于:圆盘钢基体外圆周上通过激光焊接固定有多个硬质合金碎粒刀头,所述硬质合金碎粒刀头包括刀头本体和位于所述刀头本体内侧其用于与所述圆盘钢基体结合的过渡层,所述过渡层的原料组成为fe:45
‑
60wt.%,mn:2
‑
5wt.%,余量为铜和不可避免的杂质。
5.其中,所述过渡层的原料组成中c的含量<0.10wt.%。
6.其中,所述过渡层的厚度为1.0~2.0mm。
7.其中,所述硬质合金碎粒刀头通过冷压加工成坯材,并且热压烧结成型,热压烧结温度为960~1050℃,压力为270~330kg/cm2;优选热压烧结温度为1000℃,压力为310kg/cm2;热压保温时间优选为3~10min。
8.其中,所述刀头本体的原料组成为:铜15
‑
35wt.%,铁20
‑
45wt.%,镍3
‑
8wt.%,锡3
‑
9wt.%,锌2
‑
12wt.%,锰2
‑
10wt.%,碳化钨10
‑
20wt.%,液体石蜡0.1
‑
1%,硬质合金碎粒1
‑
2.1wt.%;优选地,铜17
‑
32wt.%,铁25
‑
42wt.%,镍4
‑
6wt.%,锡4
‑
5wt.%,锌4
‑
11wt.%,锰3
‑
7wt.%,碳化钨11
‑
19wt.%,液体石蜡0.3
‑
0.8wt.%,硬质合金碎粒1.3
‑
1.9wt.%;更优选地,铜17
‑
24wt.%,铁35
‑
42wt.%,镍4
‑
6wt.%,锡4
‑
5wt.%,锌4
‑
9wt.%,锰3
‑
6wt.%,碳化钨11
‑
15wt.%,液体石蜡0.3
‑
0.8wt.%,硬质合金碎粒1.1
‑
1.5wt.%。
9.其中,所述过渡层的原料组成为fe:45
‑
55wt.%,mn:2
‑
4wt.%,余量为铜和不可避免的杂质。
10.其中,所述圆盘钢基体的厚度为0.5~4.0mm,而所述硬质合金碎粒刀头的厚度大于圆盘钢基体的厚度,所述硬质合金碎粒刀头的厚度为圆盘钢基体的厚度的1.2~2.0倍,
优选为1.3~1.6倍。
11.其中,所述硬质合金碎粒为lg8,其成分为92wt%wc 6wt%co 2wt%ni,粒度为250~425μm。
12.本发明的第二方面还涉及上述高强度合金碎粒锯片的制备方法,其特征在于包括以下步骤:
13.4.基体加工:
14.激光切割圆盘钢基体,然后打磨平整;
15.5.硬质合金碎粒刀头制备:
16.将刀头本体的原料按比例混合均匀、烘干,然后对原料进行称重,装模后冷压成型;过渡层原料均匀混合后冷压成型,其中过渡层原料为铁45
‑
60wt.%,锰2
‑
5wt.%,余量为铜和不可避免的杂质;将冷压成型后的刀头本体内侧设置1
‑
2mm厚过渡层,通过热压烧结将刀头本体与过渡层连接在一起,经砂轮砂带打磨制作成所述硬质合金碎粒刀头;
17.6.激光焊接:
18.将硬质合金碎粒刀头设置在圆盘钢基体周围相应位置上,将激光焊接机的光点调整到刀头与圆盘钢基体合适的位置,启动激光焊接机焊接,使硬质合金碎粒刀头和圆盘钢基体焊接在一起;
19.4.打磨、喷漆、检验:
20.然后用砂轮打磨硬质合金碎粒刀头的工作面,用磨光机打磨圆盘钢基体表面,然后进行表面喷漆,烘干,最后对每个合金刀头进行焊接强度检测,合格后印刷包装入库。
21.与现有技术相比,本发明的高强度合金碎粒锯片具有以下有益效果:
22.(1)圆盘基体与合金碎粒刀头的焊接强度高,保证了制备工艺的高合格率;
23.(2)圆盘基体厚度小于合金碎粒刀头厚度,有利于降低能耗;
24.(3)切割性能更稳定、使用寿命更长,简单实用,尤其适用于沥青路面的剥离,且操作安全性好。
25.本发明的第三方面还涉及上述高强度合金碎粒锯片的用途,其特征在于用于沥青路面的剥离;其中所述圆盘钢基体的直径为100~200mm。
附图说明
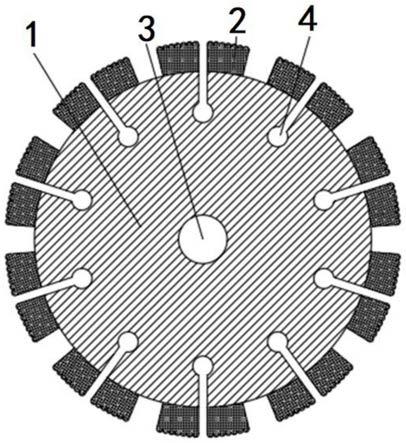
26.图1为本发明的高强度合金碎粒锯片的平面结构示意图。
27.图2为本发明的高强度合金碎粒锯片的剖视结构示意图。
具体实施方式
28.以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。在下列段落中参照附图以举例方式更具体地描述本发明。根据下面说明和权利要求书,本发明的优点和特征将更清楚。需说明的是,附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施例的目的。
29.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相
关的所列项目的任意的和所有的组合。
30.请参阅图1~2,本发明的高强度合金碎粒片,包括圆盘基体1,圆盘基体1外圆周上固定连接有多个的合金刀头2,圆盘基体1圆周表面径向均匀设有多个排屑槽4,多个排屑槽4分别位于两两合金刀头2之间,圆盘基体1中间位置处设有安装孔3。
31.在本发明中,按重量百分含量计,合金刀头2的原料组成如下:铜15
‑
35%,铁20
‑
45%,镍3
‑
8%,锡3
‑
9%,锌2
‑
12%,锰2
‑
10%,碳化钨10
‑
20%,液体石蜡0.1
‑
1%,硬质合金碎粒1
‑
2.1%。在本发明的合金刀头原料中,镍的含量较低,但本发明通过在铜铁基质中,配置适量的锌和锰与锡一起烧结能够保证在热压烧结条件下进行致密化烧结且能够保证硬质合金碎粒的浸润和粘结,能够大大较少加工时硬质合金颗粒的崩落弹出,保证人员安全;而碳化钨的加入能够保证合金胎体的硬度以与待加工的硬质材料例如沥青路面的相匹配,提高加工效率和使用寿命。
32.作为优选地,按重量百分含量计,合金刀头2优选的原料组成如下:铜17
‑
32%,铁25
‑
42%,镍4
‑
6%,锡4
‑
5%,锌4
‑
11%,锰3
‑
7%,碳化钨13
‑
19%,液体石蜡0.3
‑
0.8%,硬质合金碎粒1.3
‑
1.9%。
33.在本发明中,合金刀头2采用激光焊接在圆盘基体1的外径上。图中,多个排屑槽4数量为10个,每个排屑槽4底部为圆形,开口部为u形。圆盘基体1的直径为100~200mm,圆盘基体1的厚度为0.5~4.0mm,合金刀头的厚度优选大于所述圆盘基体1的厚度,所述合金刀头的厚度例如可以为所述圆盘基体1的厚度的1.2~2.0倍,例如可以为1.3~1.6倍,将合金刀头的厚度设置为大于圆盘基体1的厚度,从而可以降低圆盘基体的厚度,从而可以降低加工时的能耗。排屑槽4底部的内径为5mm
‑
6mm,排屑槽4开口部内径为3mm
‑
4mm。每个合金刀头2的大小形状均相同,每个合金刀头2的外边缘曲率与圆盘基体1的外边缘曲率相同。圆盘基体1的材质为碳钢,例如65锰。为了保证合金碎粒刀头与圆盘基体之间的激光焊接抗弯强度,所述合金刀头2的内侧设置有过渡层,所述过渡层的厚度为1.0~2.0mm,过渡层的原料组成为铁45
‑
60wt.%,锰2
‑
5wt.%,余量为铜和不可避免的杂质。在本发明中,锰的加入保证了激光焊接的焊缝质量,当锰的加入量不足2wt.%时,容易产生气孔,导致致密性不足;而如果锰的加入量超过5wt.%将可能导致脆性相的生成,导致强度降低;由于原料铁中一般含有碳,过渡层的原料中,碳的含量应小于0.10wt.%,否则将导致抗弯强度显著下降。
34.在本发明中,所述合金刀头2中硬质合金碎粒的成分为lg8,市售的lg8(成分为92wt%wc 6wt%co 2wt%ni),硬质合金碎粒的粒度为250~425μm。
35.本发明的高强度合金碎粒片制备工艺包括如下步骤:
36.7.基体加工:
37.根据图纸要求,激光切割圆盘基体1,然后打磨平整;
38.8.合金刀头2制备:
39.将合金刀头原料按比例混合均匀后,将原料进行烘干,烘干之后对原料进行称重,称完重将原料进行装模后冷压成型;过渡层原料均匀混合后冷压成型,其中过渡层原料为铁45
‑
60wt.%,锰2
‑
5wt.%,其余量为铜;将冷压成型后的合金刀头内侧设置1
‑
2mm厚过渡层,通过热压烧结将合金刀头与过渡层连接在一起,经砂轮砂带打磨制作成带有过渡层的合金刀头,其中热压烧结的烧结温度为960~1050℃,压力为270~330kg/cm2;优选为1000℃,压力310kg/cm2,保温时间3分钟;
40.3.激光焊接:
41.将合金刀头2按图纸要求放在圆盘基体1周围相应位置上,将激光焊接机的光点调整到刀头与基体合适的位置,启动激光焊接机焊接,使刀头和基体在激光穿透的瞬间焊接在一起;焊接工艺参数为:采用激光器进行双面激光焊,焊接温度800℃,激光光斑直径0.3mm,激光功率700
‑
730w,焊接速度10
‑
16mm/s;保护气体为氩气,保护气流量0.5l/min,离焦量1.2
‑
1.8mm,激光束偏向基体一侧,偏移量为0.2
‑
0.4mm,激光入射角12
‑
14
°
,焊缝宽度1
‑
1.3mm,穿透深度2
‑
2.4mm;
42.4.打磨、喷漆、检验:
43.然后用砂轮打磨合金刀头2的工作面,用磨光机打磨圆盘基体1表面光亮,然后进行表面喷漆,烘干,以防止表面生锈,最后对每个合金刀头进行焊接强度检测,合格后印刷包装入库。
44.实施例1
45.本实施例的高强度合金碎粒锯片的制造工序如下:
46.1.基体加工:根据图纸要求,激光切割圆形基体1,然后打磨平整;
47.2.合金刀头2制备:取铜粉2.3kg、铁3.55kg、镍0.64kg、锌0.84kg、锡0.72kg、锰0.6kg、碳化钨1.1kg,放入混料桶中混30分钟后,添加液体石蜡0.1kg,硬质合金碎粒0.15kg继续混料3小时后将粉料灌入模具中冷压成型;
48.过渡层原料为fe50wt.%、mn4wt.%、cu余量,原料中c含量<0.10wt.%,过渡层原料均匀混合后冷压成型;
49.将冷压成型后的合金刀头内侧设置1.5mm厚过渡层,通过热压烧结将合金刀头与过渡层连接在一起,经砂轮砂带打磨制作成带有过渡层的合金刀头,其中热压烧结的烧结温度为1000℃,压力310kg/cm2,保温时间3分钟;
50.3.激光焊接:将合金刀头2按图纸要求放在圆形基体1周围相应位置上,将激光焊接机的光点调整到刀头与基体合适的位置,启动激光焊接机焊接,使刀头和基体在激光穿透的瞬间焊接在一起;焊接工艺参数为:采用激光器进行双面激光焊,激光光斑直径0.3mm,激光功率710w,焊接速度12mm/s;保护气体为氩气,保护气流量0.5l/min,离焦量1.3mm,激光束偏向基体一侧,偏移量为0.2mm,激光入射角12
°
,焊缝宽度1.1mm,穿透深度2mm;
51.4.打磨、喷漆、检验:然后用砂轮打磨合金刀头(2)的工作面,用磨光机打磨圆形基体(1)表面光亮,然后进行表面喷漆,烘干,以防止表面生锈,最后对每个合金刀头进行焊接强度检测,合格后印刷包装入库。
52.经检测,激光焊缝的抗弯强度2245mpa,大于基体的抗弯强度,测试时基体断裂,焊缝完好。
53.实施例2
54.本实施例的合金碎粒片锯片的制造工序如下:
55.1.基体加工:根据图纸要求,激光切割圆形基体1,然后打磨平整;
56.2.合金刀头2制备:取铜粉2.21kg、铁3.69kg、镍0.59kg、锌0.86kg、锡0.7kg、锰0.59kg、碳化钨1.11kg,放入混料桶中混30分钟后,添加液体石蜡0.09kg,硬质合金碎粒0.16kg继续混料3小时后将粉料灌入模具中冷压成型;
57.过渡层原料为fe50wt.%、mn3wt.%、cu余量,原料中c含量<0.10wt.%,过渡层原
料均匀混合后冷压成型;
58.将冷压成型后的合金刀头内侧设置1.5mm厚过渡层,通过热压烧结将合金刀头与过渡层连接在一起,经砂轮砂带打磨制作成带有过渡层的合金刀头,其中热压烧结的烧结温度为1000℃,压力310kg/cm2,保温时间3分钟;
59.3.激光焊接:将合金刀头2按图纸要求放在圆形基体1周围相应位置上,将激光焊接机的光点调整到刀头与基体合适的位置,启动激光焊接机焊接,使刀头和基体在激光穿透的瞬间焊接在一起;焊接工艺参数为:采用激光器进行双面激光焊,激光光斑直径0.3mm,激光功率720w,焊接速度6mm/s;保护气体为氩气,保护气流量0.5l/min,离焦量1.8mm,激光束偏向基体一侧,偏移量为0.4mm,激光入射角14
°
,焊缝宽度1mm,穿透深度2.4mm;
60.4.打磨、喷漆、检验:然后用砂轮打磨合金刀头2的工作面,用磨光机打磨圆形基体1表面光亮,然后进行表面喷漆,烘干,以防止表面生锈,最后对每个合金刀头进行焊接强度检测,合格后印刷包装入库。
61.经检测,激光焊缝的抗弯强度2240mpa,大于基体的抗弯强度,测试时基体断裂,焊缝完好。
62.对比例1
63.本对比例的高强度合金碎粒锯片的制造工序如下:
64.1.基体加工:根据图纸要求,激光切割圆形基体1,然后打磨平整;
65.2.合金刀头2制备:取铜粉2.3kg、铁3.55kg、镍0.64kg、锌0.84kg、锡0.72kg、锰0.6kg、碳化钨1.1kg,放入混料桶中混30分钟后,添加液体石蜡0.1kg,硬质合金碎粒0.15kg继续混料3小时后将粉料灌入模具中冷压成型;
66.过渡层原料为低碳铁粉50wt.%、mn4wt.%、cu余量,其中的低碳铁粉中的碳含量为0.25wt%的低碳钢,过渡层原料均匀混合后冷压成型;
67.将冷压成型后的合金刀头内侧设置1.5mm厚过渡层,通过热压烧结将合金刀头与过渡层连接在一起,经砂轮砂带打磨制作成带有过渡层的合金刀头,其中热压烧结的烧结温度为1000℃,压力310kg/cm2,保温时间3分钟;
68.3.激光焊接:将合金刀头2按图纸要求放在圆形基体1周围相应位置上,将激光焊接机的光点调整到刀头与基体合适的位置,启动激光焊接机焊接,使刀头和基体在激光穿透的瞬间焊接在一起;焊接工艺参数为:采用激光器进行双面激光焊,激光光斑直径0.3mm,激光功率710w,焊接速度12mm/s;保护气体为氩气,保护气流量0.5l/min,离焦量1.3mm,激光束偏向基体一侧,偏移量为0.2mm,激光入射角12
°
,焊缝宽度1.1mm,穿透深度2mm;
69.4.打磨、喷漆、检验:然后用砂轮打磨合金刀头(2)的工作面,用磨光机打磨圆形基体(1)表面光亮,然后进行表面喷漆,烘干,以防止表面生锈,最后对每个合金刀头进行焊接强度检测,合格后印刷包装入库。
70.经检测,激光焊缝的抗弯强度为960mpa。
71.对比例2
72.本对比例的合金碎粒锯片的制造工序如下:
73.1.基体加工:根据图纸要求,激光切割圆形基体1,然后打磨平整;
74.2.合金刀头2制备:取铜粉2.21kg、铁3.69kg、镍0.59kg、锌0.86kg、锡0.7kg、锰0.59kg、碳化钨1.11kg,放入混料桶中混30分钟后,添加液体石蜡0.09kg,硬质合金碎粒
0.16kg继续混料3小时后将粉料灌入模具中冷压成型;
75.过渡层原料为fe50wt.%、cu余量,原料中c含量<0.10wt.%,过渡层原料均匀混合后冷压成型;
76.将冷压成型后的合金刀头内侧设置1.5mm厚过渡层,通过热压烧结将合金刀头与过渡层连接在一起,经砂轮砂带打磨制作成带有过渡层的合金刀头,其中热压烧结的烧结温度为1000℃,压力310kg/cm2,保温时间3分钟;
77.3.激光焊接:将合金刀头2按图纸要求放在圆形基体1周围相应位置上,将激光焊接机的光点调整到刀头与基体合适的位置,启动激光焊接机焊接,使刀头和基体在激光穿透的瞬间焊接在一起;焊接工艺参数为:采用激光器进行双面激光焊,激光光斑直径0.3mm,激光功率720w,焊接速度6mm/s;保护气体为氩气,保护气流量0.5l/min,离焦量1.8mm,激光束偏向基体一侧,偏移量为0.4mm,激光入射角14
°
,焊缝宽度1mm,穿透深度2.4mm;
78.4.打磨、喷漆、检验:然后用砂轮打磨合金刀头2的工作面,用磨光机打磨圆形基体1表面光亮,然后进行表面喷漆,烘干,以防止表面生锈,最后对每个合金刀头进行焊接强度检测,合格后印刷包装入库。
79.经检测,激光焊缝的抗弯强度1050mpa。
80.本发明制备的合金碎粒锯片转动时,硬质合金碎粒刀头可直接将沥青路面破损的地方直接把它打磨掉,之后就可在打磨掉的沥青路面上面再重新进行沥青铺设,而且该合金碎粒片强度更高,对于沥青路面的剥离性能更佳,切割性能更稳定,而且显著减少了硬质合金碎粒的脱落崩出,经对于圆盘基体直径为200mm,合金刀头数量为20个的硬质合金碎粒锯片,在对沥青路面操作时,观察统计显示:硬质合金碎粒脱落崩出的概率小于2个/10个锯片,大大优于同等规格条件下的ni基或高ni含量的合金碎粒锯片,大大降低了操作人员的安全风险。
81.对于本领域的普通技术人员而言,具体实施例只是对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思及技术方案进行的各种非实质性的改进,均在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。