1.本发明涉及木衣架仿形加工技术领域,特别是一种自动化木衣架仿形加工系统。
背景技术:
2.衣架产业是典型的资源密集、劳动密集、低附加值的出口导向型产业,一般工艺流程为:压刨——断料——齐边——精细磨光——打榫——画线——带锯——齐尾——仿型——合衣架。木衣架的主体可以由单板单独成型,也可以由两段或段段榫接成型,两段或段段榫接成型的好处在于木料大小选择更加丰富,而单板成型则不需要原料木材足够大,目前国内的经济目前显然不适合这样加工或成本过大。对于西装用的木衣架而言,多采用3段或5段木料榫接成型,其原因在于西装用木衣架形状较一般木衣架要求更高,具体在:西装用木衣架更加宽厚,西装用木衣架两末端更加复杂非自对称形状。故而在实际生产中,西装用木衣架在两末端的加工中多采用带锯大致成型然后进行人工打磨出具体形状,并且打磨环节也是采用人工进行打磨。
3.专利201811403775.8一种木衣架仿形加工装置,包括机架、平移机构、压料机构、刀具总成、切割驱动机构,所述的机架的顶部设有安装顶板,所述的安装顶板上沿其前后方向设有平移机构,所述的压料机构设有两组,两组压料机构之间通过连接板连接,所述的连接板安装于平移机构上,在平移机构驱动下沿安装顶板的前后方向移动,同时带动两组压料机构做同步运动;所述的机架前部的左右两侧上分别设有一组刀具总成,所述的刀具总成与压料机构相对应,对压料机构上固定的工件进行加工;所说的切割驱动机构通过传动装置与两组刀具总成连接,驱动同步两组刀具总成工作。但是该方案加工效率低、不能适用于西装用木衣架加工,因此需要一种满足复杂木衣架自动化加工的木衣架仿形加工系统。
技术实现要素:
4.本发明的发明目的是,针对上述问题,提供一种自动化木衣架仿形加工系统,通过设置工件夹持组能够实现对多个代加工的木衣架工件进行加工,且能够对该木衣架工件进行旋转调节,也满足仿形加工打磨的需要。
5.为达到上述目的,本发明所采用的技术方案是:
6.一种自动化木衣架仿形加工系统,
7.输送台,所述输送台上设有用于放置工件的输送带,所述输送带至少包括一段用于水平直线输送的工作输送段,输送带上设有对应工件夹持装置安装的安装结构;
8.工件夹持组,工件夹持组设置在所述输送台的输送带上且沿输送带方向间隔布置,所述工件夹持组包括夹持台体、夹持座、调节杆和调节电机,所述夹持台体沿输送带输送方向设置,所述夹持台体端面上设有用于安装所述夹持座的安装凹槽,安装凹槽沿夹持台体长度方向均匀间隔设置,所述夹持台体下部内设有调节腔室,所述调节腔室与所述安装凹槽贯通;所述夹持座转动安装在安装凹槽上;所述夹持座上部设有用于对工件卡位的卡槽,且沿卡槽两侧分别设置有支撑板,所述支撑板上端面与卡槽底面形成对应工件底部
轮廓的曲面;所述夹持座下部呈蜗轮结构;所述调节杆设置在所述调节腔室内并与夹持台体旋转连接,所述调节杆为蜗杆结构且与同一夹持台体中的所述夹持座下部均形成蜗轮蜗杆传动;所述调节电机设置在夹持台体一端并与调节杆同轴连接;
9.通过调节电机带动调节杆正反旋转,以使得夹持座相对夹持台体长度方向前后往复转动。
10.仿形机构,包括至少一组仿形刀具组件和至少一组磨具组件,所述仿形刀具组件和磨具组件沿输送台输送方向依次设置,每组仿形刀具组件和磨具组件分别相对输送带对称设置;
11.控制器,所述控制器连接控制输送台、调节电机、仿形刀具组件和磨具组件,在输送台将工件夹持组移动对应仿形刀具组件处时,控制器控制输送台停止移动,以使得仿形刀具组件在控制器控制下对工件进行仿形加工;在输送台将工件夹持组移动对应磨具组件处时,控制器控制输送台不停止移动,同时控制器控制调节电机旋转,以使得工件在往复摆动中接触磨具组件。
12.优选的,所述夹持座的安装凹槽上安装有用于工件夹紧的夹紧组件。
13.优选的,所述夹持座的回摆角度范围是120
°‑
150
°
。
14.优选的,所述夹持台体的宽度不大于工件长度的二分之一。
15.优选的,所述工件为多段合榫的待仿形打磨的衣架或一体成型式衣架。
16.优选的,所述仿形刀具组件包括安装在机架上的刀具,所述刀具包括旋转刀具、调节块和刀轴,所述旋转刀具为仿形刀具,所述旋转刀具套设在刀轴上且旋转刀具之间设置有调节块,所述旋转刀具间隔距离与工件间隔距离相等;所述机架能够将控制刀具相对工件垂直移动及相对工件长度方向移动,且完成对工件接触加工。
17.优选的,所述磨具组件包括打磨带,所述打磨带对应工件一段沿工件移动方向设置并且长度为夹持台体长度的1.5
‑
3倍。
18.优选的,所述打磨带对应工件一段的端面的位置及高度设置由工件的仿形件通过仿形机构进行引导设置。
19.优选的,所述仿形件为不锈钢材质的工件的完成品作为仿形靠模。
20.由于采用上述技术方案,本发明具有以下有益效果:
21.本发明通过在输送带上设置工件夹持组能够实现对多个代加工的木衣架工件进行夹持,工件夹持组能够对该木衣架工件进行旋转调节,这样木衣架工件上端两侧的棱角端面能够进行加工。通过在输送台两侧设置仿形刀具组件和组磨具组件能够同时对木衣架工件两端进行同步加工。
附图说明
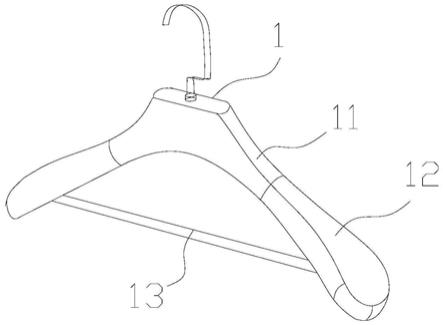
22.图1是现有木衣架成品示意图。
23.图2是待加工的木衣架工件示意图。
24.图3是本发明整体功能结构示意图。
25.图4是本发明工件夹持组安装示意图。
26.图5是图4中a
‑
a截面示意图。
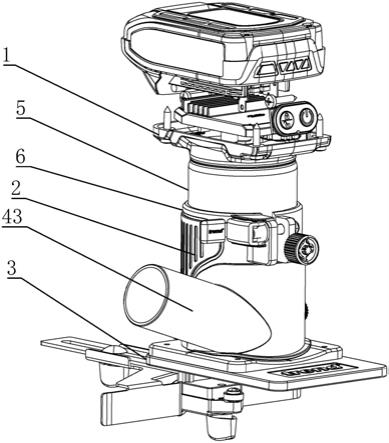
27.图6是本发明仿形刀具组件加工示意图。
28.图7是本发明磨具组件加工示意图。
29.图8是本发明仿形刀具组件结构示意图。
30.附图中,1
‑
衣架、11
‑
中间段、12
‑
两肩段、13
‑
横杆、2
‑
输送台、3
‑
输送带、4
‑
工件夹持组、41
‑
夹持台体、42
‑
安装凹槽、43
‑
调节腔室、44
‑
夹持座、45
‑
调节杆、46
‑
支撑板、47
‑ꢀ
调节电机、5
‑
仿形刀具组件、6
‑
磨具组件、7
‑
机架、71
‑
旋转刀具、72
‑
刀轴。
具体实施方式
[0031][0032]
以下结合附图对发明的具体实施进一步说明。
[0033]
如图1
‑
2所示,公开了现有技术的木衣架立体结构,这种衣架1一般作为高档衣架,可满足西服等服饰挂晾需求,其特点是衣架1的架体宽大及衣架1两端部圆润、厚大,避免由于衣架1细条造成衣服存在挂晾折痕或衣服在挂晾时过于垮塌。同样的,这种衣架1较一般加工工艺复杂,轮廓复杂,目前多使用人工进行仿形加工及打磨。
[0034]
目前,对于图2中木衣架1的架体一般采用三段拼接结构,包括中间段11、两肩段12,在仿形及打磨后在两肩段12之间加设横杆13。加工顺序为先对三段分别下料等加工,然后三段拼接,进行仿形加工、打磨。
[0035]
如图3
‑
8公开了一种自动化木衣架1仿形加工系统,可用于对图2中木衣架1的架体进行仿形加工。该系统包括输送台12、工件夹持组4、仿形机构和控制器。
[0036]
其中,输送台12上设有用于放置工件的输送带3,所述输送带3至少包括一段用于水平直线输送的工作输送段,输送带3上设有对应工件夹持装置安装的安装结构。
[0037]
工件夹持组4设置在所述输送台12的输送带3上且沿输送带3方向间隔布置。所述工件夹持组4包括夹持台体41、夹持座44、调节杆45和调节电机47。夹持台体41沿输送带3 输送方向设置,所述夹持台体41端面上设有用于安装所述夹持座44的安装凹槽42,安装凹槽42沿夹持台体41长度方向均匀间隔设置。所述夹持台体41下部内设有调节腔室43,所述调节腔室43与所述安装凹槽42贯通。所述夹持座44转动安装在安装凹槽42上。所述夹持座44上部设有用于对工件卡位的卡槽,且沿卡槽两侧分别设置有支撑板46,所述支撑板 46上端面与卡槽底面形成对应工件底部轮廓的曲面。所述夹持座44下部呈蜗轮结构。所述调节杆45设置在所述调节腔室43内并与夹持台体41旋转连接,所述调节杆45为蜗杆结构且与同一夹持台体41中的所述夹持座44下部均形成蜗轮蜗杆传动。所述调节电机47设置在夹持台体41一端并与调节杆45同轴连接。通过调节电机47带动调节杆45正反旋转,以使得夹持座44相对夹持台体41长度方向前后往复转动。
[0038]
仿形机构包括至少一组仿形刀具组件5和至少一组磨具组件6,所述仿形刀具组件5和磨具组件6沿输送台12输送方向依次设置,每组仿形刀具组件5和磨具组件6分别相对输送带3对称设置。
[0039]
控制器连接控制输送台12、调节电机47、仿形刀具组件5和磨具组件6,在输送台12 将工件夹持组4移动对应仿形刀具组件5处时,控制器控制输送台12停止移动,以使得仿形刀具组件5在控制器控制下对工件进行仿形加工;在输送台12将工件夹持组4移动对应磨具组件6处时,控制器控制输送台12不停止移动,同时控制器控制调节电机47旋转,以使得工件在往复摆动中接触磨具组件6。
[0040]
如图3所示,输送台12的输送带3包括一段用于水平直线输送的工作输送段。
[0041]
如图4
‑
5所示,工件夹持组4可以用于间隔设置夹持座44,每个夹持座44对应夹持一个待加工衣架1,安装凹槽42上安装有用于工件夹紧的夹紧组件。通过调节电机47带动调节杆45旋转,调节杆45和夹持座44下部成蜗轮蜗杆传动,这样调节杆45旋转带动多个夹持座44同步旋转,以使得夹持座44上待加工衣架1能够同步摆动,并且夹持座44的回摆角度范围是120
°‑
150
°
,这样待加工衣架1可以将放置状态下待加工衣架1的朝上的部分进行仿形加工。
[0042]
如图6和8所示,为仿形加工示意图,在该状态时,控制器控制输送台12停止移动,即将工件夹持组4停止在仿形刀具组件5处。控制器控制调节电机47旋转,以使得夹持座44 上待加工衣架1旋转一定角度,即将衣架1朝上部分先一侧棱角边正直朝上,仿形刀具组件 5由夹持座44正上方下落,然后接触衣架1进行加工,仿形刀具组件5移动路线是仿形刀具组件5安装的一侧移动,具体是沿衣架1棱角走向移动。
[0043]
具体的,仿形刀具组件5包括安装在机架7上的刀具,所述刀具包括旋转刀具71、调节块和刀轴72。旋转刀具71为仿形刀具,所述旋转刀具71套设在刀轴72上且旋转刀具71之间设置有调节块,所述旋转刀具71间隔距离与工件间隔距离相等。所述机架7能够将控制刀具相对工件垂直移动及相对工件长度方向移动,且完成对工件接触加工。
[0044]
机架7可以带动刀具上下移动、相对输送台12一侧水平来回移动,机架7具体结构可以参照现有二轴连动或三轴连动的移动平台。
[0045]
在完成一个棱角边加工后,控制器控制调节电机47反向旋转,将另一个一侧棱角边正直朝上,仿形刀具组件5重复加工步骤。
[0046]
由于需要加工的衣架1一般是对衣架1上部两侧棱角边进行大圆弧过渡加工,故控制器控制调节电机47正反向旋转,即可以满足衣架1上部面、两侧棱角边的加工。
[0047]
如图7所示,为打磨加工示意图,磨具组件6包括打磨带,所述打磨带对应工件一段沿工件移动方向设置并且长度为夹持台体41长度的1.5
‑
3倍。为打磨加工状态时,控制器控制输送台12继续移动,可以控制输送带3移动速度,控制器控制调节电机47不断正反旋转,以使得夹持座44上待加工衣架1回摆旋转,这样完成对衣架1上部的打磨加工。
[0048]
其中,所述夹持台体41的宽度不大于工件长度的二分之一。打磨带对应工件一段的端面的位置及高度设置由工件的仿形件通过仿形机构进行引导设置。仿形件为不锈钢材质的工件的完成品作为仿形靠模。
[0049]
这里还提供另一实施例。
[0050]
将夹持台体41安装在回转盘上,回转盘设置在输送带3上,并通过回转电机控制夹持台体41旋转。这样可以使得夹持台体41上的衣架1摆放方向可以由相对输送带3垂直切换到相对输送带3平行;这样便于切换新的加工模式。仿形刀具组件5设置多组。
[0051]
在输送台12将工件夹持组4移动对应仿形刀具组件5处时,控制器控制输送台12继续移动,回转电机控制夹持台体41旋转,以使得夹持台体41上的衣架1摆放方向切换到相对输送带3平行。仿形刀具组件5设置在输送带3正上方,仿形刀具组件5在控制器控制下进行升降,实现对工件进行仿形加工;这里,仿形刀具组件5只需进行上下移动控制,此时输送台12带动衣架1移动,仿形刀具组件5确保刀具沿衣架1需加工轮廓上下调整即可。每组仿形刀具组件5可以加工一个轮廓,仿形刀具组件5间隔设置,控制器控制调节电机47旋转,既可以
带动衣架1旋转,这样将需要加工的部分朝上,仿形刀具组件5只需调节自身上下移动、及相对输送带的左右移动即可以沿需要加工的部分轮廓移动,这里也可以由仿形靠模带动仿形刀具组件5移动,这样能够使得输送台12输送不中断,保证加工效率。
[0052]
在打磨加工时,将控制器控制输送台12继续移动,回转电机控制夹持台体41旋转,以使得夹持台体41上的衣架1摆放方向切换到相对输送带3垂直。这样方便对仿形加工部分进行打磨处理。
[0053]
上述说明是针对本发明较佳可行实施例的详细说明,但实施例并非用以限定本发明的专利申请范围,凡本发明所提示的技术精神下所完成的同等变化或修饰变更,均应属于本发明所涵盖专利范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。