1.本发明涉及可感应加热的气溶胶形成杆,其包括能够在加热时形成可吸入气溶胶的一种或多种气溶胶成形基材。本发明还涉及一种用于制造此类可感应加热的气溶胶形成杆的成形装置。
背景技术:
2.基于以感应方式加热气溶胶形成基材来生成可吸入气溶胶通常已从现有技术中知晓。对于加热基材,其可布置成与由交变电磁场感应加热的感受器热接近或直接物理接触。该场可以由作为气溶胶生成装置的一部分的感应源提供。可将感受器和气溶胶形成基材两者组装成可感应加热的气溶胶形成杆。除其他元件外,杆可以是杆状气溶胶形成制品的一体式部分,该杆状气溶胶形成制品可以接纳在包括感应源的气溶胶生成装置的圆柱形接纳腔中。作为感应源的一部分,装置可包括例如螺旋感应线圈,该螺旋感应线圈同轴地环绕圆柱形接纳腔,以便在该腔内提供交变电磁场以用于加热感受器。在装置的操作中,挥发性化合物从制品中的经加热的气溶胶形成基材释放,并且在使用者的抽吸期间夹带在被吸入通过制品的气流中。随着所释放的化合物冷却,该化合物凝结以形成气溶胶。
3.期望具有一种可感应加热的气溶胶形成杆,其用于提供大量多种不同气溶胶的气溶胶生成制品中。期望此类可感应加热的气溶胶形成杆与包括圆柱形接纳腔的现有感应加热装置兼容。此外,期望具有一种用于制造此类气溶胶形成杆的成形装置。
技术实现要素:
4.根据本发明,提供了一种用于气溶胶生成制品的可感应加热的气溶胶形成杆。所述气溶胶形成杆包括第一圆柱形芯部分,所述第一圆柱形芯部分包括第一气溶胶形成基材和第一调味材料中的至少一者。所述气溶胶形成杆还包括与所述第一芯部分分离的第二圆柱形芯部分。所述第二圆柱形芯部分包括第二气溶胶形成基材和第二调味材料中的至少一者。所述气溶胶形成杆还包括至少一个细长感受器,所述至少一个细长感受器以非结合方式侧向邻接所述第一芯部分和所述第二芯部分,使得所述感受器夹在所述第一芯部分与所述第二芯部分之间。另外,所述气溶胶形成杆包括布置在所述第一芯部分、所述第二芯部分以及所述感受器周围的套管部分,其中所述套管部分包括填料材料、第三气溶胶形成基材和第三调味材料中的至少一者。另外,所述气溶胶形成杆可包括完全围绕所述套管部分的包装材料。
5.在可感应加热的气溶胶形成杆内具有至少三个不同部分,即套管部分以及第一芯部分和第二芯部分,有利地允许通过将不同部分用于不同目的来增强可生产气溶胶的多样性。一个目的可以是提供一个或多个特定感官刺激,例如,提供特定味道、提供特定烟草香调、提供尼古丁,或通过增强气溶胶化的可见性来提供刺激。此类效应可通过适当地选择套管部分、第一芯部分和第二芯部分的感觉介质来实现。例如,第一感觉介质可以是均质烟草,例如,提供烟草含量的烟草浇铸叶,而第二感觉介质可以是气溶胶形成液体,以生产大
气溶胶体积和其他调味组分。其他特定刺激可例如涉及对特定抗抽吸性或涉及从常规烟草产品已知的特定触觉效应。此类效应可通过例如提供熟悉的触觉的套管部分几何形状的适当选择和例如提供特定抗抽吸性的填料材料的适当选择中的至少一者来实现。
6.当所述感受器夹在所述第一圆柱形芯部分与所述第二圆柱形芯部分之间并且同时被所述套管部分围绕时,所述感受器与所有三个部分的热接近或甚至热物理接触。有利地,这允许使用感受器通过单个热源有效地且同时地加热所有部分。
7.包装材料可以完全围绕套管部分以将各种部分保持在一起,并维持气溶胶形成杆的期望横截面形状。优选地,包装材料形成杆的外表面的至少一部分。举例来说,包装材料可以是包装纸,特别是由卷烟纸制成的包装纸。替代性地,包装材料可以是例如由塑料制成的箔。包装材料可以是流体可渗透的以便允许汽化的气溶胶形成基材从制品释放。流体可渗透包装材料还可以允许空气通过其圆周吸入到制品中。此外,包装材料可包括在加热后将活化且从包装材料释放的至少一个挥发性物质。举例来说,包装材料可浸渍有挥发性调味物质。
8.此外,根据本发明的可感应加热的气溶胶生成杆可用于制造与包括圆柱形接纳腔的现有感应加热的气溶胶生成装置兼容的杆状气溶胶生成制品。因此,可以继续使用目前可用的感应加热装置。特别地,现有的感应加热装置不需要任何修改。
9.如本文所用,术语“以非结合方式邻接”是指感受器相对于相应圆柱形芯部分的布置,其中,感受器和相应芯部分不是固定地并且不是永久地彼此附接。特别地,应理解,术语“以非结合方式邻接”使得感受器可释放地邻接相应芯部分,并且可以以基本上非破坏性的方式从相应芯部分移除。在任何情况下,术语“以非结合方式邻接”排除一种构型,其中将感受器或相应芯部分中的一者涂覆到相应另一者上。特别地,“以非结合方式邻接”排除在感受器与芯部分之间的固定或刚性粘结,特别是化学结合或由粘合剂引起的结合,所述结合不属于相应芯部分和感受器中的任一者。然而,使感受器邻接相应芯部分可包括在相应芯部分与感受器之间的某种类型的非永久性吸引,例如相应芯部分与感受器之间的某种类型的非永久性粘合,该非永久性粘合可例如归因于气溶胶形成基材的可能粘合性质。也就是说,“以非结合方式邻接”可包括“以非永久结合方式邻接”。使感受器以非结合方式侧向邻接相应圆柱形芯部分可以仅特别是通过使用根据本发明的成形装置将感受器放置在相应芯部分旁边来实现,并且如下文进一步详细描述的那样。
10.如本文所用,术语“气溶胶形成基材”表示由气溶胶形成材料形成或包括气溶胶形成材料的基材,该气溶胶形成材料在加热后能够释放挥发性化合物以用于生成气溶胶。气溶胶形成基材旨在被加热而不是燃烧,以释放气溶胶形成挥发性化合物。
11.气溶胶形成基材可以是固体、糊状或液体气溶胶形成基材。在这些状态中的任何一者中,气溶胶形成基材可包括固体和液体组分两者。
12.气溶胶形成基材可包括含烟草材料,该含烟草材料含有加热后从基材释放的挥发性烟草香味化合物。
13.另选地或附加地,气溶胶形成基材可包括非烟草材料。
14.关于此,气溶胶形成基材可包括例如以下项中的一种或多种:粉末、细粒、球粒、碎片、细条线、条带或片材,该条带或片材包括以下项中的一种或多种:草本植物叶、烟草叶、烟草叶脉片段、再造烟草、均质化烟草、挤出烟草和膨胀烟草以及它们的组合。
15.气溶胶形成基材还可包括至少一种气溶胶形成剂。至少一种气溶胶形成剂可以选自多元醇、乙二醇醚、多元醇酯、酯类和脂肪酸,并且可以包括以下化合物中的一种或多种:甘油、赤藓醇、1,3
‑
丁二醇、四甘醇、三甘醇、柠檬酸三乙酯、碳酸丙烯酯、十二烷酸乙酯、甘油三醋酸酯、赤藓糖醇、甘油二醋酸精混合物、辛二酸二乙酯、柠檬酸三乙酯、苯甲酸苄酯、苯甲基醋乙酸苯酯、香兰酸乙酯、甘油三丁酸酯、十二烷基醋酸酯、十二烷酸、肉豆蔻酸和丙二醇。
16.一种或多种气溶胶形成剂可组合以利用所组合气溶胶形成剂的一种或多种性质。举例来说,甘油三醋酸酯可以与甘油和水组合以利用甘油三醋酸酯的输送活性组分的能力以及甘油的湿润剂特性。
17.气溶胶形成剂还可以具有湿润剂类型的特性,在基材由特别地包括烟草颗粒的烟草基产品构成时,湿润剂类型的特性有助于保持气溶胶形成基材中的期望水平的水分。具体而言,一些气溶胶形成剂是充当湿润剂的吸湿性材料,即,有助于使包括湿润剂的烟草基材保持湿润的材料。
18.特别地,气溶胶形成基材可包括一种或多种气溶胶形成剂,其具有在气溶胶形成基材的12重量%至20重量%、优选地16重量%至20重量%、最优选地17重量%至18重量%范围内的重量比例。
19.气溶胶形成基材可包括其他添加剂和成分。气溶胶形成基材优选地包括尼古丁。气溶胶形成基材可包括调味剂,特别是在加热气溶胶形成基材后释放的额外烟草或非烟草挥发性香味化合物。气溶胶形成基材也可含有胶囊,该胶囊例如包括额外烟草或非烟草挥发性香味化合物,且此类胶囊可在固体气溶胶形成基材的加热期间熔化。气溶胶形成基材还可包括粘合剂材料。
20.优选地,气溶胶形成基材是气溶胶形成烟草基材,即,含有烟草的基材。气溶胶形成基材可含有在加热时从基材释放的挥发性烟草香味化合物。气溶胶形成基材可包括再造烟草或由再造烟草组成,例如均质烟草材料。均质烟草材料可以通过凝结颗粒烟草形成。特别地,气溶胶形成基材可包括切割和混合的烟草薄片或由切割和混合的烟草薄片组成。气溶胶形成基材还可包括非烟草材料,例如除烟草之外的均质植物基材料。优选地,再造烟草在很大程度上由混合烟草材料(尤其是叶片、经加工的茎和肋状物、均质化植物材料)制成,例如使用浇铸或造纸工艺制成片材形式。再造烟草还可以包括其他后切的填料烟草、粘合剂、纤维或肠衣。再造烟草可包括至少25%的植物叶片、更优选地至少50%的植物叶片、仍更优选地至少75%的植物叶片、并且最优选地至少90%的植物叶片。优选地,植物材料是烟草、薄荷、茶和丁香中的一者。然而,植物材料也可以是在施加随后可形成气溶胶的热时具有释放物质的能力的另一种植物材料。
21.优选地,烟草植物材料包括烤烟叶片、晒烟、香料烟草和填料烟草中的一种或多种的叶片。烤烟是具有通常大的淡色叶子的烟草。在本说明书通篇,术语“烤烟”用于已烟熏的烟草。烤烟的实例是中国烤烟、巴西烤烟、美国烤烟,如弗吉尼亚烟草,印度烤烟、坦桑尼亚烤烟或其他非洲烤烟。烤烟的特征在于高糖氮比。从感官视角来看,烤烟是在烘烤之后伴随有辛辣和提神感觉的烟草类型。如本文所用,烤烟是还原糖含量以烟叶干重计在约2.5%与约20%之间并且总氨含量以烟叶干重计小于约0.12%的烟草。还原糖包括例如葡萄糖或果糖。总氨包括例如氨和氨盐。晒烟是具有通常大的深色叶子的烟草。在本说明书通篇,术语
“
晒烟”用于已经风干处理的烟草。另外,晒烟可以发酵。主要用于咀嚼、鼻烟、雪茄以及烟斗掺合物的烟草也包括在这个类别中。通常,将这些晒烟进行风干处理,并且可以进行发酵。从感官视角来看,晒烟是在烘烤之后伴随有烟熏味的深色雪茄型感觉的烟草类型。晒烟的特征在于低糖氮比。晒烟的实例是马拉维白肋或其他非洲白肋、深色烘烤的巴西加尔泡(brazil galpao)、晒制或晾制的印尼蜘蛛兰(indonesian kasturi)。如本文所用,晒烟是还原糖含量以烟叶干重计少于约5%并且总氨含量以烟叶干重计至多约0.5%的烟草。香料烟草是常常具有小的淡色叶子的烟草。在整个说明书中,术语“香料烟草”用于具有高芳族含量的其他烟草,例如精油。从感官视角来看,香料烟草是在烘烤之后伴随有辛辣和芳香感觉的烟草类型。香料烟草的实例是希腊东方、东方土尔其、半东方烟草以及烘烤的美国白肋,例如珀里克(perique)、黄花烟(rustica)、美国白肋或莫里兰(meriland)。填料烟草并非特定烟草类型,但是其包括主要用于补充掺合物中所用的其他烟草类型并且不将特定特征芳香带入最终产品的烟草类型。填料烟草的实例是其他烟草类型的梗、中脉或茎。特定实例可以是巴西烤烟下部茎的烟熏的梗。
22.优选地,气溶胶形成基材可包括烟草纤维网,优选地卷曲纤维网。烟草纤维网可包括烟草材料、纤维颗粒、粘合剂材料和气溶胶形成剂。优选地,烟草纤维网是浇铸叶。浇铸叶是由浆料形成的再造烟草的形式,该浆料包括烟草颗粒。浇铸叶还可以包括纤维颗粒或气溶胶形成剂,或纤维颗粒和气溶胶形成剂两者,以及粘合剂和例如调味剂。根据对应浇铸箱的所需的片材厚度和浇铸间隙,烟草粒子可以具有烟草粉末的形式,该烟草粉末具有约为10微米至250微米、优选地约为20微米至80微米或50微米至150微米或100微米至250微米的颗粒。浇铸间隙影响片材的厚度。纤维颗粒可包括烟梗材料、茎或其他烟草植物材料,以及其他纤维素基纤维,例如植物纤维,优选地木纤维或亚麻纤维或大麻纤维。可以基于产生浇铸叶的足够抗拉强度相对于低杂质率(例如大约2%至15%之间的杂质率)的期望,来选择纤维颗粒。替代性地,例如植物性纤维的纤维可与上述纤维颗粒一起使用,或在替代方案中,包括大麻和竹子或多种纤维类型的组合。包括在形成浇铸叶的浆料中或用于其他气溶胶形成烟草基材中的气溶胶形成剂可基于一个或多个特性进行选择。功能上来说,气溶胶形成剂提供这样的机制,该机制使得气溶胶形成剂在被加热至气溶胶形成剂的特定的挥发温度以上时允许气溶胶形成剂挥发并且在气溶胶中传送尼古丁或风味或两者。不同气溶胶形成剂通常在不同温度下汽化。气溶胶形成剂可以是在使用中有助于形成稳定的气溶胶的任何合适的已知化合物或化合物的混合物。稳定的气溶胶在用于加热气溶胶形成基材的操作温度下基本上耐受热降解。可基于气溶胶形成剂的例如在室温下或在室温附近保持稳定但是能够在例如40摄氏度与450摄氏度之间、优选地在40摄氏度与250摄氏度之间的更高温度下挥发的能力,来选择气溶胶形成剂。
23.卷曲烟草片材(例如浇铸叶)的厚度可以在约0.02毫米与约0.5毫米之间、优选地在约0.08毫米与约0.2毫米之间的范围内。
24.优选地,在任何构型中,第一芯部分和第二芯部分中的至少一者始终用于气溶胶生成。所述第一芯部分和所述第二芯部分中的至少一者可包括以下中的至少一者:
25.‑
基于烟草纤维的多孔基材或泡沫,其中所述烟草纤维分别至少部分地形成所述第一气溶胶形成基材或所述第二气溶胶形成基材;
26.‑
基于植物纤维的多孔基材或泡沫,其中所述植物纤维分别至少部分地形成所述
第一气溶胶形成基材或所述第二气溶胶形成基材;
27.‑
包括切割的烟草材料的填料,其中所述切割的烟草材料分别至少部分地形成所述第一气溶胶形成基材或所述第二气溶胶形成基材;
28.‑
包括切割的植物材料的填料,其中所述切割的植物材料分别至少部分地形成所述第一气溶胶形成基材或所述第二气溶胶形成基材;
29.‑
包括气溶胶形成液体的液体保持材料,其中所述气溶胶形成液体分别至少部分地形成所述第一气溶胶形成基材或所述第二气溶胶形成基材;
30.‑
包括至少一种调味物质的液体保持材料,其中所述调味物质分别至少部分地形成所述第一调味材料或所述第二调味材料;
31.‑
纤维素纤维或纤维素基纤维,其包括调味物质,其中所述调味物质分别至少部分地形成所述第一调味材料或所述第二调味材料。
32.原则上,套管部分可包括与上文所描述的相同材料构型。因此,所述套管部分可包括以下中的至少一者:
33.‑
基于烟草纤维的多孔基材或泡沫,其中所述烟草纤维至少部分地形成所述第三气溶胶形成基材;
34.‑
基于植物纤维的多孔基材或泡沫,其中所述植物纤维至少部分地形成所述第三气溶胶形成基材;
35.‑
包括切割的烟草材料的填料,其中所述切割的烟草材料至少部分地形成所述第三气溶胶形成基材;
36.‑
包括切割的植物材料的填料,其中所述切割的植物材料至少部分地形成所述第三气溶胶形成基材;
37.‑
包括气溶胶形成液体的液体保持材料,其中所述气溶胶形成液体至少部分地形成所述第三气溶胶形成基材;
38.‑
包括至少一种调味物质的液体保持材料,其中所述调味物质至少部分地形成所述第三调味材料;
39.替代地或另外,所述套管部分可包括以下中的至少一者:
40.‑
纤维素纤维或纤维素基纤维;
41.‑
纤维素纤维或纤维素基纤维,其包括调味物质,其中所述调味物质至少部分地形成所述第三调味材料;
42.‑
醋酸纤维丝束膨胀纤维;
43.‑
植物膨胀纤维;或
44.‑
纸。
45.如本文所用,术语“液体保持材料”是指用于储存液体的高保持或高释放材料(hrm)。液体保持材料配置成固有地保持液体的至少一部分,其又在离开保持之前不可用于气溶胶化。由于液体气溶胶形成基材安全地保持在保持材料中,因此在气溶胶生成制品故障或破裂的情况下,使用液体保持材料降低了溢出的风险。有利地,这允许气溶胶形成杆是防漏的。
46.如本文所用,切割的烟草材料可包括烟草薄片碎片、再造烟草、烟草叶脉碎片或烟草茎碎片中的至少一者。同样,切割的植物材料可包括至少一种植物薄片碎片、植物叶脉碎
片或植物茎碎片。
47.作为实例,套管部分和芯部分中的至少一者可包括多孔基材,例如多孔再造烟草材料。另外,多孔基材可包括甘油、瓜尔、水、烟草纤维、纤维素纤维以及天然或人工来源的调味剂和尼古丁。多孔基材可以最初作为薄片材材料提供,并且最终形成为套管部分或芯部分的横截面形状,如下文将关于根据本发明的成形装置详细描述。优选地,片材材料是卷曲的或折叠的,或是卷曲的和折叠的两者。可选择进入成形装置的片材材料的量和密度,例如导致套管部分或芯部分具有特定抗抽吸性。
48.作为另一实例,套管部分、第一芯部分和第二芯部分中的至少一者可包括由天然来源的纤维和材料(例如源自植物或蔬菜的纤维和材料)产生的多孔泡沫。该泡沫可包括烟草或烟草材料,或者可替代地不含烟草。多孔泡沫可包括其原始制剂中的尼古丁。多孔泡沫可包括,尤其可用气溶胶形成液体浸渍或浸泡。气溶胶形成液体可包括尼古丁和至少一种调味物质中的至少一者。
49.作为又另一实例,套管部分、第一芯部分和第二芯部分中的至少一者可包括浇铸叶材料,该浇铸叶材料分别卷曲并聚集成套管部分或芯部分的形状。
50.作为又另一实例,套管部分可包括低孔隙度材料,该低孔隙度材料包括醋酸纤维丝束膨胀纤维、植物膨胀纤维和纤维素基纤维中的至少一者。纤维可以基本上沿一个方向(特别是沿平行于气溶胶形成杆的纵向轴线的方向)取向。在气溶胶形成杆中,纤维可以被压缩,但优选地仅压缩到至多80%,特别是在将纤维形成为气溶胶形成杆之前,压缩到纤维体积的至多90%。在这种低压缩构型中,套管部分具有低抗抽吸性,并且基本上没有过滤能力。因此,套管部分有利地用于影响气流,该气流通过施加到气溶胶生成制品上的负压产生,并且挥发性化合物从第一芯部分和第二芯部分中的至少一者释放到该气流中。优选地,在此构型中,套管部分不包括任何气溶胶形成基材。特别地,套管部分不包括任何烟草或烟草材料。因此,气溶胶形成由气溶胶形成基材集中在第一芯部分和第二芯部分中的至少一者中。然而,套管部分可包括调味物质,其可由感受器汽化并夹带到气流中。
51.关于可生成气溶胶的多样性的增强,第二气溶胶形成基材优选地不同于第一气溶胶形成基材。另外或替代地,第三气溶胶形成基材可不同于第一气溶胶形成基材和第二气溶胶形成基材中的至少一者。第一气溶胶形成基材、第二气溶胶形成基材和第三气溶胶形成基材可彼此不同,例如在含量、组成、调味和纹理中的至少一者方面。举例来说,第一气溶胶形成基材可包括卷曲的浇铸叶,并且第二气溶胶形成基材可包括呈多孔基材或泡沫形式的烟草纤维。
52.同样,第二调味材料优选地不同于第一调味材料。另外或替代地,第三调味材料可以不同于第一调味材料和第二调味材料中的至少一者。第一调味材料、第二调味材料和第三调味材料可彼此不同,例如在含量、组成、调味和纹理中的至少一个方面。
53.一般来说,在垂直于气溶胶形成杆的纵向轴线的平面中看到的第一圆柱形芯部分和第二圆柱形芯部分的横截面可具有任何合适的形状。优选地,第一圆柱形芯部分和第二圆柱形芯部分中的至少一者具有矩形横截面或方形横截面、或三角形横截面、或半卵形横截面、或半椭圆形横截面、或半圆形横截面。优选地,这些横截面形状具有至少一个大致笔直的边缘。因此,相应圆柱形芯具有平面,特别是平坦表面,其可用作感受器侧向邻接的接触表面。有利地,这提高了从感受器到相应芯部分的热传递的效率。这尤其适用于在感受器
包括邻接相应芯部分的平坦表面的情况,该平坦表面作为对应部分邻接相应芯部分的平坦表面。
54.圆柱形芯部分还可以具有星形或椭圆形或卵形或圆形或多边形横截面。
55.优选的是,第一芯部分和第二芯部分中的每一者的横截面沿着气溶胶形成杆的纵向轴线在制造公差内基本上恒定。然而,在一些实施方案中,可能优选的是具有不连续的圆柱形芯部分,特别是具有不连续的感受器。这继而允许将连续形成的气溶胶形成杆股线(其细节将在下文描述)切割成单个气溶胶形成杆,而不必切割穿过感受器。
56.优选地,第一圆柱形芯部分或第二圆柱形芯部分中的至少一者是条带形的。条带形芯部分不仅提供了如前所述用于感受器的平坦接触表面的益处,而且对于通过连续杆形成过程进行简单制造也是有利的。如本文所用,术语“条带形芯部分”是指的圆柱形芯部分,其长度延伸部和宽度延伸部均大于元件的厚度延伸部。优选地,长度延伸部还大于宽度延伸部。在第一芯部分或第二芯部分中的至少一者是条带形的情况下,则感受器优选地邻接相应芯部分的大侧。有利地,这提高了加热效率。优选地,相应条带形芯部分具有矩形横截面、或半卵形横截面、或半椭圆形横截面、或半圆形横截面。相应的条带形芯部分还可以具有弯曲矩形横截面、或弯曲半卵形横截面、或弯曲半椭圆形横截面、或弯曲半圆形横截面,其中相应感受器的(大或平面)侧是弯曲的。
57.如本文所用,术语“感受器”是指包括能够在交变电磁场内被感应加热的材料的元件。这可以是感受器中引起的磁滞损耗和涡电流中的至少一种的结果,这取决于感受器材料的电特性和磁特性。在铁磁性或亚铁磁性感受器中,由于材料内的磁畴在交变电磁场的影响下被切换而发生磁滞损耗。如果感受器导电,则可引起涡电流。在导电铁磁性感受器或导电亚铁磁性感受器的情况下,可因涡电流和磁滞损耗两者而产生热。因此,感受器可包括导电和磁性中的至少一种材料。
58.感受器可以由能够经电感加热到足以从气溶胶形成基材生成气溶胶的温度的任何材料形成。优选的感受器包括金属或碳。优选的感受器可以包括铁磁性材料或由铁磁性材料组成,例如铁磁合金、铁素体铁,或铁磁性钢或不锈钢。另一种合适的感受器可包括铝或由铝组成。优选的感受器可以被加热到在约40摄氏度与约500摄氏度之间、特别是在约50摄氏度与约450摄氏度之间或者优选地在约100摄氏度与约400摄氏度之间的温度。感受器还可包括非金属芯与置于非金属芯上的金属层,例如形成于陶瓷芯的表面上的金属迹线。
59.感受器可包括外保护层,例如包封感受器的陶瓷保护层或玻璃保护层。感受器可包括由玻璃、陶瓷或惰性金属形成的保护涂层,所述保护涂层形成在感受器材料的芯上。
60.感受器可以是多材料感受器。特别地,感受器可包括第一感受器材料和第二感受器材料。第一感受器材料优选在热损失且因此加热效率方面进行优化。例如,第一感受器材料可以是铝,或者含铁材料,例如不锈钢。相比之下,第二感受器材料优选用作温度标记物。为此,选择第二感受器材料,以便具有对应于感受器组件的预定义加热温度的居里温度。在其居里温度下,第二感受器的磁性性质从铁磁性变为顺磁性,伴随着其电阻的临时变化。因此,通过监测由感应源吸收的电流的对应改变,可检测到第二感受器材料何时达到其居里温度,且因此何时达到预定义加热温度。第二感受器材料的居里温度优选地低于气溶胶形成基材的燃点,即,优选地低于500摄氏度。用于第二感受器材料的合适材料可以包括镍和某些镍合金。根据杂质的性质,镍的居里温度在约354摄氏度至360摄氏度的范围内。此范围
内的居里温度是理想的,因为其与感受器应加热到以便从气溶胶形成基材生成气溶胶的温度大致相同,但仍足够低,以避免气溶胶形成基材的局部过热或燃烧。
61.细长感受器可呈销、杆、细丝或条带的形式。优选地,感受器是条带或条带形的。感受器条带是有利的,因为其可以容易地以低成本制造。
62.如本文所用,术语“条带形的”和“条带”是指具有长度延伸部和宽度延伸部且两者均大于元件的厚度延伸部的所述元件。优选地,长度延伸部还大于宽度延伸部。特别地,感受器条带可以是感受器叶片、感受器板、感受器片材、感受器带或感受器箔。
63.优选地,感受器可具有在垂直于气溶胶形成杆的纵向轴线的平面中看到的正方形或矩形横截面。正方形或矩形横截面对于具有正方形或矩形横截面的第一芯部分和第二芯部分是有利的。因此,可以使热传递最大化。优选地,感受器的横截面具有相应边缘部分,其对应于感受器可邻接的相应芯部分的横截面的边缘部分。因此,在感受器与相应芯部分之间实现接触表面,该接触表面对于增强的热传递而言足够大。
64.感受器可具有半椭圆形横截面、或半圆形横截面、或半卵形横截面、或卵形横截面、或椭圆形横截面、或圆形横截面、或三角形横截面、或多边形横截面。
65.如果感受器具有条带的形式,特别是叶片、板、片材、带或箔,则感受器优选地具有大致矩形横截面。在这种情况下,感受器的宽度尺寸优选地大于厚度尺寸,例如是厚度尺寸的两倍。有利地,条带形感受器的宽度优选地在约2毫米与约8毫米之间、更优选地在约3毫米与约5毫米之间,并且其厚度优选地在约0.03毫米与约0.15毫米之间、更优选地在约0.05毫米与约0.09毫米之间。感受器条带的长度可例如在8毫米至16毫米,特别是10毫米至14毫米的范围内,优选地为12毫米。
66.在条带形感受器的情况下,该感受器优选地被布置成使得该感受器的大侧邻接相应芯部分,特别是在条带形芯部分的情况下,接纳芯部分的大侧。有利地,这提高了加热效率。
67.在半圆形横截面的情况下,感受器优选地具有在约0.5毫米与约2.5毫米之间的宽度或半径。
68.优选地,感受器在尺寸上是稳定的。这意味着,在制造气溶胶形成杆期间,感受器基本上保持未变形,或意味着形成气溶胶形成杆所需的感受器的任何变形保持弹性,使得当移除变形力时,感受器返回到其预期形状。为此,可以选择感受器的形状和材料,以便确保足够的尺寸稳定性。有利地,这确保在制造气溶胶形成杆的整个过程中保留最初所需的横截面轮廓。高尺寸稳定性降低了产品性能的可变性。关于根据本发明的成形装置,并且如下文进一步详细描述的,这意味着成形装置被构造成使得感受器在穿过成形装置之后基本上保持未变形。这意味着,优选地,形成气溶胶形成杆所需的感受器的任何变形保持弹性,使得当移除变形力时,感受器返回到其预期形状。
69.感受器可具有沿着气溶胶形成杆的纵向轴线的恒定横截面。替代地,感受器的横截面可以沿着气溶胶形成杆的纵向轴线变化。例如,如果感受器具有条带的形式,则感受器的宽度尺寸或厚度尺寸中的至少一者可沿着气溶胶形成杆的长度轴线变化。
70.优选地,感受器的长度尺寸基本上对应于如沿着气溶胶形成杆的纵向轴线测量的气溶胶形成杆的长度尺寸。感受器的长度尺寸可例如在8毫米至16毫米、特别是10毫米至14毫米的范围内,优选地为12毫米。此外,感受器的长度尺寸可以等于芯部分和套管部分中的
至少一者的长度尺寸,从而导致第一芯部分和第二芯部分和套管部分分别沿着其长度延伸部加热。然而,如上所述,具有中断的感受器并且因此具有其中感受器的长度尺寸小于气溶胶形成杆的长度尺寸的感受器可能有利的。
71.感受器可包括膨胀金属片或由膨胀金属片组成,所述膨胀金属片包括穿过所述片的多个开口。如本文所用,术语“膨胀金属片”是指其中已产生多个弱化区域,特别是多个穿孔且随后已拉伸以形成源自拉伸多个弱化区域,特别是来自多个穿孔的规则开口图案的金属片类型。
72.与其他类型的片状感受器相比,使用包括膨胀金属片的感受器提供了多个优点。首先,与包括不含任何开口的金属片的感受器相比,包括膨胀金属片的感受器的总质量和热发射表面之间的比例速率得到改善。有利地,这有助于节省用于制品制造的资源。另外,单位面积质量的减少对于制品总质量的减少也是有益的。第二,膨胀金属片的特定制造过程不涉及材料浪费。第三,由于开口,根据本发明的制品的感受器是可渗透的,使得与包括不可渗透感受器的制品相比,通过制品抽吸的气流增强。另外,感受器的开口促进从经加热的气溶胶形成基材挥发的材料释放和夹带到气流中。有利地,两个方面都促进气溶胶形成。第四,膨胀金属片的开口可以在杆的制造期间用气溶胶形成基材填充。有利地,这可支持将感受器固定在气溶胶形成杆内。因此,显著改善了感受器在气溶胶形成杆内的位置精度和稳定性。
73.如本文所用,术语“开口”应理解为开口,该开口沿着其厚度延伸部从膨胀片材料的一个平面侧到相对平面侧延伸穿过整个膨胀片材料。同样,术语“穿孔”应理解为沿着其厚度延伸部从片材料的一个平面侧到相对平面侧延伸穿过整个片材材料的穿孔。术语“弱化区域”是指在垂直于金属片的主表面的方向上,即沿着金属的厚度延伸部具有减小的材料厚度的金属片的区域。材料厚度的减小使得在拉伸弱化金属片时,弱化区域沿着其厚度延伸部被变换成穿过整个膨胀片材材料的开口。此外,术语“开口”可以涵盖两种类型的开口,即具有封闭边界的开口以及具有部分开放边界的开口。具有封闭边界的开口完全由沿着所述开口的周边的膨胀金属片的材料界定。相反,具有部分开放边界的开口仅部分地由沿着开口的周边的膨胀金属片的材料限定。如果存在,则具有部分开放边界的一个或多个开口位于膨胀金属片的侧边缘处。也就是说,此类开口朝向膨胀金属片的侧边缘侧向打开。如果存在,则具有部分开放边界的一个或多个开口可由弱化区域产生,特别是在金属片中产生的延伸超出金属片的侧边缘且随后被拉伸的穿孔。因此,膨胀金属片可包括以下中的一者:具有封闭边界的多个开口;具有部分开放边界的多个开口;或具有封闭边界的一个或多个开口以及具有部分开放边界的一个或多个开口。多个开口可以周期性图案(特别是周期性偏移图案)布置。特别地,在偏移布置中,多个开口可沿着第一方向布置成多个行,其中每个行沿着垂直于第一方向的第二方向延伸并包括一个或多个开口,并且其中一行中的一个或多个开口偏移到每一相邻行中的一个或多个开口。
74.优选地,感受器以及第一芯部分和第二芯部分是条带形的。特别地,条带形感受器的大侧可以邻接第一条带形芯部分和第二条带形芯部分的相应大侧。有利地,在此构型中,第一芯部分和第二芯部分的相应横截面形状与条带形感受器的横截面加热区域大体上重叠,这使得相应芯部分的加热更有效率。甚至更优选地,条带形感受器的宽度尺寸和长度尺寸中的至少一者分别等于第一条带形芯部分和第二条带形芯部分中的至少一者的宽度尺
寸或长度尺寸。这种布置对于相应芯部分的高效加热也是有利的。也可能是,条带形感受器的宽度尺寸和长度尺寸中的至少一者分别小于第一条带形芯部分和第二条带形芯部分中的至少一者的宽度尺寸或长度尺寸。这可以有助于保存感受器材料。替代地,还可有可能,条带形感受器的宽度尺寸和长度尺寸中的至少一者分别大于第一条带形芯部分和第二条带形芯部分中的至少一者的宽度尺寸或长度尺寸。这可以有助于提高加热速率。
75.可相对于气溶胶形成杆的纵向中心轴线对称地布置感受器。也就是说,圆柱形芯的纵向中心轴线与气溶胶形成杆的纵向中心轴线同轴地布置。同样,第一芯部分和第二芯部分可以具有相同的尺寸,特别是相同的横截面尺寸,并且可以相对于气溶胶形成杆的纵向中心轴线对称地布置。这些布置中的任一者对于气溶胶形成杆的良好平衡的质量分布可能是有利的。
76.套管部分优选地沿着气溶胶形成杆的整个圆周围绕第一芯部分和第二芯部分和感受器。同样,套管部分优选地沿着第一芯部分、第二得分部分和感受器中的至少一者的整个长度尺寸布置,优选地沿着所有元件、第一芯部分、第二芯部分和感受器的整个长度尺寸布置。因此,套管部分可以由感受器均匀地加热。
77.一般来说,如在垂直于气溶胶形成杆的纵向轴线的平面中所看到的套管部分的横截面可具有任何合适的形状。优选地,套管部分具有矩形横截面、或方形横截面、或椭圆形横截面、或圆形横截面、或三角形横截面、或其他多边形外部横截面。内部横截面优选地适于邻接第一芯部分和第二芯部分的第一芯部分、第二芯部分和感受器的组件的外部横截面轮廓。
78.优选地,套管部分围绕感受器、第一芯部分和第二芯部分,以便形成或填充,特别是完全填充气溶胶形成杆的圆柱形形状。因此,套管部分的外部横截面优选地限定气溶胶形成杆的外部横截面形状。
79.优选地,气溶胶形成杆具有圆形外横截面、椭圆形外横截面或卵形横截面。然而,气溶胶形成杆也可具有正方形横截面、或矩形横截面、或三角形横截面、或其他多边形横截面。特别地,套管部分的外部横截面形状可以限定气溶胶形成杆的外部横截面形状。
80.根据本发明,还提供一种用于可感应加热的气溶胶生成装置的可感应加热的气溶胶生成制品,其中该制品包括根据本发明并如本文中描述的气溶胶生成杆。
81.如本文所用,术语“气溶胶生成制品”是指包括与气溶胶生成装置一起使用的至少一种气溶胶形成基材的制品。气溶胶生成制品可以是一次性使用的消耗品。气溶胶生成制品可以是烟草制品。特别地,制品可以是常规香烟的杆状制品。
82.制品除了气溶胶形成杆之外还可包括不同的元件:具有中心空气通道的支撑元件、气溶胶冷却元件和过滤元件。这些元件中的任何一者或任何组合可顺序地布置到气溶胶形成杆段。优选地,气溶胶形成杆布置在制品的远端处。同样,过滤元件优选地布置在制品的近端处。此外,这些元件可具有与气溶胶形成杆段相同的外横截面。
83.过滤元件优选地用作烟嘴,或用作烟嘴与气溶胶冷却元件一起的部分。如本文所用,术语“烟嘴”是指制品的一部分,气溶胶通过该部分离开气溶胶产生制品。优选地,过滤元件的外径大致等于气溶胶生成制品的外径。过滤元件的外径可在5毫米与10毫米之间,例如在6毫米与8毫米之间。在一个优选的实施方案中,过滤元件的外径为7.2毫米 /
‑
10%,优选地 /
‑
5%。过滤元件的长度可在5微米与25微米之间,优选地长度在10毫米与17毫米之
间。在一个优选的实施方案中,过滤元件的长度为12毫米或14毫米。在另一优选的实施方案中,过滤元件的长度为7毫米。
84.支撑元件可位于气溶胶形成杆的紧下游。支撑元件可以邻接气溶胶形成杆。支撑元件可以由任何合适的材料或材料组合形成。举例来讲,支撑元件可由选自由以下项组成的组的一种或多种材料形成:醋酸纤维素、卡纸板、卷曲纸,诸如卷曲耐热纸或卷曲羊皮纸,以及聚合材料,诸如低密度聚乙烯(ldpe)。在一个优选的实施方案中,支撑元件由醋酸纤维素形成。支撑元件可以包括中空管状元件。在一个优选的实施方案中,支撑元件包括中空醋酸纤维素管。
85.优选地,支撑元件的外径大致等于气溶胶生成制品的外径。支撑元件的外径可在5毫米与12毫米之间,例如在5毫米与10毫米之间或在6毫米与8毫米之间。在一个优选的实施方案中,支撑元件的外径为7.2毫米 /
‑
10%,优选地 /
‑
5%。支撑元件的长度可在5毫米与15毫米之间,优选地在6毫米与12毫米之间。在一个优选的实施方案中,支撑元件的长度为8毫米。
86.气溶胶冷却元件可以位于气溶胶形成基材元件的下游,例如紧靠着支撑元件的下游,且可邻接支撑元件。
87.气溶胶冷却元件可以位于支撑元件与过滤元件之间,该过滤元件位于气溶胶生成制品的最下游端。
88.如本文所用,术语“气溶胶冷却元件”用于描述具有大的表面积和低抗抽吸性(例如15mmwg至20mmwg)的元件。在使用中,由从气溶胶形成杆释放的挥发性化合物形成的气溶胶在被输送到气溶胶生成制品的嘴端之前通过气溶胶冷却元件被抽吸。
89.优选地,气溶胶冷却元件具有纵向方向上大于50%的孔隙度。优选的是,通过气溶胶冷却元件的气流路径相对不受抑制。气溶胶冷却元件可为聚集片材或卷曲且聚集片材。气溶胶冷却元件可包括选自由以下组成的组的片材材料:聚乙烯(pe)、聚丙烯(pp)、聚氯乙烯(pvc)、聚对苯二甲酸乙二酯(pet)、聚乳酸(pla)、醋酸纤维素(ca)和铝箔或它们的任何组合。
90.在一个优选的实施方案中,气溶胶冷却元件包括生物可降解材料的聚集片材。例如,无孔纸的聚集片材或生物可降解聚合材料的聚集片材,如聚乳酸或mater
‑
级(商业上可获得的基于淀粉的共聚多酯的系列)。
91.优选地,气溶胶冷却元件包括pla片材,更优选的是pla的卷曲的聚集片材。气溶胶冷却元件可由厚度在10微米与250微米之间、特别是在40微米与80微米之间,例如50微米的片材形成。气溶胶冷却元件可由宽度在150毫米与250毫米之间的聚集片材形成。气溶胶冷却元件的比表面积可以在300平方毫米/毫米长度与1000平方毫米/毫米长度之间,在10平方毫米/毫克重量与100平方毫米/毫克重量之间。在一些实施方案中,气溶胶冷却元件可以由比表面积约为35平方毫米/毫克重量的聚集片材形成。气溶胶冷却元件的外径可在5毫米和10毫米之间,例如7毫米。
92.在一些优选的实施方案中,气溶胶冷却元件的长度在10毫米与15毫米之间。优选的是,气溶胶冷却元件的长度在10毫米与14毫米之间,例如13毫米。在替代实施方案中,气溶胶冷却元件的长度在15毫米与25毫米之间。优选地,气溶胶冷却元件的长度在16毫米与20毫米之间,例如18毫米。
93.制品还可包括包装材料,该包装材料围绕上述不同元件的至少一部分,以便将它们保持在一起并维持制品的期望横截面形状。优选地,包装材料形成制品的外表面的至少一部分。举例来说,包装材料可以是包装纸,特别是由卷烟纸制成的包装纸。替代性地,包装材料可以是例如由塑料制成的箔。包装材料可以是流体可渗透的以便允许汽化的气溶胶形成基材从制品释放。流体可渗透包装材料还可以允许空气通过其圆周吸入到制品中。此外,包装材料可包括在加热后将活化且从包装材料释放的至少一个挥发性物质。举例来说,包装材料可浸渍有挥发性调味物质。
94.优选地,根据本发明的可感应加热的气溶胶生成制品具有圆形横截面、或椭圆形横截面、或卵形横截面。然而,该制品也可具有正方形横截面、或矩形横截面、或三角形横截面、或其他多边形横截面。
95.根据本发明的气溶胶生成制品的其他特征和优点已经相对于感受器组件进行了描述,并且同样适用。
96.本发明进一步涉及气溶胶生成系统,该气溶胶生成系统包括根据本发明并且如本文所述的可感应加热的气溶胶生成制品。该系统还包括与制品一起使用的感应加热的气溶胶生成装置。气溶胶生成装置包括用于至少部分地在接纳腔中接纳制品的接纳腔。气溶胶生成装置还包括感应源,该感应源包括至少一个感应线圈,用于在接纳腔内产生交变,特别是高频电磁场,以便在将制品接纳在接纳腔中时感应加热制品的感受器。至少一个感应线圈可以是螺旋感应线圈,其围绕圆柱形接纳腔同轴地布置。
97.装置还可包括电源和控制器,用于为加热过程供电并控制加热过程。如本文所提到的,交变,特别是高频电磁场可以在500khz至30mhz之间,特别是在5mhz至15mhz之间,优选地在5mhz至10mhz之间的范围内。
98.气溶胶生成装置可以是例如如wo 2015/177256 a1中所述的装置。
99.在使用中,气溶胶生成制品与气溶胶生成装置接合,使得感受器组件位于由感受器产生的波动电磁场内。
100.根据本发明的气溶胶生成系统的另外特征和优点已经相对于气溶胶生成制品和进行了描述,并且同样适用。
101.根据本发明,还提供了一种成形装置,其用于制造根据本发明的和如本文中所描述的可感应加热的气溶胶形成杆。成形装置包括:
102.‑
第一芯形成装置,所述第一芯形成装置被构造成用于将包括所述第一气溶胶形成基材和所述第一调味材料中的至少一者的第一芯材料聚集成第一连续芯股线,使得在穿过所述第一芯形成装置时,所述第一连续芯股线具有对应于所述第一圆柱形芯部分的横截面形状的横截面形状;
103.‑
第二芯形成装置,所述第二芯形成装置被构造成用于将包括所述第二气溶胶形成基材和所述第二调味材料中的至少一者的第二芯材料聚集成第二连续芯股线,使得在穿过所述第二芯形成装置时,所述第二连续芯股线具有对应于所述第二圆柱形芯部分的横截面形状的横截面形状;
104.‑
纵向引导件,所述纵向引导件用于在所述第一连续芯股线与所述第二连续芯股线之间布置连续感受器轮廓,其中所述纵向引导件向下游至少延伸到所述第一芯形成装置和所述第二芯形成装置中的至少一者的上游区段中;
105.‑
套管形成装置,所述套管形成装置布置在所述第一芯形成装置和所述第二芯形成装置的至少下游区段周围并且被构造成用于将套管材料聚集成围绕所述第一连续芯股线、所述第二连续芯股线和所述连续感受器轮廓的连续套管股线,所述套管材料包括所述填料材料、所述第三气溶胶形成基材和所述第三调味材料中的至少一者,使得所述连续套管股线具有对应于所述套管部分的横截面形状的横截面形状。
106.有利地,成形装置允许将气溶胶形成杆的不同部件有效地组装到待制造的气溶胶形成杆的所需几何形状中。特别地,成形装置使得能够确保每个部件在相应公差内的位置和形状的准确布置。
107.为了将第一芯材料和第二芯材料分别聚集成第一连续芯链和第二连续芯链,第一芯形成装置和第二芯形成装置可各自包括内部漏斗。也就是说,第一芯形成装置和第二芯形成装置可以彼此分离。替代地,第一芯形成装置和第二芯形成装置可包括共同内部漏斗,或可至少部分地,优选地由共同芯形成装置(特别是共同内部漏斗)完全实现。
108.相应内部漏斗或共同内部漏斗可包括大致管状主体。大致管状主体可包括至少一个会聚部分,特别是至少一个圆锥形会聚部分。优选地,至少一个会聚区段相应芯形成装置的上游端处。关于成形装置的纵向中心轴线,至少一个会聚区段的轴向长度可以是相应芯形成装置的轴向长度的至少10%,特别是至少20%,优选至少30%。
109.如果第一芯形成装置和第二芯形成装置彼此分离,则第一芯形成装置的内部横截面的形状,特别是第一芯形成装置的下游区段的内部横截面的形状,优选地对应于第一圆柱形芯部分的横截面形状。同样,第二芯形成装置的内部横截面的形状,特别是第二芯形成装置的下游截面的内部横截面的形状,优选地对应于第二圆柱形芯部分的横截面形状。
110.如果第一芯形成装置和第二芯形成装置至少部分地由共同芯形成装置(特别是共同内部漏斗)实现,则共同芯形成装置的内部横截面的形状,特别是共同芯形成装置的下游区段的内部横截面的形状,优选地对应于第一芯部分和第二芯部分的组件的横截面轮廓,即,对应于第一芯部分和第二芯部分的横截面包络。特别地,共同内部漏斗的内部横截面的形状可以对应于第一芯部分和第二芯部分的组件的横截面轮廓,即,对应于第一芯部分和第二芯部分的横截面包络。
111.优选地,聚集发生在相对于相应芯材料穿过相应芯形成装置的行进方向的横向方向上。取决于相应芯部分在气溶胶形成杆中的径向位置,共同内部漏斗的中心轴线可以与根据本发明的成形装置的纵向轴线同轴。
112.纵向引导件有利地促进实现与在最终的气溶胶形成杆中的预定位置相对应的感受器轮廓的位置。另外,纵向引导件也是有利的,因为在穿过成形装置,特别是第一芯形成装置、第二芯形成装置或共同芯形成装置时,在尺寸上保持了感受器轮廓稳定。甚至更优选地,纵向引导件可用于分别在第一芯形成装置、第二芯形成装置或共同芯形成装置的上游端中最初将感受器轮廓与芯材料分离。
113.纵向引导件可包括引导管。优选地,引导管具有基本上对应于感受器轮廓的外部横截面轮廓的内部横截面轮廓。这对于感受器轮廓的正确引导可能是特别有利的。替代地,纵向引导件可包括一个或多个引导轨或引导支撑件,该一个或多个引导轨或引导支撑件具有用于引导连续感受器轮廓的平坦引导表面。这可尤其在连续感受器轮廓呈条带形的情况下是有利的。例如,纵向引导件可包括两个引导轨。两个引导轨可以以等于或至多比条带形
感受器轮廓的厚度尺寸大20%,优选至多大10%的距离彼此平行布置。引导轨中的一者的平坦引导表面可面向另一引导轨的平坦引导表面,例如允许条带形感受器轮廓在两个引导表面之间引导。
114.根据本发明,纵向引导件向下游至少延伸到第一芯形成装置和第二芯形成装置中的至少一者的上游区段中,特别是共同芯形成装置的上游区段中。有利地,这可以允许在垂直于行进方向的方向上额外地引导感受器轮廓通过成形装置而不是纵向引导件。如本文所用,术语“第一芯形成装置、第二芯形成装置或共同芯形成装置的上游区段”是指相应芯形成装置的第一级,其中相应芯材料至少部分地聚集但尚未达到最终形状。特别地,在穿过相应芯形成装置的上游区段时,相应芯材料至少部分地以松散布置聚集。在这种情况下,“松散”表示芯材料在此时尚未聚集成最终的更凝聚的形式。至少部分地聚集的芯材料可以是任何形式或形状,特别是杆状,但是在完全穿过杆形成装置之后具有比最终杆状更低的密度(或更大的直径)。
115.特别地,第一芯形成装置、第二芯形成装置或共同芯形成装置的纵向引导件和上游区段可以限定感受器轮廓可以穿过的引导通道或引导管。如上文所描述,引导通道或管优选地具有基本上对应于感受器轮廓的外部横截面轮廓的内部横截面轮廓。这对于感受器轮廓的正确引导可能是特别有利的。
116.优选地,感受器轮廓在芯形成装置的上游区段的下游端或上游区段的更下游处未引导。纵向引导件也可能在芯形成装置的上游区段的更下游延伸。
117.因此,纵向引导件可以被构造成用于分别沿着第一芯形成装置、第二芯形成装置或共同芯形成装置的长度的至少25%、特别是至少沿着50%、优选地至少沿着75%、更优选地至少沿着90%或沿着100%来引导感受器轮廓。为此,纵向引导件可分别沿着第一芯形成装置、第二芯形成装置或共同芯形成装置的长度的至少25%,特别是至少沿着50%,优选地至少沿着75%,更优选地至少沿着90%或沿着100%延伸。优选地,纵向引导件的上游端位于第一芯形成装置、第二芯形成装置或共同芯形成装置的上游端的上游。这确保感受器轮廓在进入相应芯形成装置之前(即在相应芯形成装置的上游),准确地预定位在气溶胶形成杆内的其期望的最终位置处。
118.同样,第一芯形成装置和第二芯形成装置,特别是共同芯形成装置中的至少一者可向下游至少延伸到套管形成装置的上游区段中。有利地,这确保了第一芯材料和第二芯材料在最终气溶胶形成杆中的预定位置处的正确布置。
119.如本文所用,术语“套管形成装置的上游区段”是指套管形成装置的第一级,其中套管材料至少部分地聚集但尚未达到最终形状。特别地,在穿过套管形成装置的上游区段时,套管材料至少部分地以松散布置聚集。在这种情况下,“松散”表示套管材料在此时尚未聚集成最终的更凝聚的形式。至少部分地聚集的套管材料可以是任何形式或形状,特别是杆状,但是在完全穿过套管形成装置之后具有比最终杆状更低的密度(或更大的直径)。
120.如上文关于纵向引导件所描述,第一芯形成装置和第二芯形成装置中的至少一者,特别是共同芯形成装置,可以沿着套管形成装置的长度的至少25%,特别是至少沿着50%,优选地至少沿着75%,更优选地至少沿着90%或沿着100%延伸。第一芯形成装置和第二芯形成装置中的至少一者的上游端,特别是共同芯形成装置的上游端,可以定位于套管形成装置的上游端处或上游端。
121.为了至少沿着一个方向调整纵向引导件相对于第一芯形成装置和第二芯形成装置(或共同芯形成装置)中的至少一者的位置,成形装置可包括第一平移级。优选地,第一平移级被构造成调整纵向引导件相对于第一芯形成装置和第二芯形成装置(或共同芯形成装置)中的至少一者的至少轴向位置。如本文所用,术语“轴向”是指感受器轮廓、芯材料和套管材料穿过成形装置,特别是到成形装置的纵向中心轴线的行进方向。特别地,在纵向引导件被构造成最初分别在第一芯形成装置或第二芯形成装置(或共同芯形成装置)的上游区段将感受器轮廓与第一芯材料和第二芯材料中的至少一者分离的情况下,纵向引导件相对于第一芯形成装置和第二芯形成装置(或共同芯形成装置)中的至少一者的轴向位置的可调节性能够调节感受器轮廓和相应芯材料聚集在一起的轴向位置。另外或替代地,第一平移还可被构造成沿着垂直于轴向方向的两个侧向方向的至少一个、特别是两个侧向方向相对于第一芯形成装置和第二芯形成装置(或共同芯形成装置)中的至少一者调整纵向引导件的位置。两个侧向方向优选地彼此垂直。
122.为了调整第一芯形成装置和第二芯形成装置(或共同芯形成装置)中的至少一者相对于套管形成装置的位置,成形装置可包括第二平移级。优选地,第二平移级被构造成沿着至少一个方向、特别是沿着至少一个侧向方向、优选地沿着至少两个侧向方向,调整第一芯形成装置和第二芯形成装置(或共同芯形成装置)中的至少一者相对于套管形成装置的位置。两个侧向方向优选地彼此垂直。如本文所用,术语“侧向”是指垂直于感受器轮廓、芯材料和套管材料的行进方向穿过成形装置,特别是垂直于成形装置的纵向轴线的方向。另外或替代地,第二平移级还可被构造成调整第一芯形成装置和第二芯形成装置(或共同芯形成装置)中的至少一者相对于套管形成装置的轴向位置,即,沿着平行于行进方向,特别是平行于成形装置的纵向轴线的方向。
123.第二平移级可被构造成同时调整第一芯形成装置的位置和第二芯形成装置相对于套管形成装置的位置两者。特别地,第一芯形成装置的位置和第二芯形成装置的位置可以彼此联接,并且因此仅可调整在一起。替代地,成形装置可包括两个单独的第二平移级,对于第一芯形成装置和第二芯形成装置中的每一者都有一个平移级,以分别调节其相对于套管形成装置的相应位置。
124.第一平移级和第二平移级可以是成形装置的平移级系统的一部分。
125.为了将套管材料聚集成围绕连续芯股线和连续感受器的连续套管股线,套管形成装置可包括外部漏斗。外部漏斗可以围绕芯形成装置的至少下游区段布置,即,芯形成装置的上游区段芯形成装置的下游区段,如上文进一步限定。
126.成形装置还可包括一个或多个引导翅片,该一个或多个引导翅片布置在套管形成装置的内表面处,特别地布置在外部漏斗的内表面处。替代地或另外,成形装置可包括一个或多个引导翅片,该一个或多个引导翅片布置在第一芯形成装置和第二芯形成装置(或共同芯形成装置)中的至少一者的外表面处,特别地布置在相应内部漏斗的外表面处。这些引导翅片被构造成朝向套管形成装置的下游端引导套管材料。有利地,引导翅片可有助于减少套管形成装置和芯形成装置在套管形成过程中的不期望加热,该不期望加热可分别由于套管材料与套管形成装置的内表面以及第一芯形成装置和第二芯形成装置(或共同芯形成装置)中的至少一者的外表面之间的摩擦而发生。
127.优选地,一个或多个导向翅片相对于套筒材料穿过成形装置的行进方向螺旋扭
曲。特别地,一个或多个引导翅片可以分别沿着芯形成装置或套管形成装置的整个长度尺寸延伸,优选螺旋状延伸。如在垂直于成形装置的纵向轴线的横截面中所看到,一个或多个引导翅片可具有三角形横截面、或半卵形横截面、或半椭圆形横截面。在后两个构型中,半卵形横截面或半椭圆形横截面的半长轴线优选地相对于成形装置的纵向轴线垂直布置,特别是相对于成形的纵向轴线可持续地径向布置。一个或多个引导翅片的横截面可以变化,特别是在尺寸上。例如,一个或多个引导翅片的横截面可以沿着套管材料穿过成形装置的行进方向减小。同样,一个或多个引导翅片的高度,即一个或多个翅片相对于成形装置的纵向中心轴线在径向方向上的延伸可变化,特别地,可沿着套管材料穿过成形装置的行进方向减小。
128.一个或多个引导翅片可以沿着长度延伸中断,即基本上沿着套管材料穿过成形装置的行进方向中断。
129.特别地,两个或更多个引导翅片可以周向地布置在套管形成装置的内表面处。同样,两个或更多个引导翅片可以周向地布置在第一芯形成装置和第二芯形成装置(或共同芯形成装置)中的至少一者的外表面处。
130.套管形成装置的内表面处的一个或多个引导翅片和第一芯形成装置和第二芯形成装置(或共同芯形成装置)中的至少一者的外表面处的一个或多个引导翅片可以布置在不同的周向位置处。特别地,在套管形成装置的内表面处的一个或多个引导翅片和在第一芯形成装置和第二芯形成装置(或共同芯形成装置)中的至少一者的外表面处的一个或多个引导翅片的周向位置可以相对于成形装置的纵向中心轴线偏移一定的旋转角度,例如偏移30度或60度或90度或120度。特别地,在第一芯形成装置和第二芯形成装置(或共同芯形成装置)中的至少一者的外表面处的引导翅片可以布置在周向位置处,该周向位置在套管形成装置的内表面处的两个相邻翅片的周向位置之间,尤其在中心位置。
131.替代地或除了一个或多个引导翅片之外,套管形成装置可包括在套管形成装置的外表面处的一个或多个冷却肋和在套管形成装置的壁中的一个或多个冷却开口中的至少一者。有利地,一个或多个冷却肋或一个或多个冷却开口可有助于减少套管形成过程期间套管形成装置的不期望加热,该不期望加热可由于套管材料与套管形成装置的内表面之间的摩擦而发生。
132.成形装置可以是用于制造根据本发明的气溶胶形成杆,特别是气溶胶形成杆的整体制造装置的一部分。
133.因此,本发明还提供了一种用于制造气溶胶形成杆的制造装置,特别是根据本发明的气溶胶形成杆,其中该制造装置包括根据本发明并且如本文所述的成形装置。
134.在成形装置的下游,制造装置可以进一步包括杆形成装置,其用于将第一连续芯股线、第二连续芯股线、感受器轮廓和连续套管股线的实体最终特别地形成为连续的气溶胶形成杆股线。杆形成装置可包括呈连续传送带形式的附属带。附属带优选地与至少一个半漏斗相互作用以形成最终杆形状,并且优选地提供围绕第一连续芯股线、第二连续芯股线、感受器轮廓和连续套管股线的实体的包装材料。优选地,附属带布置在杆形成装置的中心轴线下方,而至少一个半漏斗布置在中心轴线上方并因此布置在附属带上方。
135.附属带还可支撑包装材料。包装材料可以由包装材料供给供应到杆形成装置的上游端中。包装材料供应装置可例如包括包装材料绕线筒。优选地,包装材料被支撑在附属带
的面向中心轴线的表面上。因此,在操作中,包装材料被自动包裹在连续套管股线上。包装材料供应装置还可将胶水添加到包装材料的至少一部分,以使包装材料保持在套管部分周围。
136.在其下游端,杆形成装置提供具有最终杆状的连续气溶胶形成杆股线,优选地完全被包装材料围绕。
137.在杆形成装置的下游,制造装置还可包括切割装置,其用于将连续气溶胶形成杆股线切割成根据本发明的并如本文所描述的单个可感应加热的气溶胶形成杆。
138.制造装置可包括被构造成用于将感受器轮廓供应到引导装置的感受器供应装置。感受器供应装置可包括用于解绕设置在绕线筒上的感受器轮廓的解绕单元。
139.制造装置还可包括被构造成用于将套管材料供应到套管形成装置的套管材料供应装置。套管材料供应装置可包括用于解绕设置在绕线筒上的套管材料的解绕单元。
140.制造装置还可包括第一材料供应装置和第二芯材料供应装置,其被构造成分别将第一芯材料和第二芯材料供应到第一芯形成装置和第二芯形成装置。第一芯材料供应装置和第二芯材料供应装置中的每一者可包括用于解绕设置在绕线筒上的相应芯材料的解绕单元。
141.在套管材料供应装置、感受器供应装置、第一芯材料供应装置和第二芯材料供应装置中的至少一者的下游,制造装置还可包括用于分别预处理套管材料、感受器轮廓以及第一芯材料和第二芯材料的一个或多个处理单元。处理单元可分别被构造成对套管材料、感受器轮廓或第一芯材料和第二芯材料进行物理处理。举例来说,处理单元可被构造成用于卷曲套管材料、第一芯材料或第二芯材料,具体地说,如果套管材料、第一芯材料或第二芯材料中的一者包括浇铸叶材料或醋酸纤维丝束。替代地或另外,套管材料、第一芯材料和第二芯材料中的至少一者的物理处理可包括电离处理、电晕处理、套管或芯材料的预热中的一个或多个。
142.用于感受器轮廓的处理单元可以被构造成在感受器轮廓中产生多个穿孔,并且至少沿着第一方向拉伸穿孔的感受器轮廓,以便产生包括源自多个穿孔的多个开口的经膨胀的感受器轮廓。
143.制造装置还可包括用于分别调整套管材料、第一芯材料和第二芯材料的张力的张紧单元。
144.制造装置还可包括用于分别将流体、细粒、颗粒和粉末中的至少一者施加到套管材料、第一芯材料或第二芯材料的分配单元。制造装置还可包括用于分别缓冲套管材料、第一芯材料和第二芯材料的相应缓冲单元。特别地,制造装置可包括用于套管材料、第一芯材料和第二芯材料中的每一者的处理单元、张紧单元、分配单元和缓冲器中的至少一者。
145.已关于气溶胶形成杆和气溶胶生成制品描述了根据本发明的装置的其他特征和优势并且同样适用。
附图说明
146.将参考附图仅通过举例方式进一步描述本发明,在附图中:
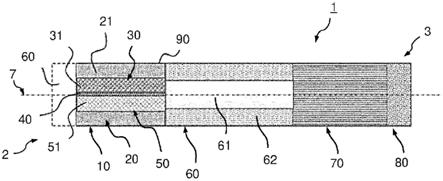
147.图1是根据本发明的第一实施方案的包括可感应加热的气溶胶形成杆的可感应加热的气溶胶生成制品的示意图;
148.图2是根据图1的制品的横截面图;
149.图3是根据本发明的第二实施方案的制品的横截面图;
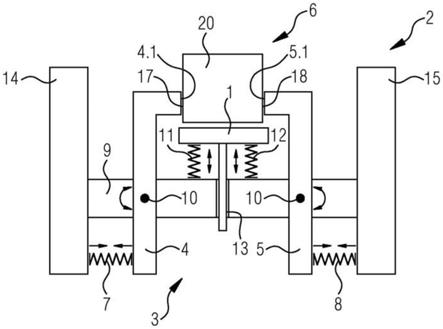
150.图4示意性地示出了根据本发明的可感应加热的气溶胶形成杆制造;
151.图5是根据图2的用于制造可感应加热的气溶胶形成杆的成形装置的示意图;
152.图6是根据图3的用于制造可感应加热的气溶胶形成杆的成形装置的示意图;并且
153.图7是根据图2和图3的气溶胶形成杆的感受器的实例的细节。
具体实施方式
154.图1和图2示意性地示出了根据本发明的可感应加热的气溶胶生成制品的第一实施方案。制品1基本上具有杆状,并且包括沿着制品1的纵向轴线7同轴对准布置的四个元件:根据本发明的气溶胶形成杆10、支撑元件60、气溶胶冷却元件70和过滤元件80。气溶胶形成杆10布置在制品1的远侧端部2处,而过滤元件80布置在制品1的远侧端部3处。任选地,制品1还可包括远侧前元件60,其可用于覆盖和保护气溶胶形成杆10的远侧前端。这四个元件中的每一者为大致圆柱形的,它们全部具有基本上相同的直径。另外,元件由外包装材料90包围,以便将元件保持在一起并维持杆状制品1的期望圆形横截面形状。优选地,包装材料90由纸制成。
155.杆状气溶胶生成制品1的长度可在30毫米与110毫米之间,优选地在40毫米与60毫米之间。同样,制品1的直径可在3毫米与10毫米之间,优选地在5.5毫米与8毫米之间。
156.支撑元件60可包括卡通或纤维素基管62,其具有允许在气溶胶形成杆10内部生成的任何气溶胶的混合和均质化的中心空气通道61。替代地,支撑元件60可用于保持在气溶胶形成杆内部的不同位置生成的不同气溶胶分离,直到到达气溶胶冷却元件70。
157.气溶胶冷却元件70主要用于降低朝向制品1的近侧端部3的气溶胶温度。气溶胶形成元件可例如包括可生物降解聚合物材料、具有低孔隙度的纤维素基材料或这些材料和其他材料的组合。
158.过滤元件80可包括标准过滤材料,例如低密度醋酸纤维丝束。
159.单独过滤元件80或两者,气溶胶冷却元件70和过滤元件80可用作烟嘴,气溶胶通过该烟嘴离开气溶胶生成制品1。
160.在图1和图2中所显示的实施方案中,气溶胶形成杆段10具有横截面恒定(例如圆形横截面)的圆柱形形状。作为制品1的一部分,气溶胶形成杆10的长度可以在5毫米与20毫米之间,优选地在7毫米与13毫米之间。气溶胶形成杆10的直径可以在3毫米与10毫米之间、优选地在5.5毫米与8毫米之间的范围内。
161.如图1和图2所显示,气溶胶形成杆包括至少四个部件:第一圆柱形芯部分30,所述第一圆柱形芯部分包括第一气溶胶形成基材和第一调味材料中的至少一者;第二圆柱形芯部分50,所述第二圆柱形芯部分包括第二气溶胶形成基材和第二调味材料中的至少一者;细长感受器40,所述细长感受器夹在第一圆柱形芯部分30与第二圆柱形芯部分50之间;以及套管部分20,所述套管部分布置在芯部分30、50和感受器40周围并且包括填料材料、第三气溶胶形成基材和第三调味材料中的至少一者。
162.在本实施方案中,第一芯部分30包括浸渍有液体(第一)调味材料的液体保持材料31。相比之下,第二芯部分50包括浸渍有液体气溶胶形成基材的液体保持材料51。套管部分
20包括醋酸纤维丝束膨胀纤维21。感受器40是由铁磁性不锈钢制成的细长条带。这种材料可能是有利的,因为它由于涡电流和磁滞损耗两者而提供热量。任选地,感受器40可包括镍涂层,其中镍主要用作如上文进一步描述的温度标记。另外,感受器40可包括保护涂层,以防止例如由于在气溶胶形成基材和调味材料的潮湿环境中的腐蚀而导致的感受器40的不期望的老化。
163.如图1和图2中还可看出,根据本实施方案的感受器40是条带形的,宽度尺寸在3.5毫米与8毫米之间,优选地在4毫米与6毫米之间,厚度尺寸在0.05毫米与0.4毫米之间,优选地在0.15毫米与0.35毫米之间。第一芯部分30和第二芯部分50也是条带形的。其宽度尺寸在3.5毫米与8毫米之间、优选地在4毫米与6毫米之间的范围内,且厚度尺寸在0.5毫米与7毫米之间、优选地在2毫米与5毫米之间的范围内。特别地,感受器40可以是由膨胀金属片制成的感受器,该膨胀金属片包括穿过片的多个开口41。这种感受器40的实例显示于图7中。
164.如图1和图12中还可看到,感受器40的大侧沿着杆10的纵向轴线7侧向邻接第一圆柱形芯部分30和第二圆柱形芯部分50的相应大侧。因此,感受器40与第一芯部分30和第二芯部分50两者直接物理接触。由此,气溶胶形成杆10允许同时产生气溶胶和调味添加剂。有利地,这增强了可生成气溶胶的多样性。另外,在感受器与芯部分之间的直接物理接触允许良好的加热效率。
165.感受器40与第一芯部分30之间以及感受器40与第二芯部分50之间的接触分别是非结合性质的,即,感受器40和相应芯部分30、50彼此未固定地附接。然而,例如,由于分别用液体调味材料或液体气溶胶形成基材浸渍的液体保持材料的湿润或潮湿性质,在感受器40与相应部分30、50之间的接触可包括某种类型的非永久性粘合。
166.套管部分20布置在感受器40、第一芯部分30和第二芯部分50周围,使得套管部分20的醋酸纤维丝束膨胀纤维21完全填充圆柱形杆10的整个残余体积。
167.图3显示根据本发明的气溶胶形成杆10的第二实施方案。其与根据图1和图2的气溶胶形成杆基本相同。因此,相同或相似的特征以相同的附图标记表示。根据第二实施方案的气溶胶形成杆10与根据第一实施方案的气溶胶形成杆10的不同之处在于第一芯部分30和第二芯部分50的横截面形状,其不是矩形的,而是半卵形的。第一芯部分30和第二芯部分50的半卵形横截面形状更接近条带形感受器40的加热轮廓的大致卵形横截面形状。有利地,这允许在第一芯部分30和第二芯部分50中节省液体气溶胶形成基材和调味材料,并且因此导致在第一芯部分30和第二芯部分50中更有效地使用液体气溶胶形成基材和调味材料。
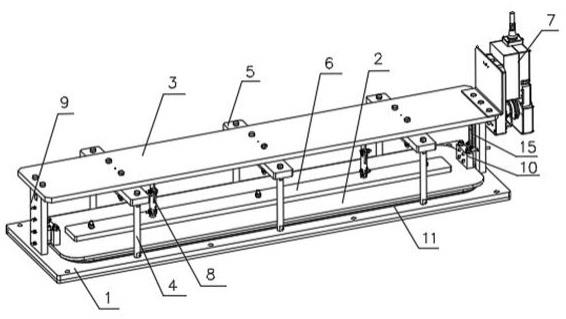
168.根据本发明的可感应加热的气溶胶形成杆可以使用如图4中示意性示出的方法和制造装置1000来制造。
169.制造装置1000包括套管材料供应装置200,其被构造成用于将套管材料201供应到成形装置100的套管形成装置130。套管材料供应装置200包括用于解绕设置在绕线筒211上的套管材料201的解绕单元210。在解绕单元210的下游,制造装置1000还包括用于缓冲套管材料201的缓冲器220、用于预处理套管材料201的处理单元230、用于调节套管材料201的张力的张紧单元600和分配单元700。在本实施方案中,处理单元230可被构造成用于套管材料201的物理处理,例如用于卷曲套管材料201。卷曲套管材料201可以促进在成形装置100中形成套管部分。分配单元700可用于将流体、细粒、颗粒和粉末中的至少一者施加到套管材
料,例如流体调味材料。
170.关于气溶胶形成杆的第一芯部分和第二芯部分,制造装置1000包括第一芯材料供应装置300和第二芯材料供应装置500,其被构造成分别将第一芯材料301和第二芯材料501供应到成形装置100的共同芯形成装置130。第一芯材料供应装置300和第二芯材料供应装置500中的每一者包括用于解绕设置在相应绕线筒311、511上的相应芯材料301、501的解绕单元310、510。
171.同样地,制造装置1000包括感受器供应装置400,其被构造成用于将感受器轮廓401供应到成形装置100的纵向引导件140。感受器供应装置400包括用于解绕设置在绕线筒411上的感受器轮廓401的解绕单元410。在解绕单元410的下游,制造装置1000还包括用于预处理感受器轮廓401的处理单元430。在本实施方案中,处理单元430被构造成在感受器轮廓401中产生多个穿孔,并且至少沿着第一方向拉伸穿孔的感受器轮廓401,以便产生包括源自多个穿孔的多个开口441的经膨胀的感受器轮廓。这种经膨胀的感受器轮廓401的实例显示于图7中。
172.为了获得如图1和图2所显示的气溶胶形成杆10,套管材料201、第一芯材料301、第二芯材料501和感受器轮廓401需要组合和成形,以便产生第一芯部分、第二芯部分、感受器和布置在第一芯部分和第二芯部分以及感受器周围的套管部分。为此,制造装置1000包括成形装置100,该成形装置布置在前述单元的下游,并且套管材料201、第一芯材料301、第二芯材料501和感受器轮廓401同时馈送到该成形装置中,如图4所显示。
173.图5显示用于制造如图1和图2所显示的气溶胶形成杆的成形装置100的细节。图5的下部部分是穿过装置100的纵向横截面,并且图5的上部部分包括在如图5的下部部分所示的三个不同纵向位置处穿过装置100的三个横向横截面。根据本发明,成形装置100包括套管形成装置120、共同芯形成装置130和纵向感受器引导件140,其中共同芯形成装置130分别实现(一体式)第一芯形成装置和第二芯形成装置,以用于将第一芯材料301和第二芯材料501聚集成第一连续芯股线和第二连续芯股线。
174.在本实施方案中,共同芯形成装置130包括内部漏斗131,所述内部漏斗被构造成用于将第一芯材料301和第二芯材料501分别聚集成第一连续芯股线和第二连续芯股线,使得在穿过共同芯形成装置301时,第一连续芯股线具有对应于待制造的气溶胶形成杆的圆柱形第一芯部分的横截面形状的横截面形状,并且第二连续芯股线具有对应于待制造的气溶胶形成杆的圆柱形第二芯部分的横截面形状的横截面形状。对应于气溶胶形成杆中第一芯部分和第二芯部分的径向位置,内部漏斗的中心轴线与成形装置100的纵向中心轴线107同轴。
175.纵向引导件140被构造成相对于第一芯股线130和第二芯股线150布置连续感受器轮廓401,例如以在穿过共同芯形成装置130的内部漏斗131时以非结合方式侧向邻接连续芯股线。在本实施方案中,纵向引导件140包括引导管141,所述引导管与成形装置100的纵向轴线107同轴地布置并且向下游延伸到共同芯形成装置130的上游区段中。在共同芯形成装置130的上游区段中,第一芯材料和第二芯材料已预先聚集。共同芯形成装置130的上游区段具有长度109,其为共同芯形成装置130的总长度108的约30%。
176.如图5的上部部分中可看到,引导管141具有矩形横截面,其朝向引导管141的下游端渐缩,其中矩形横截面基本上对应于感受器轮廓的矩形横截面。引导管141形成引导通道
143,感受器轮廓401被馈送到该引导通道中,以便在共同芯形成装置130的上游区段中最初与第一芯材料301和第二芯材料501分离。在纵向引导件140的下游端处,感受器轮廓401从引导件释放,从而允许感受器轮廓401在对应于其在最终气溶胶形成杆中的预定位置的位置处与预聚集的芯材料聚集在一起。
177.为了将套管材料聚集成围绕连续芯股线和感受器的连续套管股线,成形装置100包括套管形成装置120。与共同芯形成装置130一样,套管形成装置120还包括漏斗,该漏斗是布置在芯形成装置的至少下游区段的外部漏斗121。在本实施方案中,外部漏斗121甚至沿着芯形成装置130的整个长度延伸,使得内部漏斗131完全接纳在外部漏斗121内。共同芯形成装置130的下游端打开进入套管形成装置的下游区段,其中套管材料已经预聚集。因此,在共同芯形成装置130的下游端处,第一连续芯股线和第二连续芯股线以及夹在第一芯股线与第二芯股线之间的感受器轮廓被释放到预聚集的套管材料中。这对于芯部分和感受器在最终气溶胶形成杆中所需位置的位置稳定性可能是有利的。
178.如图5中进一步所显示,成形装置100还包括布置在套管形成装置120的外部漏斗121的内表面处的两个引导翅片180。这些引导翅片180被构造成朝向套管形成装置120的下游端引导套管材料。有利地,引导翅片180可有助于在套管形成过程期间减少套管形成装置和芯形成装置的不期望加热,该不期望加热可由于成形装置100的不同部分与套管材料之间的摩擦而发生。
179.为了调节第一芯部分、第二芯部分和在气溶胶形成杆内的感受器的位置,成形装置100包括分别可操作地联接到纵向引导件140和共同芯形成装置130的第一平移级171和第二平移级172。在本发明的第一平移级171被构造成沿着成形装置100的纵向轴线107调节纵向引导件140相对于共同芯形成装置130的轴向位置。这允许调节其中感受器轮廓401与预聚集的第一芯材料和预聚集的第二芯材料聚集在一起的轴向位置。第二平移级172被构造成沿着三个方向,即平行于成形装置100的纵向轴线107的第一方向、垂直于纵向中心轴线107的第二方向和垂直于第二方向且垂直于纵向中心轴线107的第三方向,调节共同芯形成装置130相对于套管形成装置120的位置。通过此,可以三维控制其中感受器和第一连续芯股线以及第二连续芯股线与预聚集的套管材料一起的位置。
180.在套管形成装置120的下游端处,连续套管股线芯股线、感受器轮廓、第一连续芯股线和第二连续芯股线的实体离开成形装置100。在该实体内,连续套管股线具有对应于套管部分的横截面形状的横截面形状,第一连续芯股线和第二连续芯股线具有分别对应于第一芯部分和第二芯部分的横截面形状的横截面形状,并且感受器邻接地夹在连续芯股线中。
181.再次参考图4,制造装置100还包括位于成形装置100下游的杆形成装置800,该杆形成装置被构造成用于将第一连续芯股线、第二连续芯股线、感受器轮廓和连续套管股线的实体形成为连续气溶胶形成杆股线。如上文所描述但未在图4中所显示,杆形成装置800可包括与至少一个半漏斗相互作用以形成最终杆形状的附属带。附属带还可将由包装材料供应装置(未示出)供应的包装材料支撑到杆形成装置800的上游端。在操作中,当基材纤维网逐渐聚集在套管部分周围时,包装材料自动包裹在基材纤维网周围,使得被包装材料完全包裹的连续气溶胶形成杆股线在其下游端离开杆形成装置800。
182.在杆形成装置下游,制造装置1000还可包括切割装置900,其用于将连续气溶胶形
成杆股线切割成根据本发明的单个可感应加热的气溶胶形成杆。
183.图6显示用于制造如图3所显示的气溶胶形成杆的成形装置100的细节。装置类似于图5中所显示的装置。因此,相同或相似的特征以相同的附图标记表示。根据图6的装置100与根据图5的装置100的不同之处在于共同芯形成装置130的横截面形状,其不是矩形的,而是卵形的,以便允许将第一芯材料和第二芯材料成形为第一芯股线和第二芯股线,每个芯股线具有如图3所显示的半卵圆横截面形状。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。