一种frp平板加工用热压装置
技术领域
1.本发明涉及板材加工技术领域,特别涉及一种frp平板加工用热压装置。
背景技术:
2.frp平板是由胶衣,高分子树脂和玻璃纤维热固化复合形成;frp平板具有强度高、硬性好、表面光滑、耐磨、耐腐蚀、耐老化、洁净度高、不易滋生细菌等特点,被广泛应用于高档汽车、冷藏车车厢板以及净化、医疗、食品卫生等工程,frp平板生产一般是将高分子树脂和玻璃纤维进行叠合,之后进行滚压压紧,最后进行热压塑型。
3.目前,现有的装置在针对叠合的frp平板进行热压时,通常存在以下不足:1、现有的装置只能滚压塑型同一规格的frp平板,不能根据frp平板实际所需的弧形凸起个数进行相应的调节,从而降低了装置使用的灵活性,并且不能对滚压塑型的弧形凸起进行复压处理,弧形凸起易出现回弹的现象,降低了frp平板成型的效果;2、现有的有一部分装置不能在frp平板热压前将frp平板内的空气挤出,frp平板在热压成型后易出现凹凸不平的现象。
技术实现要素:
4.要解决的技术问题:本发明提供的一种frp平板加工用热压装置,可以解决上述提到的叠合的frp平板进行热压时存在的问题。
5.技术方案:为了实现上述目的,本发明采用以下技术方案,一种frp平板加工用热压装置,包括热压框、抚平机构、压型机构、加热块和闭合盖,所述的热压框内部靠近左侧设置有抚平机构,抚平机构与热压框内壁连接,抚平机构右侧设置有压型机构,压型机构与热压框内壁连接,压型机构上下两方对称设置有加热块,加热块与热压框侧壁内端固定连接,热压框上端卡接有闭合盖。
6.所述的抚平机构包括方形板、抚平框、挤压块、挤压板、调节螺杆、刮除单元和传动辊,所述的热压框前后侧壁内端之间固定连接有方形板,方形板上端安装有抚平框,抚平框下侧壁内端安装有挤压块,挤压块呈v型结构,挤压块上方设置有挤压板,挤压板与抚平框上侧壁滑动贯穿,挤压板的结构与挤压块的形状一致,挤压板右端中部安装有辅助板,辅助板中部螺纹连接有调节螺杆,调节螺杆下端通过轴承与抚平框转动连接,抚平框右端前后对称安装有刮除单元,抚平框右方上下对称设置有传动辊,传动辊与热压框侧壁转动连接,具体工作时,人工将叠合的frp平板一端从热压框左侧穿入,之后从挤压块和挤压板之间穿过,再从两个刮除单元之间穿过,然后从两个传动辊之间穿过与压型机构连接,人工启动加热块,人工转动调节螺杆,调节螺杆带动挤压板与挤压块配合,从而对叠合的frp平板进行压紧抚平,将叠合的frp平板内的气泡挤出,从而避免frp平板热压后出现气泡的现象,提高了frp平板热压成型的效果,刮除单元将叠合的frp平板抚平处理时产生的胶进行刮除,传动辊对叠合的frp平板进行辊压处理。
7.所述的压型机构包括塑型板、滑动块、圆柱杆、下压板、下压弹簧、滚压单元、连板、锁紧螺杆和复压单元,所述的热压框前后侧壁内端之间固定连接有塑型板,塑型板上端开
设有多个均匀分布的塑型槽,热压框前后两侧壁对称开设有滑动通孔,滑动通孔孔壁滑动连接有滑动块,滑动块中部通过轴承转动连接有圆柱杆,滑动通孔上壁开设有滑槽,滑槽内部滑动连接有下压板,下压板上端与滑槽之间固定连接有下压弹簧,位于前侧所述圆柱杆靠近热压框中部的一端开设有连接开口,连接开口侧壁开设有螺纹通孔,螺纹通孔内部螺纹连接有锁紧螺杆,连接开口内部滑动连接有连板,连板与锁紧螺杆螺纹连接,连板后端滑动连接有滚压单元,滚压单元后端与位于后侧所述圆柱杆固定连接,滚压单元右方设置有复压单元,复压单元与热压框内侧壁固定连接,具体工作时,人工将从传动辊上方绕过的叠合的frp平板从塑型板和滚压单元之间穿过,再从塑型板和复压单元之间穿出,然后穿过热压框与外界现有的传动装置连接,传动装置带动frp平板移动,压紧frp平板通过塑型板和滚压单元之间时,滚压单元将frp平板压出多个弧形凸起,从而实现塑型的功能,复压单元对塑型后的frp平板进行复压,避免塑型后的frp平板出现回弹的现象,确保了frp平板的成型效果。
8.作为本发明的一种优选技术方案,所述的刮除单元包括刮除框、刮除板、封边块、压紧弹簧和封边辊,所述的抚平框右端安装有刮除框,刮除框呈u型结构,刮除框开口远离热压框侧壁,刮除框上下侧壁内端对称开设有封边槽,封边槽内部滑动连接有封边块,封边块与封边槽之间固定连接有压紧弹簧,封边块远离压紧弹簧的一端转动连接有多个呈线性均匀分布的封边辊,两个所述封边块靠近热压框侧壁的一方共同设置有刮除板,刮除板与刮除框倾斜固定连接,具体工作时,人工将从挤压块和挤压板之间穿过的叠合的frp平板从上下封边块之间穿过,压紧弹簧通过封边块带动封边辊对叠合的frp平板两侧进行夹紧,叠合的frp平板移动时,封边辊对叠合的frp平板两侧进行辊压封边,刮除板将叠合的frp平板两侧多余的胶进行刮除,避免影响成型效果。
9.作为本发明的一种优选技术方案,所述的滚压单元包括转动杆、滚压轮、卡接头和卡接弹簧,位于后侧所述圆柱杆靠近热压框中部的一端安装有转动杆,转动杆外表面滑动连接有多个呈线性均匀分布的滚压轮,滚压轮呈环形结构,滚压轮内壁开设有多个周向均匀分布的卡接槽,卡接槽内部滑动连接有卡接头,卡接头远离转动杆的一端与卡接槽之间固定连接有卡接弹簧,转动杆外表面开设有多个周向均匀分布的半圆槽,半圆槽与卡接头卡接配合,转动杆前端开设有u型开口,u型开口与连板滑动配合,具体工作时,根据frp平板实际所需弧形凸起个数,人工提起转动杆,转动杆通过圆柱杆带动滑动块上升,人工将相应的滚压轮在转动杆上滑动,滚压轮带动卡接头与半圆槽配合,卡接弹簧将卡接头压至半圆槽内,从而对滚压轮进行定位,手动将转动杆复位,下压弹簧通过下压板对滑动块进行限位,滚压轮与相应的塑型槽配合,人工将连板插入u型开口和连接开口之间,并转动锁紧螺杆,转动杆通过连板与前侧的圆柱杆连接,提高了转动杆转动的稳定性,实现热压出不同规格frp平板的功能,提高了装置使用的灵活性。
10.作为本发明的一种优选技术方案,所述的复压单元包括矩形杆、旋转辊、u型架、定位螺杆和复压辊,所述的热压框前后侧壁内端之间固定连接有矩形杆,矩形杆下端转动连接有旋转辊,矩形杆上端滑动连接有多个呈线性均匀分布的u型架,u型架开口朝下,u型架上端中部螺纹连接有定位螺杆,定位螺杆下端贯穿u型架并与矩形杆螺纹配合,u型架右侧壁下端通过转动架安装有复压辊,具体工作时,根据frp平板实际所需弧形凸起个数,人工将相应的u型架通过定位螺杆连接在矩形杆上,旋转辊对塑型后的frp平板进行辊压,复压
辊对热压成型的弧形凸起进行再次辊压,避免弧形凸起出现回弹的现象。
11.作为本发明的一种优选技术方案,所述的封边块远离压紧弹簧一端的左侧设置有斜面,具体工作时,斜面便于叠合的frp平板穿过,并且易将叠合的frp平板内的排除。
12.作为本发明的一种优选技术方案,所述的挤压块左端靠近抚平框的一侧设置有坡面,具体工作时,坡面便于叠合的frp平板穿过,并且便于对叠合的frp平板两侧进行辊压处理。
13.作为本发明的一种优选技术方案,所述的热压框左右两侧壁对称开设有送料通孔,具体工作时,人工将叠合的frp平板从左侧的送料通孔穿入,并依次穿过抚平机构和压型机构,再从右侧的送料通孔穿出。
14.作为本发明的一种优选技术方案,所述的刮除板下方设置有落料通孔,落料通孔位于刮除框下侧壁上,具体工作时,刮除板刮除的胶通过落料通孔掉落,避免胶出现堆积的现象,从而降低了对frp平板成型的影响。
15.有益效果:1.本发明提供的一种frp平板加工用热压装置,所采用的抚平机构可以在frp平板热压前将frp平板内的空气挤出,避免frp平板在热压成型后出现凹凸不平的现象,提高了frp平板成型的效果。
16.2.本发明提供的一种frp平板加工用热压装置,所采用的抚平机构可以将frp平板叠合滚压时多出的胶进行刮除,避免对frp平板成型造成影响。
17.3.本发明提供的一种frp平板加工用热压装置,所采用的压型机构可以根据frp平板实际所需的弧形凸起个数进行相应的调节,从而对frp平板进行滚压塑型,提高了装置使用的灵活性,并且可以对滚压塑型的弧形凸起进行复压处理,避免弧形凸起出现回弹的现象,确保了frp平板成型的效果。
附图说明
18.下面结合附图和实施例对本发明进一步说明。
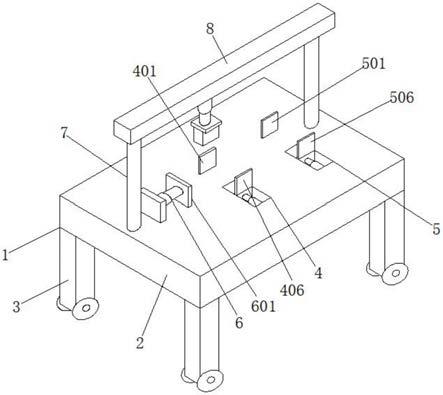
19.图1是本发明的立体结构示意图。
20.图2是本发明热压框、抚平机构、压型机构和加热块的第一视角立体结构示意图。
21.图3是本发明热压框、抚平机构、压型机构和加热块的第二视角立体结构示意图。
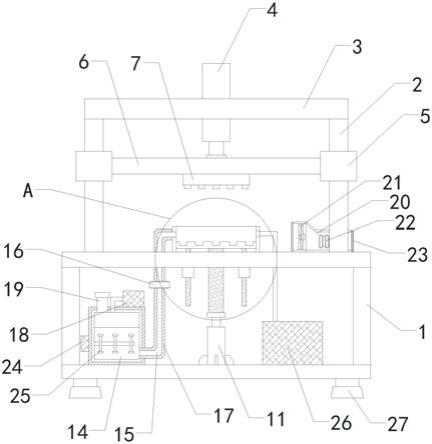
22.图4是本发明的主视图。
23.图5是本发明的附视图。
24.图6是本发明图5中a
‑
a的剖视图。
25.图7是本发明图4中b
‑
b的剖视图。
26.图8是本发明图4中c
‑
c的剖视图。
27.图9是本发明图6中n处的放大图。
28.图10是本发明图7中x处的放大图。
29.图11是本发明图8中d处的放大图。
30.图12是本发明塑型板、矩形杆、u型架、定位螺杆和复压辊的结构示意图。
31.图中:1、热压框;11、送料通孔;2、抚平机构;21、方形板;22、抚平框;23、挤压块;24、挤压板;25、调节螺杆;26、刮除单元;261、刮除框;2611、落料通孔;262、刮除板;263、封边块;264、压紧弹簧;265、封边辊;27、传动辊;3、压型机构;31、塑型板;32、滑动块;33、圆柱
杆;34、下压板;35、下压弹簧;36、滚压单元;361、转动杆;362、滚压轮;363、卡接头;364、卡接弹簧;37、连板;38、锁紧螺杆;39、复压单元;391、矩形杆;392、旋转辊;393、u型架;394、定位螺杆;395、复压辊;4、加热块;5、闭合盖。
具体实施方式
32.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
33.参阅图1
‑
2,一种frp平板加工用热压装置,包括热压框1、抚平机构2、压型机构3、加热块4和闭合盖5,所述的热压框1左右两侧壁对称开设有送料通孔11,热压框1内部靠近左侧设置有抚平机构2,抚平机构2与热压框1内壁连接,抚平机构2右侧设置有压型机构3,压型机构3与热压框1内壁连接,压型机构3上下两方对称设置有加热块4,加热块4与热压框1侧壁内端固定连接,热压框1上端卡接有闭合盖5。
34.参阅图6、图8和图11,所述的抚平机构2包括方形板21、抚平框22、挤压块23、挤压板24、调节螺杆25、刮除单元26和传动辊27,所述的热压框1前后侧壁内端之间固定连接有方形板21,方形板21上端安装有抚平框22,抚平框22下侧壁内端安装有挤压块23,挤压块23呈v型结构,挤压块23左端靠近抚平框22的一侧设置有坡面,挤压块23上方设置有挤压板24,挤压板24与抚平框22上侧壁滑动贯穿,挤压板24的结构与挤压块23的形状一致,挤压板24右端中部安装有辅助板,辅助板中部螺纹连接有调节螺杆25,调节螺杆25下端通过轴承与抚平框22转动连接,抚平框22右端前后对称安装有刮除单元26,抚平框22右方上下对称设置有传动辊27,传动辊27与热压框1侧壁转动连接,具体工作时,人工将叠合的frp平板一端从热压框1左侧的送料通孔11穿入,之后从挤压块24和挤压板25之间穿过,再从两个刮除单元27之间穿过,然后从两个传动辊27之间穿过与压型机构3连接,人工启动加热块4,人工转动调节螺杆26,调节螺杆26带动挤压板25与挤压块24配合,从而对叠合的frp平板进行压紧抚平,将叠合的frp平板内的气泡挤出,从而避免frp平板热压后出现气泡的现象,提高了frp平板热压成型的效果,刮除单元27将叠合的frp平板抚平处理时产生的胶进行刮除,传动辊27对叠合的frp平板进行辊压处理,挤压块24的坡面便于叠合的frp平板穿过,并且便于对叠合的frp平板两侧进行辊压处理。
35.参阅图11,所述的刮除单元26包括刮除框261、刮除板262、封边块263、压紧弹簧264和封边辊265,所述的抚平框22右端安装有刮除框261,刮除框261呈u型结构,刮除框261开口远离热压框1侧壁,刮除框261上下侧壁内端对称开设有封边槽,封边槽内部滑动连接有封边块263,封边块263与封边槽之间固定连接有压紧弹簧264,封边块263远离压紧弹簧264一端的左侧设置有斜面,封边块263远离压紧弹簧264的一端转动连接有多个呈线性均匀分布的封边辊265,两个所述封边块263靠近热压框1侧壁的一方共同设置有刮除板262,刮除板262与刮除框261倾斜固定连接,刮除板262下方设置有落料通孔2611,落料通孔2611位于刮除框261下侧壁上,具体工作时,人工将从挤压块24和挤压板25之间穿过的叠合的frp平板从上下封边块263之间穿过,压紧弹簧264通过封边块263带动封边辊265对叠合的frp平板两侧进行夹紧,叠合的frp平板移动时,封边辊265对叠合的frp平板两侧进行辊压封边,刮除板262将叠合的frp平板两侧多余的胶进行刮除,避免影响成型效果,封边块263的斜面便于叠合的frp平板穿过,刮除板262刮除的胶通过落料通孔2611掉落,避免胶出现
堆积的现象,从而降低了对frp平板成型的影响。
36.参阅图6、图7、图9和图10,所述的压型机构3包括塑型板31、滑动块32、圆柱杆33、下压板34、下压弹簧35、滚压单元36、连板37、锁紧螺杆38和复压单元39,所述的热压框1前后侧壁内端之间固定连接有塑型板31,塑型板31上端开设有多个均匀分布的塑型槽,热压框1前后两侧壁对称开设有滑动通孔,滑动通孔孔壁滑动连接有滑动块32,滑动块32中部通过轴承转动连接有圆柱杆33,滑动通孔上壁开设有滑槽,滑槽内部滑动连接有下压板34,下压板34上端与滑槽之间固定连接有下压弹簧35,位于前侧所述圆柱杆33靠近热压框1中部的一端开设有连接开口,连接开口侧壁开设有螺纹通孔,螺纹通孔内部螺纹连接有锁紧螺杆38,连接开口内部滑动连接有连板37,连板37与锁紧螺杆38螺纹连接,连板37后端滑动连接有滚压单元36,滚压单元36后端与位于后侧所述圆柱杆33固定连接,滚压单元36右方设置有复压单元39,复压单元39与热压框1内侧壁固定连接,具体工作时,人工将从传动辊28上方绕过的叠合的frp平板从塑型板31和滚压单元36之间穿过,再从塑型板31和复压单元39之间穿出,然后穿过右侧的送料通孔11与外界现有的传动装置连接,传动装置带动frp平板移动,压紧frp平板通过塑型板31和滚压单元36之间时,滚压单元36将frp平板压出多个弧形凸起,从而实现塑型的功能,复压单元39对塑型后的frp平板进行复压,避免塑型后的frp平板出现回弹的现象,确保了frp平板的成型效果。
37.参阅图10,所述的滚压单元36包括转动杆361、滚压轮362、卡接头363和卡接弹簧364,位于后侧所述圆柱杆33靠近热压框1中部的一端安装有转动杆361,转动杆361外表面滑动连接有多个呈线性均匀分布的滚压轮362,滚压轮362呈环形结构,滚压轮362内壁开设有多个周向均匀分布的卡接槽,卡接槽内部滑动连接有卡接头363,卡接头363远离转动杆361的一端与卡接槽之间固定连接有卡接弹簧364,转动杆361外表面开设有多个周向均匀分布的半圆槽,半圆槽与卡接头363卡接配合,转动杆361前端开设有u型开口,u型开口与连板37滑动配合,具体工作时,根据frp平板实际所需弧形凸起个数,人工提起转动杆361,转动杆361通过圆柱杆33带动滑动块32上升,人工将相应的滚压轮362在转动杆361上滑动,滚压轮362带动卡接头363与半圆槽配合,卡接弹簧364将卡接头363压至半圆槽内,从而对滚压轮362进行定位,手动将转动杆361复位,下压弹簧35通过下压板34对滑动块32进行限位,滚压轮362与相应的塑型槽配合,人工将连板37插入u型开口和连接开口之间,并转动锁紧螺杆38,转动杆361通过连板37与前侧的圆柱杆33连接,提高了转动杆361转动的稳定性,实现热压出不同规格frp平板的功能,提高了装置使用的灵活性,在对滚压轮362进行更换时,卡接头363受水平的力能够从半圆槽内移出,从而能够将滚压轮362从转动杆361上取出。
38.参阅图9,所述的复压单元39包括矩形杆391、旋转辊392、u型架393、定位螺杆394和复压辊395,所述的热压框1前后侧壁内端之间固定连接有矩形杆391,矩形杆391下端转动连接有旋转辊392,矩形杆391上端滑动连接有多个呈线性均匀分布的u型架393,u型架393开口朝下,u型架393上端中部螺纹连接有定位螺杆394,定位螺杆394下端贯穿u型架393并与矩形杆391螺纹配合,u型架393右侧壁下端通过转动架安装有复压辊395,具体工作时,根据frp平板实际所需弧形凸起个数,人工将相应的u型架393通过定位螺杆394连接在矩形杆391上,旋转辊392对塑型后的frp平板进行辊压,复压辊395对热压成型的弧形凸起进行再次辊压,避免弧形凸起出现回弹的现象。
39.铺设时:s1:根据frp平板实际所需弧形凸起个数,人工提起转动杆361,转动杆361
通过圆柱杆33带动滑动块32上升,人工将相应的滚压轮362在转动杆361上滑动,滚压轮362带动卡接头363与半圆槽配合,卡接弹簧364将卡接头363压至半圆槽内,从而对滚压轮362进行定位,手动将转动杆361复位,下压弹簧35通过下压板34对滑动块32进行限位,滚压轮362与相应的塑型槽配合,人工将连板37插入u型开口和连接开口之间,并转动锁紧螺杆38,转动杆361通过连板37与前侧的圆柱杆33连接,人工将相应的u型架393通过定位螺杆394连接在矩形杆391上,旋转辊392对塑型后的frp平板进行辊压。
40.s2:人工将叠合的frp平板从左侧的送料通孔11穿入,之后从挤压块24和挤压板25之间穿过,再从上下封边块263之间穿过,压紧弹簧264通过封边块263带动封边辊265对叠合的frp平板两侧进行夹紧,然后依次从两个传动辊28之间,滚压轮362与塑型板31之间和复压辊395与塑型板31之间穿过,从右侧的送料通孔11穿出并与外界现有的传动装置连接,人工转动调节螺杆26,调节螺杆26带动挤压板25与挤压块24配合,再将闭合盖5盖在热压框1上端。
41.s3:人工启动传动装置,传动装置带动frp平板移动,挤压板25与挤压块24将叠合的frp平板内的气泡挤出,封边辊265对叠合的frp平板两侧进行辊压封边,刮除板262将叠合的frp平板两侧多余的胶进行刮除,滚压轮362对叠合的frp平板进行滚压塑型,复压辊395对塑型的frp平板再次滚压。
42.s4:人工通过现有的切割设备将冷却后的热压成型frp平板进行切割,并进行集中放置。
43.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。