1.本实用新型涉及一种藤条生产装置。
背景技术:
2.目前,在家居生活、户外、户内休闲的家具中,很多都是采用藤条编织而成。通常,这些藤条都是采用的真藤条。采用真藤条制作具有以下缺点:真藤条产量较少,不容易大规模生产;真藤条易霉变,需做好防潮、防虫等。现有技术中,也有采用塑料来制成仿真藤条,这种仿真藤条具有以下缺点:产品样式单一;样式上与真藤条差距较大,影响其质感。
技术实现要素:
3.本实用新型的目的在于克服现有技术中存在的上述不足,而提供一种结构设计合理的藤条生产装置。
4.本实用新型实施例解决上述问题所采用的技术方案是:一种藤条生产装置,其特征在于,包括:
5.挤出单元,其包括一第一定型单元,所述第一定型单元包括一挤出口,所述藤条通过挤出口挤出;以及
6.第二定型单元,所述第二定型单元上设置一通孔,所述通孔沿一方向贯穿所述第二定型单元,所述通孔具有一挤压部,所述挤压部的宽度配置为小于所述挤出口的宽度。
7.本实用新型实施例所述挤压部的宽度等于所述通孔的宽度。
8.本实用新型实施例所述挤压部的宽度小于通孔的宽度。
9.本实用新型实施例所述挤压部包括一弧形面,所述弧形面表面设置为平滑表面或粗糙表面。
10.本实用新型实施例所述通孔的具有进料端及出料端,所述进料端处设置缓冲段,所述缓冲段处的通孔的截面面积在往出料端方向上逐渐递减,且缓冲段处的所述通孔的截面面积小于其他位置的所述通孔的截面面积。
11.本实用新型实施例所述第二定型单元包括第一构件及第二构件,所述第一构件与所述第二构件叠置,且所述通孔形成于所述第一构件、第二构件或由第一构件及第二构件同时形成。
12.本实用新型实施例所述挤出口在其厚度方向上具有第一成型面及第二成型面,其中,所述第一成型面为平面、弧面或两者的组合,所述第二成型为平面、弧面或两者的组合。
13.本实用新型实施例所述第一成型面被配置为光滑面或被配置为具有若干连续或不连续的凸起或内凹;所述第二成型面被配置为光滑面或被配置为具有若干连续或不连续的凸起或内凹。
14.本实用新型实施例还包括牵引单元,所述藤条穿出第二定型单元后,通过所述牵引单元牵引,以使所述藤条抵于所述挤压部的弧形面。
15.本实用新型实施例还包括冷却单元,所述冷却单元包括一冷却槽,所述第二定型
单元设置于所述冷却槽内,所述冷却槽内设置若干支撑杆,所述牵引单元施力于所述藤条,以使所述藤条挤压在所述支撑杆上。
16.本实用新型与现有技术相比,具有以下一条或多条优点或效果:结构简单,设计合理;藤条伸直状态时的宽度大致等于挤出口的宽度,由于所述挤压部的宽度配置为小于所述挤出口的宽度,因此,藤条穿过通孔时,由于挤压部的限制,将会使藤条在宽度方向上弯曲或隆起,且藤条表面会形成不规则的凸起或开裂,从而使得藤条更接近真实藤条的样子。
附图说明
17.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
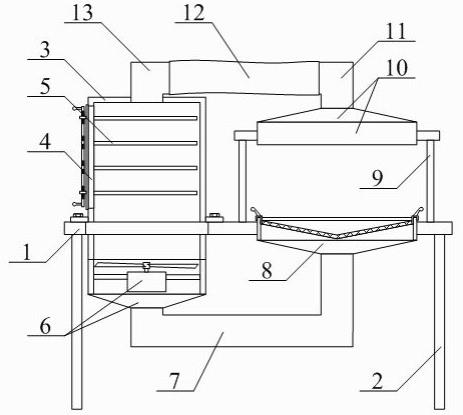
18.图1是本实用新型实施例中的藤条生产装置的结构示意图。
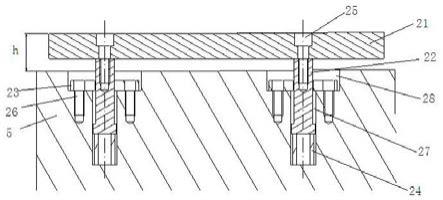
19.图2是第二定型单元与冷却单元配合的立体结构示意图。
20.图3是图2的剖视图。
21.图4是本实施例中的第二定型单元的剖视图。
22.图5是本实施例中的第二定型单元的剖视图。
23.图6是一实施例中的第二定型单元的剖视图,显示通孔由第一构件和第二构件共同构成。
24.图7是一实施例中的第二定型单元的剖视图,显示通孔位于第一构件。
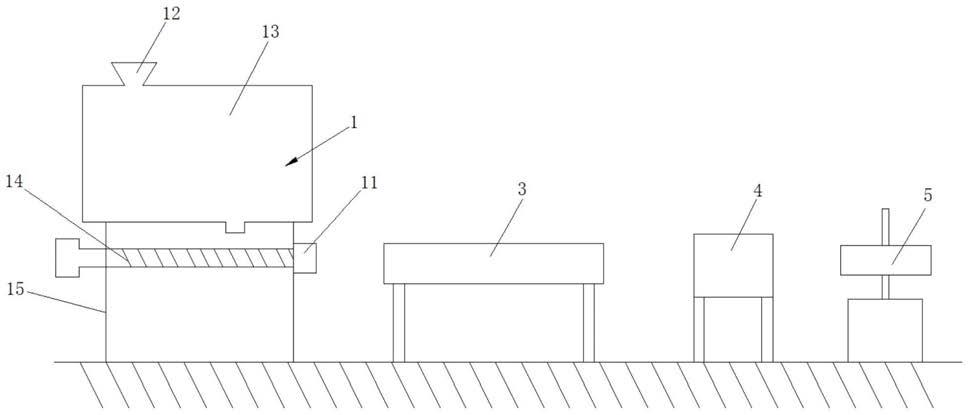
25.图8是一实施例中的第一定型单元的示意图。
26.图9是一实施例中的第一定型单元的示意图。
具体实施方式
27.下面结合附图并通过实施例对本实用新型作进一步的详细说明,以下实施例是对本实用新型的解释而本实用新型并不局限于以下实施例。
28.实施例1。
29.参见图1至图9,本实施例的藤条生产装置,包括挤出单元1、第二定型单元2、冷却单元3、牵引单元4及绕卷单元5。
30.本实施例中的挤出单元1,其包括一第一定型单元11,所述第一定型单元11包括一挤出口111,所述藤条通过挤出口111挤出,并初步定型。具体的,挤出单元1还可包括物料进口 12、熔化器13、螺旋式传动轴杆14及机壳15,其中,物料进口12设于熔化器13上,螺旋式传动轴杆14设于机壳15上,第一定型单元11设于机壳15上,上述挤出工作的具体工作原来为现有技术,此处不再赘述。
31.本实施例中的第二定型单元2上设置一通孔201,所述通孔201沿一方向贯穿所述第二定型单元2,所述通孔201具有一挤压部202,所述挤压部202的宽度配置为小于所述挤出口 111的宽度。本实施例中,藤条伸直状态时的宽度大致等于挤出口111的宽度,由于所述挤压部202的宽度配置为小于所述挤出口111的宽度,因此,藤条穿过通孔201时,由于挤压部 202的限制,将会使藤条在宽度方向上弯曲或隆起,且藤条表面会形成不规则的凸起
或开裂,从而使得藤条更接近真实藤条的样子。
32.一实施例中,所述挤压部202的宽度等于所述通孔201的宽度。也就是说,通孔201的宽度小于挤出口111的宽度,通孔201直接形成了所述挤压部202。工作时藤条贴紧并挤压在通孔201的内表面。
33.一实施例中,所述挤压部202的宽度小于通孔201的宽度。此时,只要将藤条限制于挤压部202即可。例如,将藤条拉紧,以将其抵在挤压部202上,此时,藤条的宽度方向上受挤压部202限制而变形。
34.本实施例中,所述挤压部202包括一弧形面2021,所述弧形面2021表面设置为平滑表面或粗糙表面。当弧形面2021表面为平滑表面时,藤条表面亦被定型成平滑面。当弧形面 2021表面为粗糙表面时,藤条表面则更易形成开裂,增加表面质感。本实施例中,弧形面2021 的截面可以为半圆形或半椭圆形。
35.本实施例所述通孔201的具有进料端及出料端,所述进料端处设置缓冲段2022,所述缓冲段2022处的通孔201的截面面积在往出料端方向上逐渐递减,且缓冲段2022处的所述通孔201的截面面积小于其他位置的所述通孔201的截面面积。缓冲段2022的设置,可对藤条形成缓冲,藤条未完全冷却时,防止通孔201端部的尖角损伤到藤条。
36.本实施例所述第二定型单元2包括第一构件21及第二构件22,所述第一构件21与所述第二构件22叠置(本处的叠置可指的是上下叠置或左右叠置),且所述通孔201形成于所述第一构件21、第二构件22或由第一构件21及第二构件22同时形成。一实施例中,通孔201 可单独形成于第一构件21上。一实施例中,通孔201可形成第二构件22上。本实施例中,第一构件21叠加于第二构件22上,而第一构件21上开设槽,第一构件21叠置于第二构件 22时,第二构件22表面将槽封闭,而形成前述的通孔201。
37.本实施例所述挤出口111在其厚度方向上具有第一成型面1111及第二成型面1112,其中,所述第一成型面1111为平面、弧面或两者的组合,所述第二成型为平面、弧面或两者的组合。通过上述设置,可使藤条根据实际需要而呈平直状或弯曲状(宽度方向上)。如图8所示,第一成型面1111及第二成型面1112为平面。如图9所示,第一成型面1111及第二成型面1112 为弧面。上述挤出口111挤出的藤条均为扁的藤条。
38.本实施例所述第一成型面1111被配置为光滑面或被配置为具有若干连续或不连续的凸起或内凹;所述第二成型面1112被配置为光滑面或被配置为具有若干连续或不连续的凸起或内凹。当第一成型面1111或第二成型面1112表面设置凸起或内凹时,藤条成型时,表面可对应的形成凸起或内凹,使其表面具有纹路,增加质感。如图8所示,第一成型面1111上设置连续的内凹,以此可在藤条表面形成凸起。
39.本实施例中的藤条穿出第二定型单元2后,通过所述牵引单元4牵引,以使所述藤条抵于所述挤压部202的弧形面。另外,牵引单元4拉紧藤条,可防止藤条弯曲。牵引单元4本身为现有技术,此处不再赘述。另外,牵引单元4后设置绕卷单元5,绕卷单元5将制成的藤条收卷。绕卷单元5本身也为现有技术,此处不再赘述。
40.本实施例中的冷却单元3包括一冷却槽31,冷却槽31内放置冷却液,所述第二定型单元2设置于所述冷却槽31内,并浸没于冷却液中,所述冷却槽31内设置若干支撑杆32,所述牵引单元4施力于所述藤条,以使所述藤条挤压在所述支撑杆32上。具体的,藤条依次通过各个支撑杆32,且藤条的上下表面依次抵于不同的支撑杆32上,因此,可控制未完全冷却
的藤条的厚度,并使藤条不易卷曲。
41.本说明书中所描述的以上内容仅仅是对本实用新型所作的举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本实用新型说明书的内容或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。