1.本实用新型涉及金属铸造设备领域,尤其涉及一种镁合金电磁石墨半连续铸造结晶器。
背景技术:
2.竖式半连续铸造是目前工业制备镁合金材料大规模锭坯的主要生产方式,其应用广泛,可以用于进行板锭、圆锭、方锭、空心锭等各种变形镁合金的生产。铸造过程中,炉体内的镁合金液体通过移液管进入结晶器内,液态的镁合金熔体与底部引锭及结晶器内壁接触,在引锭和结晶器内壁的冷却作用下形成凝结的外壳。镁合金由于凝固而收缩,铸锭逐渐与结晶器内壁脱离,铸锭与结晶器之间形成空隙,随着引锭以一定的速度向下移动,随后铸锭接触到结晶器喷出的冷却水,在冷却水的作用下,使整个铸锭逐渐凝固。
3.目前针对镁合金采用的竖式半连续铸造的结晶器,生产效率高,铸造成本低,操作简单,由于结晶顺序得到了合理的改善,提高了铸锭的致密度,获得的镁合金铸锭中铸造缺陷少。
4.然而,目前采用的上述结晶器由于在铸锭冷却时虽然结晶速度大,减少了化学成分的偏析,但是由于液穴内温度梯度较大,容易导致铸锭中心区域晶粒尺寸比较粗大,组织不均匀,严重影响铸锭的力学性能和变形性能;此外,铸锭容易产生较大的内应力,且对于扩散系数较小的个别组元,造成了较大的晶内偏析,会导致铸锭表面粗糙,表面质量较差。
技术实现要素:
5.本实用新型所要解决的技术问题在于客服现有技术中的采用半连续铸造的镁合金结晶器制备的镁合金铸锭内晶粒粗大,组织不均匀,且铸锭表面质量较差。因此,本实用新型提供了一种改善铸锭内部质量,减少晶内偏析,能够细化铸锭内部组织,进而提升铸锭表面质量的镁合金铸造结晶器。
6.本实用新型提供了一种镁合金电磁石墨半连续铸造结晶器,包括外壳、上盖、锻铝环内套、石墨环内套和励磁线圈。具体地,所述上盖设置在所述外壳的顶部,并将所述外壳密封以形成冷却水槽,所述外壳和所述上盖的中心处设置有中心孔,所述锻铝环内套通过密封装置固定在所述外壳和所述上盖的所述中心孔处,所述石墨环内套同轴地设置在所述锻铝环内套的内侧,在所述锻铝环内套的上方设置有注油嘴,所述励磁线圈围绕所述锻铝环内套;并且其中,所述石墨环内套的形状为上开口直径小于下开口直径、且相对于所述锻铝环内套和所述石墨环内套的轴线方向倾斜角度呈1
‑6°
的喇叭形状。
7.所述磁力线圈设置在所述冷却水槽中。
8.所述励磁线圈还包括套设在所述励磁线圈周围的不锈钢密封盒,所述不锈钢密封盒将所述励磁线圈密封在所述不锈钢密封盒内部。
9.所述结晶器还包括位于所述外壳上连通所述外壳的外侧和所述冷却水槽的进水口。
10.所述锻铝环内套的壁上开设有与所述冷却水槽连通的冷却水喷孔。
11.所述冷却水喷孔相对于水平方向为倾斜的。
12.所述锻铝环内套的厚度为10
‑
15mm,且所述石墨环内套的厚度为10
‑
15mm。
13.所述励磁线圈由截面尺寸为1
‑
3mm
×5‑
7mm的铜线绕制而成,所述励磁线圈的高度为50
‑
85mm,匝数为50
‑
300匝。
14.所述注油嘴内设置有用于控制注油嘴的开启/关闭的注油嘴开关,且所述冷却水入口设置有冷却水开关。
15.所述注油嘴开关、所述励磁线圈、所述冷却水开关分别电连接所述结晶器的总电源。
16.本实用新型提供的镁合金电磁石墨半连续铸造结晶器具有以下优点:
17.1)本实用新型的结晶器使用的石墨环内套为模压石墨料材质,上口小,下口大,相对于石墨环内套的轴向呈1
‑6°
的倾斜角,并且在锻铝环内套的上方设置有注油嘴,通过注油嘴向石墨环内套中输入润滑油,在润滑油的作用下,能够减小铸造过程中金属熔体与结晶器内壁间的摩擦力,从而获得表面质量良好的半连续铸锭。
18.2)其内部设置的励磁线圈产生的脉冲电磁力作用于结晶器内部的镁合金熔体,使熔体产生强制对流和强烈震荡,能够碎化粗大枝晶,增加形核率,从而在很大程度上减小晶内偏析,使得镁合金半连续铸棒晶粒细化效果明显。
19.3)励磁线圈采用低频脉冲磁场,对金属熔体穿透力更强,可以实现大规模铸锭的铸造,优化产品设计,装配简单,便于维护。
20.4)结晶器外壳和结晶器上盖的均采用顺磁性不锈钢材质,磁力线可以顺利通过,从而保证通过熔体的脉冲磁场不发生变形,磁场强度不会减弱。
附图说明
21.此处所说明的附图用来提供对本公开的进一步理解,构成本公开的一部分,本公开的示意性实施例及其说明用于解释本公开,并不构成对本公开的不当限定。在附图中:
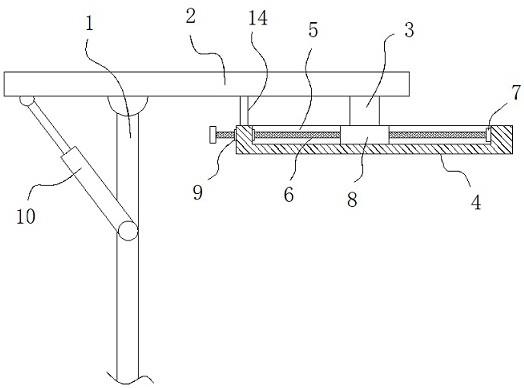
22.图1为根据本技术的实施方式的镁合金电磁石墨半连续铸造结晶器的结构示意图;以及
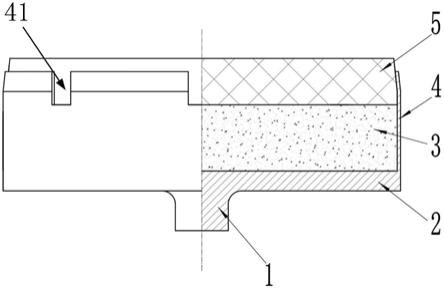
23.图2为根据申请的实施方式的镁合金电磁石墨半连续铸造结晶器的立体图。
具体实施方式
24.下面将对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。此外,下面所描述的本实用新型不同实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
25.如本文所使用的,术语“上”、“下”、“水平”、“竖直”、“轴向”和“径向”等用于描述相对位置,并且除了对于所公开的特定实施方式,可以根据实际操作来进行定义。在本实用新型中,水平方向是指如图1所示的根据本实用新型的镁合金电磁石墨半连续铸造结晶器的上盖所处的平面的方向;轴向是指垂直于该水平方向的方向,且在图中由虚线表示。此外,
在实际应用中可以通过“左”或“右”等方式进行描述或替代。
26.如图1所示,本实用新型提供了一种镁合金电磁石墨半连续铸造结晶器,该结晶器包括外壳1,设置在外壳1顶部的上盖2,结晶器的上盖2通过密封圈及螺栓等密封部件与外壳1连接,密封后的外壳1形成冷却水槽。外壳1上开设有进水口6,如图2所示,该进水口6与冷却水槽连通,可以通过该进水口6从外部接入管道,从而向冷却水槽中通入冷却水。在本技术的一些实施方式中,结晶器的外壳1和上盖2均采用顺磁性不锈钢材质,厚度为5
‑
10mm。
27.结晶器的外壳1和上盖2中心处设置有中心孔,锻铝环内套3嵌入到该中心孔中,并套设在石墨环内套4之外,也就是说,石墨环内套4同轴地嵌设在锻铝环内套3中,即石墨环内4与锻铝环内套3的中心轴线重合。在本技术的一些实施方式中,锻铝环内套3采用锻造铝合金材质,厚度为10
‑
15mm。石墨环内套4采用模压石墨料材质,厚度为10
‑
15mm。石墨环内套4具有极佳的耐高温性能,且具有良好的润滑性能。在一些实施方式中,石墨环内套4的形状为上开口直径小于下开口直径的喇叭状,且该石墨环内套4的壁相对于锻铝环内套3和石墨环内套4的轴线方向为倾斜的,倾斜角呈1
‑6°
。
28.在本技术的一些实施方式中,锻铝环内套3的上方设置有注油嘴8,通过该注油嘴8可以注入润滑油,润滑油依靠自身重力,向下渗透到锻铝环内套3和石墨环内套4的表面,进而渗透到石墨材质中,能够进一步增加石墨材质的润滑效果,因此不仅能够进一步减小铸造过程中金属熔体与结晶器内壁间的摩擦力,还可以避免润滑油与石墨环内套中的镁合金直接接触而导致镁合金熔体表面污染,从而获得表面质量良好的半连续铸锭。
29.在本技术的一些实施方式中,结晶器还具有围绕锻铝环内套3的励磁线圈5,励磁线圈5采用截面尺寸为1
‑
3mm
×5‑
7mm的铜线(扁铜线)绕制而成,励磁线圈5的高度为50
‑
85mm,扁铜线线圈匝数为50
‑
300匝。具体地,励磁线圈5位于冷却水槽中,励磁线圈5具有套设在励磁线圈5周围的不锈钢密封盒10,不锈钢密封盒10通过密封垫圈和螺钉装置将励磁线圈密封在不锈钢密封盒的内部,从而防止冷却水槽中的冷却水直接接触励磁线圈5的扁铜线,在此,对于不锈钢密封盒10的具体密封方式不进行特意限定,只要能够防止冷却水进入不锈钢密封盒内部且不会影响励磁线圈的磁性能即可。
30.进一步地,由于带有不锈钢密封盒10的励磁线圈5位于冷却水槽中,因此,在冷却水槽中通入冷却水后,不锈钢密封盒10还能够起到挡水板的作用,使冷却水进入冷却水槽后,经由不锈钢密封盒10上方,从上向下流动。在本技术的一些实施方式中,锻铝环内套3的壁上开设有与冷却水槽连通的冷却水喷孔7。当冷却水进入冷却水槽后经由不锈钢密封盒10上方,从上向下流动,流至下方的冷却水从冷却水喷孔7中喷出。
31.进一步地,冷却水喷孔7相对于水平方向是倾斜的,其倾斜方向与半连续铸造时引锭9的移动方向相对应,也就是说,在本技术的一些实施方式中,引锭9在轴向方向上,向下移动,因此,冷却水喷孔相对于水平方向向下倾斜。
32.在本技术的一些实施方式中,注油嘴8内设置有用于控制注油嘴的开启/关闭的注油嘴开关(未示出),冷却水入口设置有冷却水开关(未示出),该注油嘴开关、冷却水开关和励磁线圈5通过总线连接到该结晶器的总电源(未示出)上。在本技术的一些实施方式中,该总电源可以在安装好结晶器后手动开启,也可以在安装好结晶器的同时自动开启,对此,本实用新型不做特定限制。此外,上述总电源在安装结晶器后,也可以通过电连接装置直接/间接连接到外部控制装置上,从而对整个半连续铸造装置和结晶器进行统一控制。
33.在本技术的一些实施方式中,结晶器的外壳1和结晶器的上盖2之间、结晶器的上盖2和锻铝环内套3同石墨环内套4之间、以及结晶器的外壳1与不锈钢密封盒10之间都设置有环形密封垫圈,然而,该密封垫圈仅是本技术的示例性实施方式,对于上述部件的密封方式,本技术中不做特别限定,只要能够防止铸造过程中冷却水和镁合金熔体外流即可。
34.具体地,在使用本实用新型的镁合金电磁石半连续墨铸造结晶器时,首先将该结晶器安装到半连续铸造平台上,利用该半连续铸造平台上的引9和盘根将结晶器的石墨环内套4从底部进行密封,以防止注入到石墨环内套4的镁合金熔体流出。随后接通冷却水开关、励磁线圈和注油嘴开关的电源。冷却水通过进水口6进入到冷却水槽中,经由形成了挡板的不锈钢密封盒10上方,从上向下流动,到达锻铝环内套3,随后冷却水从锻铝环内套3上的冷却水喷孔7喷出。在一些实施方式中,冷却水的流速可以调节为300
‑
800ml/s。
35.在调整好冷却水的流速后,可以将励磁线圈5的脉冲电源电压调节到100
‑
300v,注油嘴8的流量调节到0.1
‑
0.2ml/h。随后,通入氮气和六氟化硫混合气体,具体地,氮气作为输送气体,且六氟化硫作为保护气体,通过配气柜(本技术不仅限于采用配气柜对气体进行配比,只要能够按照预定比例将气体混合并进行输送即可)按照氮气与六氟化硫气体体积比为:99.7%:0.3%的比例混合后,采用柔性送气管连接配气柜和铸锭平台上的通气环,从而将上述混合气体通入石墨环内套中。在本技术一些示例性实施方式中,通气环可以同轴地设置在结晶器的石墨环内套的上方。混合气体依靠重力沉降到镁合金熔体上方,从而在镁合金熔体表面生成以mgo为主并掺杂一定量的mgf2的致密连续的保护膜,防止镁合金熔体内部氧化变性。
36.在氮气和六氟化硫混合气体稳定流通后,通过半连续铸造装置的移液管,将镁合金熔体倒入结晶器的石墨环内套4中,待石墨环内套4中的金属熔体液面高度到达20
‑
50mm时,将铸造速度调整为50
‑
200mm/min。经冷却水冷却,铸造平台上的引锭9上方(石墨环内套4中)依次形成铸锭、金属液固两相区、金属熔体和金属熔体液面。铸造过程中,铸锭随着引锭向下移动,此时,由于注油嘴开关已经打开,润滑油不断通过注油嘴8注入并渗透到结晶器的锻铝环内套3和石墨环内套4的表面上,此外,由于石墨环内套4采用上口小下口大的喇叭形状,相对于石墨环内套4的轴向呈1
‑6°
的倾斜角,能够进一步减小铸造过程中金属熔体与结晶器内壁之间的摩擦力,保证铸锭表面质量良好。
37.进一步地,在铸造过程中,励磁线圈5与其所连接的脉冲电源相匹配,产生脉冲磁场,能够使得该脉冲磁场作用于结晶器内部的镁合金熔体,使镁合金熔体产生强制对流和强烈震荡,能够从镁合金熔体的内部绥化粗大精致,增加形核率,使得镁合金晶粒细化效果明显。另外,在本技术的一些实施方式中,采用低频脉冲磁场,低频脉冲磁场对金属熔体穿透力更强,可以实现大规模铸锭的铸造。
38.结晶器的励磁线圈外部设置有不锈钢密封盒10,并且结晶器的外壳1和上盖2均采用顺磁性不锈钢材质,因而励磁线圈5产生的磁力线可以顺利通过,这样能够保证通过熔体中的脉冲磁场不会发生变形,磁场的强度不会减弱,从而能够使得镁合金熔体内部均匀地形成强制对流,因此,大大降低了晶内偏析,形成的铸锭均匀,力学性能优异。
39.此外,本实用新型提供的镁合金电磁石墨半连续铸造结晶器的结构简单,设计性强,可以根据需要与不同的铸造平台配合使用,因此,装配简单,便于维护。
40.显然,上述实施方式仅仅是为清楚地说明所作的举例,而并非对本实用新型的全
部限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明的保护范围之中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。