1.本实用新型属于紧固件加工器械技术领域,尤其涉及一种改良型转盘螺母压点机。
背景技术:
2.目前,随着经济的发展,在机械工程设备中,对于紧固件的机械加工要求日益严格,现阶段常规的加工方法不能满足需求。现有技术中常规转盘式压点机更换螺母规格不方便,调试工作量大,良品率降低。同时常规转盘式压点机长期使用后,磨损量增大,精度降低,良品率也会下降。为实现多种螺母规格切换简便,提高良品率,提高效率,提高设备使用寿命特此进行设备的改良。
3.通过上述分析,现有技术存在的问题及缺陷为:
4.(1)常规转盘式压点机更换螺母规格不方便,调试工作量大。
5.(2)常规转盘式压点机没有位置检测和气缸夹紧,压点时对点不准,影响产品性能,长期使用后,压点模具头的磨损量较大,精度进一步降低,良品率也会下降。
6.(3)常规转盘式压点机没有自动卸料气缸,易散落到设备外,或重复压点。
7.解决以上问题及缺陷的意义为:
8.实现多种螺母规格切换简便,提高良品率,提高效率,提高设备使用寿命特此进行设备的改良。
技术实现要素:
9.为了解决现有技术存在的问题,本实用新型提供了一种改良型转盘螺母压点机。
10.本实用新型是这样实现的,一种改良型转盘螺母压点机,所述改良型转盘螺母压点机设置有转盘;
11.转盘中心位置固定有中心轴,中心轴处固定有卸料气缸,转盘上设置有卡槽;
12.转盘周围固定有光电传感器、上料机构和成品料斗,成品料斗侧边固定有卸料检测传感器。
13.进一步,所述转盘上端设置有压点模具,压点模具与液压机构连接,液压机构固定在机架上。
14.进一步,所述机架右侧固定有箱体,箱体上侧固定有夹紧气缸,夹紧气缸上侧设置有第二夹紧限位传感器,箱体上侧固定有第一夹紧限位限位传感器。
15.进一步,所述机架上固定有电控箱。
16.进一步,所述卡槽为6个,6个卡槽分别为:第一工位、第二工位、第三工位、第四工位、第五工位和第六工位,第一工位与第六工位之间为第七工位。
17.结合上述的所有技术方案,本实用新型所具备的优点及积极效果为:
18.本实用新型更换螺母规格方便,降低相应的调试工作量,提高了良品率。同时在长期使用后,无磨损量,提高了精度。
19.本实用新型中转盘上端设置有压点模具,压点模具与液压机构连接,液压机构固定在机架上,实现对螺母的加工。
20.本实用新型中机架右侧固定有箱体,箱体上侧固定有夹紧气缸,夹紧气缸上侧设置有第二夹紧限位限位传感器,箱体上侧固定有第一夹紧限位限位传感器,实现对螺母进行夹紧固定,避免在加工过程中,出现错动。
21.本实用新型中机架上固定有电控箱,对整体装置进行控制。
22.本实用新型通过七个工位,实现有顺序的对螺母进行检测和加工。
附图说明
23.为了更清楚地说明本技术实施例的技术方案,下面将对本技术实施例中所需要使用的附图做简单的介绍,显而易见地,下面所描述的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下还可以根据这些附图获得其他的附图。
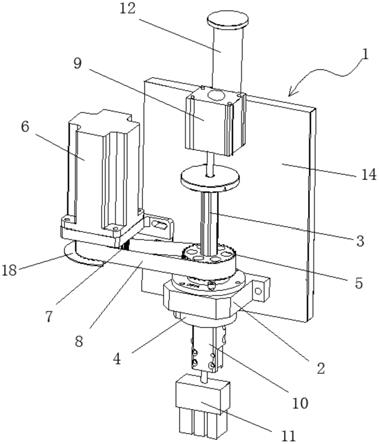
24.图1是本实用新型实施例提供的改良型转盘螺母压点机结构示意图。
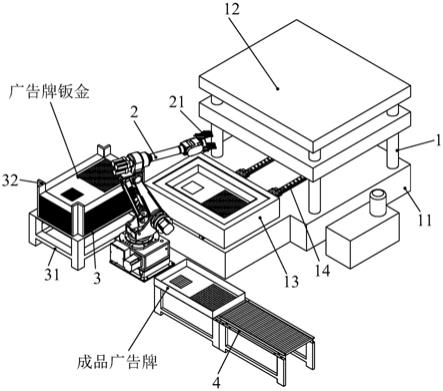
25.图2是本实用新型实施例提供的转盘结构示意图。
26.图3是本实用新型实施例提供的改良型转盘螺母压点机工作过程流程图。
27.图中:1、液压机构;2、压点模具;3、卸料气缸;4、光电传感器;5、上料机构;6、转盘;7、卡槽;8、卸料检测传感器;9、成品料斗;10、紧检测电磁传感器;11、电控箱;12、夹紧气缸;13、气缸限位开关;14、中心轴;15、第一工位;16、第二工位;17、第三工位;18、第四工位;19、第五工位;20、第六工位;
具体实施方式
28.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
29.针对现有技术存在的问题,本实用新型提供了一种改良型转盘螺母压点机,下面结合附图对本实用新型作详细的描述。
30.如图1所示,本实用新型实施例提供的改良型转盘螺母压点机中机架上固定有液压机构1,液压机构1下端安装有压点模具2;机架侧面固定有电控箱11,机架右侧固定有底座,底座一端上侧固定有夹紧气缸12,夹紧气缸12上设置有气缸限位开关13,底座上侧固定有夹紧检测电磁传感器10。底座上固定有转盘6,转盘6中心位置固定有中心轴14,中心轴14处固定有卸料气缸3;转盘6周围固定有光电传感器4、上料机构5和成品料斗9,成品料斗9侧边固定有卸料检测传感器8。
31.如图2所示,本实用新型实施例提供的转盘6上设置有6个螺母卡槽7,6个卡槽7分别为:第一工位15、第二工位16、第三工位17、第四工位18、第五工位19和第六工位20;工作时,转盘以逆时针方向转动,6个螺母卡槽7在6个工位间转换。其中,上料机构装在第一工位15旁,光电传感器4装在第二工位16旁,第三工位17外设有废料斗、第四工位18设在压点模具2下端、第五工位19外设有成品料斗,第六工位20空置。
32.本实用新型的工作原理为:设备启动,自动上料机构5运行,将螺母送到第一工位
15上,转盘6转动一个工位,螺母移到第二工位16,第二工位16通过光电传感器4对螺母规格、位置、方向、摆正进行检测,然后转盘6转动将螺母送到第三工位17,在第三工位17,若第二工位16处的检测结果正确,该工位空置,若第二工位16处的检测结果不通过,则启动固定于中心轴14处的卸料气缸将螺母顶出工位,然后转盘6转动到第四工位18,若有螺母则夹紧气缸12动作,气杆伸出,顶住工位上螺母,夹紧限位传感器感应到夹紧气缸12到位后,液压机构1工作,将压点模具2压下,完成压点后,压点模具2收回,气缸放松,然后转盘6转动到第五工位19,螺母利用重力自然落入成品料斗9,若粘黏油污或磁性,没有自动坠落,卸料传感器8感应到后,则调动卸料气缸3转动到第五工位19,协助卸料,完成后转盘转动到第六工位20,第六工位20空置,等待下一个循环。同时,对以上的数据无线传输到后台进行统计和分析,统计每台设备的工作时间,工作的数量,工作的效率。
33.在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
34.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。