用于增材制造工具的低熔融温度金属填充物
背景技术:
1.成形工具常用于液压机、气动压机和机械压机中以对片金属进行改 变,从而以大体积形成各种形状的部件。出于强度、耐久性和刚性考虑, 当前的成形工具(例如,模压印工具、压印工具、切削工具等)由工具钢 制成。传统的钢制具是通过cnc加工大型铸造金属坯料制作的,这需要大 量熟练的劳动力、前置时间和材料废料。虽然工具钢对于大批量制造是优 异的,但是以用于原型制具的这种方式制造的工具与批量生产工具一样昂 贵,尽管不需要相同水平的耐久性。
技术实现要素:
2.根据一个方面,一种用于生产具有预定形状的压印表面的成形工具包 括增材制造的聚合物壳体,所述聚合物壳体限定第一侧和与所述第一侧相 对的第二侧。所述工具包括固相回填材料,所述固相回填材料被布置在所 述聚合物壳体的所述第二侧处。所述固相回填材料机械地连接到所述聚合 物壳体的所述第二侧。所述聚合物壳体的所述第一侧包括具有第一预定轮 廓的波状表面,所述波状表面被构造成在材料中生产压印表面。
3.根据另一方面,一种制作用于在压印机器中使用以形成压印部分的成 形工具的方法,所述方法包括增材制造聚合物壳体,所述聚合物壳体限定 第一侧和与所述第一侧相对的第二侧。所述聚合物壳体的所述第一侧被构 造成接触材料以形成压印部分。熔融回填材料被布置在所述聚合物壳体的 所述第二侧处。所述熔融回填材料被固化,从而在所述聚合物壳体的所述 第二侧处形成固相回填材料。
4.根据另一个方面,一种生产成形工具的方法包括通过增材制造形成聚 合物壳体。所述聚合物壳体限定第一侧和与所述第一侧相对的第二侧。所 述聚合物壳体的所述第一侧被构造成接触材料以形成压印部分。所述方法 还包括形成用于所述聚合物壳体的支撑结构,以及将所述支撑结构布置在 所述聚合物壳体的所述第二侧处。
5.根据另一方面,一种形成压印部件的方法包括提供具有成形工具的压 机。所述成形工具包括增材制造的聚合物壳体,所述聚合物壳体限定第一 侧和与所述第一侧相对的第二侧。所述第一侧包括具有第一预定轮廓的波 状表面。所述工具包括固相回填材料,所述固相回填材料被布置在所述聚 合物壳体的所述第二侧处。所述方法包括使所述聚合物壳体的所述第一侧 与材料的表面接触以向所述材料提供压印表面。所述压印表面具有对应于 所述第一预定轮廓的第二预定轮廓。
附图说明
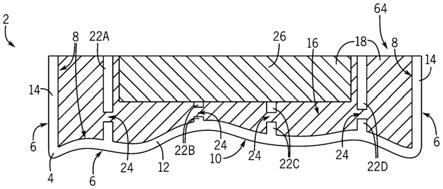
6.图1是根据本主题的成形工具的横截面视图。
7.图2是根据本主题的另一成形工具的横截面视图。
8.图3是根据本主题的另一成形工具的横截面视图。
9.图4是根据本主题的包括成形工具的压机的侧视图。
10.图5是根据本主题的另一成形工具的横截面视图。
11.图6是示出根据本主题的方法的示意框图。
12.图7是根据本主题的另一成形工具的横截面视图。
具体实施方式
13.增材制造(am)例如3d印刷可被考虑用于生产成形工具以减少产生成 形工具的时间。利用增材制造工艺可减少与机械加工常规金属成形工具相 关联的时间和花费,并且可减少材料浪费的体积,诸如通常将在金属成形 工具的cnc加工期间产生的材料浪费。
14.然而,即使am机器的使用也可能相对昂贵,并且对它们的取用可能 相对有限,并且因此am部分的生产也可能在一定程度上受到限制。这些 问题可能因工具的波状表面的印刷以及该波状表面的自支撑结构而复杂 化。
15.本主题涉及一种部分地通过增材制造生产的成形工具。成形工具可用 于由片金属生产压印产品的压制操作中。成形工具可以是例如用于模压印 工艺中以形成压印部分的模,或者可以是另一种成形工具。
16.参考附图,成形工具2包括am壳体4,该am壳体包括第一侧6和 与第一侧6相对的第二侧8。第一侧6可包括波状表面10,该波状表面用 于接触材料(例如片金属)以改变材料的形状,并且从而形成压印部分。 壳体可包括基部12和侧壁14,该基部包括波状表面10,该侧壁从基部12 延伸,从而在其间限定体积16。波状表面10可具有预定轮廓,该预定轮廓 被构造成将预定轮廓赋予压印部分的压印表面。
17.用于生产壳体4的增材制造工艺不受特别限制,并且可包括熔融沉积 成型(fdm)、聚合物喷射、选择性激光烧结(sls)或其他增材制造技术。各 种聚合物可用作增材制造壳体4的材料,并且这些聚合物不受特别限制, 并且可包括各种热固性塑料和热塑性塑料。用于形成壳体4的热塑性材料 可具有一定的玻璃转变温度或挠曲温度,以在使壳体4与液体回填材料 (例如,熔融回填材料)接触时维持壳体4和成型表面10的所需形状。用 于形成壳体4的热塑性材料可具有一定的热降解温度,以在使壳体4与液 体回填材料接触时维持壳体4和波状表面10的所需形状。壳体4可通过 3d印刷聚合物材料或通过其他增材制造技术形成。聚合物材料可逐层构 建,以形成作为壳体4的固相3d物体。聚合物材料可为液体形式,并且然 后通过硬化/固化聚结成层。然后在前一层上形成并且构建每个后续层,并 且硬化/固化以形成壳体4。聚合物材料可包括热固性材料或热塑性材料。
18.为了增加工具2的刚性和强度,并且为了适应在压制操作(例如,模 压印工艺)期间作为整体作用在波状表面10和壳体4上的力,用与用于制 作am壳体4的聚合物不同的回填材料回填am壳体4。可使用这种不同 的材料以便在壳体4的第二侧8处形成支撑结构18。回填材料可为液相或 固相,例如本质上为颗粒状、实心结构或中空结构,并且因此限定支撑结 构18。支撑结构18可为壳体4提供刚性和强度,以允许壳体4能够通过液 相或固相(例如颗粒状介质)或实心或中空结构的性质承受成形工艺的压 缩负载。
19.液体或颗粒状回填材料可允许回填材料在壳体4的第二侧8处流动以 填充体积16。然而,当在压制操作期间通过外力对回填材料加压时,回填 材料的此类流动性可导致负载下的膨胀或其他不期望的变形。为了适应这 种情况,体积16可以是封闭的,以便防止液体或颗粒状回填材料逸出工具2,并且这因此可以为工具2提供强度和刚性。在该方面,砂或水可用作回 填材料。
20.在非限制性实施方案中,固化液体回填材料(例如浆液或熔融回填材 料)可用于生产作为支撑结构18的固相回填材料。限定支撑结构18的固 相回填材料可为固体结构或在其质量中具有一个或多个空隙,例如其可为 中空的。因此,固相回填材料本身和/或支撑结构18整体可具有大于am壳 体4的强度和刚性。液体回填材料可任选地通过对回填材料的输入或通过 时间的流逝而固化。例如,液体回填材料可通过改变温度(例如,冷 却)、施加辐射、通过化学反应或通过干燥来固化以形成固相回填材料。 使用固相回填材料作为支撑结构18可避免封闭体积16,否则这在使用液体 或可流动回填材料时可能是必要的。固化回填材料的选项可包括粘固剂或 环氧树脂。然而,这些固化材料可能是昂贵的并且仅可使用一次,从而消 除了将可重复使用的材料用于支撑结构18的成本效益。因此,用于壳体4 的支撑结构18可由可重复使用的固化回填材料形成。
21.可重复使用的固化回填材料可包括低熔融温度材料,该低熔融温度材 料包括金属、可熔合金或元素(例如,镓)。回填材料(例如,可熔合金 或其他金属)可处于熔融状态(例如,通过施加热量进行熔融),并且在 该熔融回填材料中可布置在am壳体4的第二侧8处。然后允许熔融回填 材料固化(例如,通过冷却)以在am壳体4的第二侧8处提供高度刚性 的固相支撑结构18。am壳体4对热量可具有足够的耐久性,以便在施加 熔融回填材料期间抑制变形。该耐久性可通过由具有足够高的玻璃转变温 度或足够高的热降解温度的聚合物制作am壳体4来实现。用于制作am 壳体4的聚合物可以填充有碳纤维、炭黑、氮化硼、石墨烯或其他材料来 增加热导率以增加热传递,从而加快回填材料的固化和重新熔融两者。聚 合物材料的这些特性可与到壳体4具有足够厚度的考虑因素一起平衡,但 是同时还尝试使所用的聚合物的量最小化,以便减少am机器的材料成本 和使用时间。
22.可用于熔融回填材料中的低熔点金属的示例包括各种可熔合金和低熔 点元素。在一个实施方案中,可熔合金为菲尔德金属(铋、锡和铟的合 金)或其他高度导热的低熔点合金。可使用具有低于30℃的熔点和约 40.6w/m
·
k的电导率的低熔点元素,诸如镓。可用作回填材料的其他示例 性低熔点金属或合金可包括含有汞、镓、铋、铅、锡、镉、锌、铟、铊和/ 或仅含有碱金属的合金,以及包括镓、铋、铟和锡的纯元素。用于回填材 料的合适的可熔合金可包括伍德金属、路斯金属、镓铟锡合金和nak。用 于回填材料中的低熔点金属或合金可具有落在例如约47℃至约60℃范围内 的熔融温度。回填材料可被选择为具有类似于或大于工具钢的热导率,工 具钢具有约27w/m
·
k的热导率。
23.固相回填材料可为可重复使用的,即使当波状表面10由于在压制机器 中使用而磨损时也是如此。因此,在成形工具2不再足以或甚至不再需要 形成压印部分之后,可通过与壳体4分离而将固相回填材料从成形工具2 移除。这可通过熔融固相回填材料来实现。然后熔融回填材料可作为另一 个am壳体4的支撑结构18重复使用于另一工具2。回填材料的这种重复 使用允许回填材料的成本被分摊在不止一个成形工具2上。
24.通过使用低熔点金属作为回填材料以形成支撑结构18,与具有包括其 他固化材料诸如环氧树脂和氨基甲酸乙酯的回填材料的成形工具相比,成 形工具2的刚性和强度大大增加。这是因为低熔点金属(诸如可熔合金) 可具有远大于聚合物回填候选物(诸如环氧树脂或氨基甲酸乙酯)的弹性 模量。回填材料可具有大于用于制作壳体的聚合物的强度和刚性。虽然用 作回填材料的低熔点金属最初可能比聚合物或水泥替代物更昂贵,但是低 熔点金属可重新熔融并且用于后续工具中,从而降低了它们在不同工具中 多次使用的成
本。低熔点金属可在典型的金属或金属合金(例如钢或铝合 金)上选择,因为熔融温度足够低以避免am聚合物壳体4的熔融、燃烧 或其他热分解或热诱导偏转。此外,与通过增材制造而非仅通过壳体4形 成整个工具2的工艺相比,使用低熔点金属形成支撑结构18可减少生产时 间。
25.支撑结构18可与壳体4的第二侧接触。然而,这不是必需的,并且可 在壳体4和支撑结构18之间布置一个或多个夹层(例如,粘合剂、绝缘层 等)。如图所示,回填材料适形于第二侧8的轮廓以形成支撑结构18,该 支撑结构抵抗来自压制操作的力而完全支撑am壳体4的整个第二侧8。
26.当固相回填材料用作支撑结构18时,固相回填材料可机械地连接到聚 合物壳体4的第二侧8以抑制固相回填材料与聚合物壳体4的分离。固相 回填材料还可通过两者之间的摩擦或通过两者之间的粘附(诸如通过使用 布置在回填材料和聚合物壳体4之间的粘合剂)连接到聚合物壳体4的第 二侧8。
27.聚合物壳体4可包括在第二侧8处一体形成的结构。支撑结构18与 am聚合物壳体4之间的机械连接可通过熔融回填材料进入一体形成的结构 中或在其周围并且在其中或周围固化来实现,以便将壳体4和固相回填材 料互锁在一起,并且从而维持固相回填材料和壳体4的相对位置。
28.一体形成的结构被包括在聚合物壳体4的第二侧8处,并且可为延伸 到壳体4的第二侧8中的底切凹陷20(图2、图5和图7)的形式。这些底 切凹陷可被布置在壳体4的基部12或侧壁14中。一体形成的结构也可为 具有孔24并且从聚合物壳体4的第二侧8延伸的一个或多个壁22的形式。 一体形成的结构也可为从聚合物壳体4的第二侧8延伸的一个或多个渐缩 突起66的形式。一体形成的结构不限于这些布置,并且可包括用于将固相 回填材料连接到壳体4的其他特征。
29.底切凹陷20可为“燕尾形”的形式,包括在第二侧8处朝向体积16 敞开并且小于底切凹陷20的基部的开口。利用该燕尾形构型,熔融回填材 料可进入底切凹陷20中、固化,并且因此可保持在其中的适当位置,并且 可由此将固相回填材料(即,支撑结构18)与am壳体4机械地连接。如 果期望将固相回填材料与壳体4分离,则固相回填材料可重新熔融,使得 其可从底切凹陷20移除。am壳体4可包括更多或更少的底切凹陷20、不 同形状和尺寸的底切凹陷20,并且包括如图所示的不同布置的底切凹陷 20。
30.如图1和图3所描绘,一体结构可包括多个壁22。每个壁22可包括延 伸穿过每个壁22的一个或多个孔24。如图1和图3可见,壳体4包括四个 壁22a-22d,任选地使用与用于形成壳体4的其余部分的聚合物材料相同 的聚合物材料将四个壁与壳体4的其余部分(即,与基部12和侧壁14)一 体形成。孔24从每个壁22的一侧延伸穿过每个壁22到另一侧。固相回填 材料被布置在每个壁22的两侧上,并且通过孔24而连续,从而将固相回 填材料(即,支撑结构18)机械地连接到壳体4的第二侧8。可包括更多 或更少的壁22,并且这些壁的布置方式可不同于图中所描绘的布置方式。 壁22可如图1和图3所示规则地布置,例如,可犹如迷宫,以在体积16中 形成其中可注入熔融回填材料的连续通道,可具有蜂窝结构,或可具有其 他布置。
31.孔24可沿壁22的高度布置以有利于用熔融回填材料填充体积16,其 中孔24允许熔融回填材料在任何位置处倾注到体积16中,流过它们,并 且因此流到并且填充体积16的
所有部分。在向其添加支撑结构18之前, 包括在增材制造工艺期间,壁22可为壳体4提供支撑、刚性和强度。
32.如图7所描绘,一体结构可包括从壳体4的第二侧8突出并且进入体 积16中的多个渐缩突起66。渐缩突起66中的每一个突起包括尖端68和基 部70。突起与壳体4一体形成,并且从第二侧8延伸并且进入体积16中, 使得基部70比尖端68更靠近聚合物壳体4的第二侧8。如所见,壳体4可 包括朝向末端68向下渐缩(例如,尖端68小于基部70)的第一类型的渐 缩突起66a中的一个或多个。壳体4可包括朝向基部70向下渐缩(例如, 尖端68大于基部70)的第二类型的渐缩突起66b中的一个或多个。虽然 图7中的壳体4被示出为包括第一类型的渐缩突起66a、第二类型的渐缩 突起66b和底切凹陷20,但应当理解,根据需要,壳体4可包括这些一体 结构中的仅一个、仅两个或全部三个,或不包括这些结构中的任何一个, 或可包括与图1和图3的壁22结合的这些结构中的一个或多个。
33.朝向尖端68向下渐缩的第一类型的渐缩突起68a可被布置在聚合物壳 体4的侧壁14上(图7)。此处,固相回填材料可围绕渐缩突起68a布 置,从而将固相回填材料机械地连接到聚合物壳体4的第二侧8。朝向基部 12向下渐缩的第二类型的渐缩突起68b可被布置在聚合物壳体4的基部12 (图7)上和/或侧壁14(图5)上。此处,固相回填材料可围绕渐缩突起 68b布置,从而将固相回填材料机械地连接到聚合物壳体4的第二侧8。
34.用于将固相回填材料(即,支撑结构18)机械地连接到am壳体4的 一体结构不限于附图所示的一体结构,并且am壳体4可包括其他一体结 构。
35.工具2还可包括作为支撑结构18的一部分的固相填充材料零件26(在 本文中也称为填充材料)。零件26占据一定体积,并且因此可用于占据要 由固相回填材料填充的体积16中的一些。换句话讲,固相回填材料可不填 充整个体积16,并且体积16中的一些可被填充材料零件26占据。这可减 少制作工具2可能需要的回填材料的量。零件26可以是实心块,或者可以 包括一个或多个内部空隙(例如,可以是中空的)。零件26的最外表面可 以是连续的,并且因此防止回填材料进入由零件26占据的空间中,从而减 少填充体积16所需的回填材料的量。
36.填充材料可具有一定的热导率,以便用作散热器以快速吸收和耗散来 自熔融回填材料的热量,并且因此加速熔融回填材料的固化,或加速固相 回填材料的再熔融以将其从壳体4移除。在布置熔融回填材料之前,可将 零件26布置在壳体4的第二侧8处。零件26可被布置在相对于壳体4的预 定位置处,并且预定位置可由多个壁22确定。例如,图3描绘了件26通 过壁22b和22c与基部12间隔开,并且通过壁22a和22d与侧壁14间隔 开。
37.工具2可包括两个或更多个固相填充材料零件26。如图5所描绘,工 具2包括两个固相填充材料零件26a、26b。第一零件26a通过壁22a和 22b布置在相对于壳体4的预定位置处,并且第二零件通过壁22c和22d 布置在相对于壳体4的预定位置处。
38.固相填充材料零件26可具有任何形状。图3描绘了具有矩形横截面 (即,块的形状)的零件26。图5将零件26a和26b描绘成各自具有i形 横截面,即呈i形梁的形状。可根据需要使用填充材料的其他成形零件 26。
39.固相填充材料零件26可简单地通过回填材料的固化(图3)以产生压 缩配合或摩擦配合,或通过与固相回填材料的机械相互作用(图5)而固定 在适当位置。如图5所示,零件26a和26b各自包括两个凹槽28,这两个 凹槽填充有固相回填材料,从而将零件26a、26b
与固相回填材料机械地 连接。
40.从工具2移除零件26可能需要熔融固相回填材料。固相填充材料可具 有一定熔点(即,大于回填材料和聚合物壳体的熔点),以便在熔融回填 材料与其接触时不熔融。这样,固相填充材料零件26可与回填材料一起重 复使用于其他工具2中。在一个方面,零件26的尺寸和形状可符合某些规 格,以便配合到具有不同类型的am壳体的不同类型的压制工具中,并且 因此不限于仅用于一种类型的am壳体或成形工具中。
41.固相填充材料可具有比熔融回填材料更高的密度,以防止浮力在工具 2的成形期间使零件26浮置在体积16内的适当位置之外。另选地,可存在 夹具以相对于壳体4夹持零件26以将其保持在适当位置,直到熔融回填材 料固化。固相填充材料可包括固体金属/合金,例如包括银或铜的那些金属/ 合金,并且可具有大于固相回填材料和聚合物壳体4的强度。与固相填充 材料零件26不包括在工具2中的情况相比,该强度可以为壳体4提供更多 的支撑,以抵抗在压制操作期间作用在其上的力。
42.工具2还可包括衔接件30(图5),该衔接件可经由连接件32连接到 工具的其余部分,该连接件在与聚合物壳体4相对的一侧上附接到零件 26a、26b。衔接件30可用于调节工具2的高度h,使得工具2可配合在压 机34中并且以标准构型用于其中。衔接件30也可用于向工具2提供标准 化连接面42,以用于容易地将工具2连接到各种压机。衔接件30可包括金 属、塑料、复合材料或其他材料。衔接件30可以比工具2的其余部分厚得 多,以便减少制作壳体4所需的聚合物材料的量和制作支撑结构18所需的 回填材料的量。
43.压机34可利用本文所公开的工具2中的一个或多个。例如,如图4所 描绘,压机34包括两个工具2a、2b。第一工具2a包括面向第二工具2b 的波状表面10b的波状表面10a。第一工具2a包括衔接件30a,该衔接件 连接至压制滑件36,该压制滑件布置在移动压制滑件36的致动器38(诸 如液压缸、机械联动装置或伺服机械机构)上,并且因此在压制操作期间 将第一工具2a向下朝向第二工具2b移动。第二工具2b包括第二衔接件 30b,该第二衔接件连接到布置在压机34的底部处的压制垫40。可将材料 (例如片金属)放置在工具2a、2b之间并且通过压机34进行压印以形成 压印部件。为了形成压印部件,可移动第一工具2a以与材料接触,以便赋 予具有根据波状表面10a的预定轮廓的轮廓的压印表面。压印表面可具有 与预定轮廓相对的所需轮廓。第二工具2b可类似地向材料赋予压印表面。 工具2可用于其他类型的压机中。
44.压印的方法(图6)可包括生产成形工具2的方法,以及形成压印部 件的方法。
45.制作成形工具2的方法可包括在44处,增材制造限定第一侧6和与第 一侧6相对的第二侧8的壳体4。壳体4的第一侧6包括波状表面10,该波 状表面被构造成接触材料以形成压印部件。增材制造壳体4可包括也通过 增材制造在壳体4的第二侧8处形成一体形成的结构(例如,底切凹陷 20、壁22和孔24、渐缩突起66)。
46.在46处,熔融回填材料被布置在聚合物壳体4的第二侧8处。熔融回 填材料可与壳体4的第二侧8接触,或者可通过一个或多个其他层(诸如 绝缘层或粘合剂层)与其分离。在壳体4包括基部12和侧壁14(图1、图 3、图5)的情况下,可简单地将熔融回填材料倾注在壳体4的第二侧8上 以填充体积16。如果包括壁22,则可在壳体4的顶部开口64处的任何位 置处倾注熔融回填材料。熔融回填材料可通过流过壁22中的孔24而流向 体积16的所有部分。在工具2包括固相填充材料零件26的情况下,零件 26可在将熔融回填材料布置在壳体4的
第二侧8处之前或甚至之后布置在 体积16中。熔融回填材料可围绕零件26流动并且流入任何凹槽28(如果 包括的话)中。零件26可被布置在各种壁22之间,使得其位于容积16内 的所需位置处。在壳体4不包括侧壁的情况下(图2),可将壳体4插入模 具中以在第二侧8处包含熔融回填材料,直到熔融回填材料固化。然后, 可将工具2从模具中移除。熔融回填材料可通过其他方法(包括喷涂、浸 渍等)布置在第二侧8处。
47.在48处,熔融回填材料固化,从而在聚合物壳体4的第二侧8处形成 固相回填材料。包括在支撑结构18中的固相回填材料通过在壳体4的第二 侧8处与一体形成的结构接触来固化而机械地连接到聚合物壳体4的第二 侧8。可通过被动地允许熔融回填材料冷却或通过主动地冷却熔融回填材料 来进行固化。固化通过与一体形成的结构接触将固相回填材料机械地连接 到壳体。固化还可将固相填充材料零件26固定到固相回填材料。固相填充 材料零件26可具有大于回填材料的热导率,并且因此可有助于从熔融回填 材料散热并且因此加速熔融回填材料的固化。固相填充材料还可具有大于 聚合物壳体的弹性模量。固相填充材料还可具有熔点、任选地热导率和任 选地大于固体回填材料的强度的强度。在图3中,如图所示,零件26可通 过接触件26的三个侧的固相回填材料固定在固相回填材料中。在图3中, 零件26可通过压缩力、摩擦、粘附或固相回填材料渗透到件26的最外表 面中的孔或其他开口中而固定在固相回填材料中。在图5中,零件26通过 机械连接固定在固相回填材料中,该机械连接包括将固相回填材料布置在 件26的凹槽28中。
48.制作成形工具2的方法还可包括将衔接件30机械地连接至成形工具的 其余部分。该机械连接可经由连接件32形成,该连接件插入穿过衔接件30 并且例如通过螺纹连接附接到固相填充材料零件26。
49.形成压印部件的方法可包括,在50处,使聚合物壳体4的第一侧6的 波状表面10与材料的表面接触以向材料提供压印表面,从而由材料生产压 印部分。压印表面可具有对应于波状表面10的预定轮廓的预定轮廓。该步 骤可根据需要对附加材料重复任何次数以生产附加压印部分。
50.如果波状表面10因压印而磨损,或者如果简单不再需要工具2,则形 成压印部件的方法可另外包括重复使用支撑结构18(即回填材料和零件 26)以生产具有新的am聚合物壳体的另一工具。这可作为在步骤52处形 成压印部件的方法的一部分通过增材制造第二am聚合物壳体来实现,该 第二am聚合物壳体包括第一侧和与第一侧相对的第二侧。第二壳体可根 据需要与初始壳体(即,第一壳体)相同、相似或不同。
51.在54处,固相回填材料与第一壳体分离。这可包括将固相填充材料零 件26与第一壳体和固相回填材料分离。可通过在56处重新熔融固相回填 材料来促进该步骤,以生产可容易地从第一壳体移除的熔融回填材料。另 选地,固相回填材料可简单地与第一壳体物理分离,然后可随后在56处在 单独的工艺中熔融。
52.在56处,固相回填材料可通过施加热量而熔融。如果固相填充材料零 件26被包括在初始工具(即,第一工具)中,则零件26可有助于通过具 有相对高热导率的填充材料来熔融固相回填材料。填充材料可具有比回填 材料更大的热导率,并且因此可加速所施加的热量传递到回填材料以使其 熔融。
53.在58处,将熔融回填材料布置在第二壳体的第二侧处。这可以与第一 壳体相同的方式实现,例如通过倾注。如果需要,该步骤可包括在将熔融 回填材料布置在第二壳体的
第二侧处之前或之后,将固相填充材料零件26 定位在第二壳体的第二侧处。
54.在60处,熔融回填材料被固化,从而再次形成布置在第二壳体的第二 侧处的固相回填材料,从而形成用于第二工具的支撑结构。第二工具也可 包括类似于第一工具的衔接件30。
55.在62处,使第二工具的第二壳体的第一侧的波状表面与材料接触,以 向第二材料提供压印表面,从而生产第二压印部分。
56.压印的方法可使用例如压机34机器、压印机器等的成形机器通过将第 一工具和第二工具附接到压机34来执行。
57.一种压印的方法可通过提供具有成形工具的压机来执行。该成形工具 可包括增材制造的聚合物壳体,该聚合物壳体限定第一侧和与第一侧相对 的第二侧。第一侧包括具有第一预定轮廓的波状表面。工具包括支撑结 构,该支撑结构包括被布置在聚合物壳体的第二侧处的固相回填材料。该 方法包括使聚合物壳体的第一侧与材料的表面接触以向材料提供压印表 面。压印表面具有对应于第一预定轮廓的第二预定轮廓。在该方法中,成 形工具可为第一成形工具,并且聚合物壳体可为第一聚合物壳体。该方法 还可包括增材制造第二聚合物壳体,该第二聚合物壳体包括第一侧以及与 第一侧相对的第二侧;将固相回填材料与第一聚合物壳体分离;熔融固相 回填材料以形成熔融回填材料;将熔融回填材料布置在第二聚合物壳体的 第二侧处;以及固化熔融回填材料,从而形成布置在第二聚合物壳体的第 二侧处的固相回填材料。在该方法中,第一成形工具可包括被布置在固相 回填材料中的填充材料零件。填充材料零件可被布置在固相回填材料中, 该固相回填材料被布置在第二聚合物壳体的第二侧处。固相回填材料可机 械地连接到聚合物壳体的第二侧。该方法还可包括将填充材料零件与固相 回填材料分离,以及将填充材料零件布置在第二聚合物壳体的第二侧处的 熔融回填材料中。
58.一种制作成形工具的方法可包括通过增材制造形成聚合物壳体。聚合 物壳体可限定第一侧和与第一侧相对的第二侧。聚合物壳体的第一侧可被 构造成接触材料以形成压印部分。该方法还包括形成用于聚合物壳体的支 撑结构,以及将支撑结构布置在聚合物壳体的第二侧处。在该方法中,聚 合物壳体和支撑结构均可在支撑结构被布置在聚合物壳体的第二侧处之前 形成。支撑结构可通过将回填材料浇铸在模具中、机械加工、印刷或通过 其他成形工艺来形成。固相回填材料也可被包括在不止一个零件中,诸如 将若干固相回填材料零件布置在体积16中。这些若干个零件可粘合性地粘 结在一起和/或粘结到壳体4。支撑结构可围绕固相填充材料形成。将支撑 结构布置在聚合物壳体的第二侧处的步骤然后可包括将支撑结构粘合性地 粘结到聚合物壳体的第二侧。在该方法中,聚合物壳体可在支撑结构被布 置在聚合物壳体的第二侧处之前形成。然后可通过将熔融回填材料布置在 聚合物壳体的第二侧处并且固化熔融回填材料来执行形成聚合物壳体的支 撑结构以及将支撑结构布置在聚合物壳体的第二侧处的步骤,从而形成作 为支撑结构的固相回填材料。在该方法中,可在支撑结构被布置在聚合物 壳体的第二侧处之前形成支撑结构。支撑结构可通过将回填材料浇铸在模 具中、机械加工、印刷或通过其他成形工艺来形成。支撑结构可围绕固相 填充材料形成。然后可通过在支撑结构上直接增材制造聚合物壳体来执行 形成聚合物壳体并且将支撑结构布置在聚合物壳体的第二侧处的步骤。
59.应当理解,上面公开的特征和功能以及其他特征和功能中的各种特征 和功能或
它们的替代物或变体可以理想地组合到许多其他不同系统或应用 中。此外,本领域的技术人员可以之后做出本文的各种目前无法预料或无 法预期的替代、修改、变化或改进,这些也旨在涵盖在所附权利要求书 中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

