1.本发明属于热电转换技术领域,涉及可拉伸柔性热电器件及其制作方法。
背景技术:
2.基于塞贝克效应的热电器件能够收集人体体表热能并转换为电能,为可穿戴电子设备提供持续供能,具有绿色环保、无噪声、无运动部件等优势,具有广阔的应用前景。由于人体体表为曲面热源,采用柔性热电器件可以减小外部冲击振动对热电器件的损坏,且提高穿戴舒适性。现有技术通过结构设计或制作方法的改进,可使柔性热电器件具有良好的弯曲特性。
3.然而,由于人体皮肤具有延展性,且存在关节等处的非结构化曲面,因此仅具有弯曲性的柔性热电器件无法在皮肤延展时或关节活动时与人体皮肤表面紧密贴合,容易造成脱离或损坏,限制了该类柔性热电器件的应用场合。例如,中国专利cn107046092a公布了具有镂空结构基底的穿戴式温差发电器制作方法,但由于其采用的柔性印刷电路板制作一体化热端电极,使柔性热电器件无法延展拉伸;同时,单独加工的冷端铜导电片需要采用三维打印进行二次定位,增加了加工难度,易引入新的加工误差,也降低了加工效率。
4.因此,面向柔性热电器件的可拉伸性应用需求,有必要改进柔性热电器件的结构设计和制作方法,提高柔性热电器件与曲面热源的贴合程度,减少热量传递损耗,进而提高器件发电效率与输出性能。
5.目前现有公开的可拉伸柔性热电器件组件及其制作方法,存在加工效率低、器件输出性能偏低等问题。例如,中国专利cn108649116a公布了一种可拉伸可穿戴弹簧状无机热电器件,采用模板法在弹簧模板上依次涂覆聚合物基底、热电活性材料后剥离,制备弹簧状的可拉伸热电器件;弹簧状的可拉伸结构采用商用螺丝作为聚合物基底的模板,不利于器件的大面积制造与阵列化;且由于其采用聚合物粘液与热电材料混合进行涂覆,器件输出功率仅为nw级。中国专利cn106206923a公布了一种柔性穿戴式温差发电装置,采用铜箔与连接铜箔之间的柔性导线组成铜箔导线层,其中用于焊接的铜箔与半导体粒子表面形状一致,柔性正弦形式导线提供伸缩延展性;但由于铜箔导线层需要进行分别单独加工后再组装,加工难度大、效率低,不利于器件的集成小型化。中国专利cn108649114a、cn105406769a、cn111584706a公布的柔性热电器件中均采用锡焊连接可延展电极与热电材料,但可延展电极需要单独加工后再与热电材料进行连接,降低了加工效率;且未公开柔性金属导线的定位方法,难以确保其与热电臂的定位精度,易引入加工误差。
6.综上所述,亟需一种高效低成本的可拉伸柔性热电器件及其制作方法,能够解决目前可拉伸柔性热电器件制作过程中存在的大面积制造及阵列化难、各器件定位过程易引入误差且各器件连接效率低下、坏品率高的问题,提高器件可靠性与输出功率密度。
技术实现要素:
7.为了达到上述目的,本发明提供可拉伸柔性热电器件及其制作方法,通过在柔性
热电器件的热端和冷端电极阵列上设计制作交替切缝结构,使得电极阵列在未受到拉伸应力的情况下具有良好的紧凑性,在受到拉伸应力时交替切缝结构发生变形,使热电器件具有良好的拉伸性;同时,可拉伸柔性热电器件制作方法创新性地实现了电极阵列的大面积一体化制造和定位焊接,降低了可拉伸柔性热电器件的制造成本,提高了柔性热电器件的加工效率,解决了现有技术中存在的可拉伸柔性热电器件制作过程中存在的大面积制造及阵列化难、各器件定位过程易引入误差且各器件连接效率低下、坏品率高的问题。
8.本发明所采用的技术方案是,可拉伸柔性热电器件,包括:热端可拉伸电极阵列、热电块体阵列、冷端可拉伸电极阵列、超弹性体;热电块体阵列,包括阵列排布的多个热电块体对,每个热电块体对由一个p型热电块体和一个n型热电块体组成;p型热电块体和n型热电块体的形状和尺寸均相同;热电块体阵列通过热端可拉伸电极阵列与冷端可拉伸电极阵列组成串联或串并联结构;热端可拉伸电极阵列,包括阵列排布的多个热端可拉伸电极;冷端可拉伸电极阵列,包括阵列排布的多个冷端可拉伸电极;热端可拉伸电极阵列和冷端可拉伸电极阵列中的可拉伸电极为相同片状结构的柔性覆铜板;每个可拉伸电极分为三个部分,两端为与p型热电块体或n型热电块体的热端或冷端底面形状相同的结构,中间为交错排列的缝隙结构;超弹性体,用于热电块体阵列的侧面封装。
9.进一步地,p型热电块体或n型热电块体的两端底面一端为热端底面,另一端为冷端底面,两端底面均依次镀一层镍层和一层锡层,p型热电块体的材料成分为bi
0.5
sb
1.5
te3,n型热电块体的材料成分为bi2se
0.5
te
2.5
。
10.进一步地,热电块体阵列包括阵列排布的50个热电块体对,p型热电块体或n型热电块体的形状为长方体,底面为边长为1.2mm的正方形,高为2mm。
11.进一步地,柔性覆铜板由柔性聚合物绝缘基底与铜导电层贴合组成,柔性聚合物绝缘基底贴合穿戴面,铜导电层用于连接热电块体对的热端底面,柔性聚合物绝缘基底与铜导电层的厚度相同。
12.本发明的另一发明目的,在于提供一种上述可拉伸柔性热电器件的制作方法,包括以下步骤:步骤s1、热电块体制作:将区熔法成形的p型热电材料和n型热电材料分别通过线切割加工为多个规则形状的p型热电块体和n型热电块体;步骤s2、热端可拉伸电极阵列的制作与焊膏涂覆:采用水溶性胶带与柔性覆铜板的柔性聚合物绝缘基底贴合,再采用双面粘贴材料将已采用水溶性胶带粘贴的柔性覆铜板粘贴在金属平板上,采用冷光切割设备在柔性覆铜板的铜导电层一面上按阵列排布方式切割加工多个热端可拉伸电极,形成热端可拉伸电极阵列;将热端焊膏涂覆网版覆盖在热端可拉伸电极阵列的上端,然后用金属刮刀将热端焊膏涂覆在热端可拉伸电极阵列上;步骤s3、热电块体定位以及与热端可拉伸电极阵列焊接:将涂覆有焊膏的热端可拉伸电极阵列的金属平板固定在周边具有螺孔的底板上,加装定位螺柱与垫圈,制作热电块体定位板,热电块体定位板的开孔对应热电块体和定位螺柱的位置,并将多个n型热电块
体和p型热电块体通过热电块体定位板交替放置在涂覆有焊膏的热端可拉伸电极阵列上,n型热电块体和p型热电块体放置完成后,在热电块体上端加装盖板,将盖板与底板压紧,将装配压紧后的组件放入加热炉中并抽真空,在180℃的温度条件下焊接3分钟,待加热炉冷却后,将装配压紧的组件取出,拆下盖板、底板和热电块体定位板,完成可拉伸柔性热电器件的热端焊接;步骤s4、冷端可拉伸电极阵列制作与焊膏涂覆:采用水溶性胶带与柔性覆铜板的柔性聚合物绝缘基底贴合,再采用双面粘贴材料将已采用水溶性胶带粘贴的柔性覆铜板粘贴在金属平板上,采用冷光切割设备在柔性覆铜板的铜导电层一面上按阵列排布方式切割加工多个冷端可拉伸电极,形成冷端可拉伸电极阵列;将冷端焊膏涂覆网版覆盖在冷端可拉伸电极阵列的上端,用金属刮刀将冷端焊膏涂覆在冷端可拉伸电极阵列上;步骤s5、冷端可拉伸电极阵列焊接:将粘贴在金属平板上的冷端可拉伸电极阵列涂覆有焊膏的一面对应热电块体阵列中各热电块体冷端底面的位置放置;在金属平板的上面加装盖板,将盖板与底板压紧,将装配压紧的结构放入加热炉中,抽真空,并在150℃的温度条件下焊接3分钟,完成可拉伸柔性热电器件的冷端焊接,待焊接冷却后拆下盖板与底板,得到未封装可拉伸柔性热电器件组件;步骤s6、超弹性体封装:将双组分ecoflex硅胶的两组分以1:1的质量比或体积比进行混合并充分搅拌,然后放入真空干燥箱中进行脱泡,注入填充未封装柔性热电器件组件的间隙,然后将注入填充超弹性体的可拉伸柔性热电器件放置在恒温加热箱中并在80℃~120℃下加热0.5h~1h,得到封装固化超弹性体的可拉伸柔性热电器件组件;步骤s7、多余部分柔性覆铜板去除:将封装固化超弹性体的可拉伸柔性热电器件组件在去离子水中浸泡,并揭去热端可拉伸电极阵列与冷端可拉伸电极阵列周围的多余柔性覆铜板,切除多余的超弹性体,得到所述可拉伸柔性热电器件。
13.进一步地,步骤s1中,每个p型热电块体或n型热电块体的形状和尺寸均相同,p型热电块体或n型热电块体的两端底面一端为热端底面,另一端为冷端底面,两端底面均镀镍镀锡。
14.进一步地,步骤s2中,热端焊膏涂覆网版的开孔与热端可拉伸电极阵列1中每一个热端可拉伸电极两端用于连接p型热电块体或n型热电块体的位置一一对应。
15.进一步地,步骤s2中,热端焊膏采用sn
42
bi
58
低温无铅焊膏。
16.进一步地,步骤s2中,双面粘贴材料为双面胶带、胶布或胶水。
17.进一步地,步骤s4中,冷端焊膏采用in
52
sn
48
低温无铅焊膏。
18.本发明的有益效果是:(1)本发明通过在柔性热电器件的热端和冷端电极阵列上设计制作交替切缝结构,使得电极阵列在未受到拉伸应力的情况下具有良好的紧凑性,在受到拉伸应力时交替切缝结构发生变形,使热电器件具有良好的拉伸性,能够顺应人体皮肤表面的复杂结构,提高热电器件的传热效率和输出功率;同时,通过采用水溶性胶带对柔性覆铜板固定,并采用冷光切割设备制作交替切缝电极阵列,在热电器件焊接完成后再采用去离子水浸泡去除水溶性胶带并揭去多余的柔性覆铜板,实现了电极阵列的大面积一体化制造和定位焊接,避免了单独加工可拉伸电极的重复定位和焊接难题,降低了可拉伸柔性热电器件的制造成本,提高了柔性热电器件的加工效率;此外,该制作方法由于电极阵列结构由冷光切割设备
加工,其图案更换和调整容易,方便柔性热电器件中热电块体阵列的排列变化或对数拓展,提高柔性热电器件的适应性;(2)本发明采用的热端焊接材料为sn
42
bi
58
低温无铅焊膏,焊接温度为180℃;冷端焊接材料为熔点为118℃的in
52
sn
48
低温焊膏,焊接温度为150℃,焊接温度低于水溶性胶带与双面粘贴材料损坏温度,降低了柔性热电器件的加热温度,减少了制作过程中的能源消耗,有利于实现碳中和;(3)本发明制得的柔性热电器件采用了具有交替切缝结构的可拉伸电极阵列与超弹性体封装,使得电极阵列在未受到拉伸应力的情况下具有良好的紧凑性,在受到拉伸应力时交替切缝结构发生变形,在不影响发电功率的情况下使柔性热电器件具有15%左右的拉伸率,且最大功率密度为5μw/cm2;相比而言,中国专利cn107046092a制得的柔性热电器件不具有可拉伸性,且根据其对应发表的论文(doi:10.1109/lra.2017.2734241),其最大功率密度为4.75μw/cm2;因此,本发明的制作方法和制得的柔性热电器件具有更优的拉伸性与发电性能。
附图说明
19.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
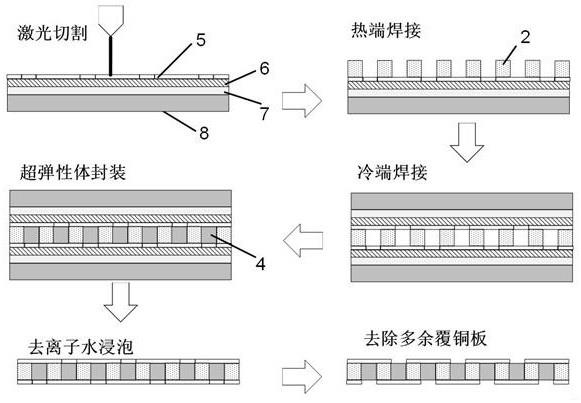
20.图1是本发明可拉伸柔性热电器件制作工艺流程图。
21.图2是本发明制作的热端可拉伸电极阵列示意图。
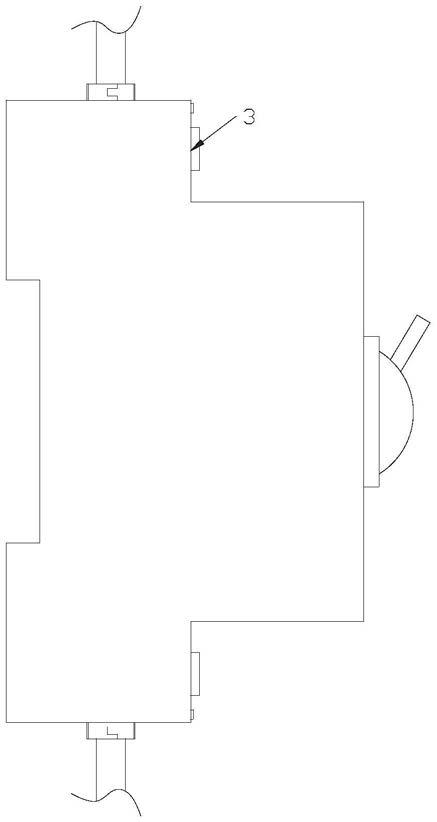
22.图3是本发明制作的冷端可拉伸电极阵列示意图。
23.图4是本发明制作的已封装超弹性体的可拉伸柔性热电器件示意图。
24.图5是本发明制作的可拉伸柔性热电器件的实物图。
25.图6是本发明制作的可拉伸柔性热电器件在受力拉伸下的可拉伸电极形变实物图。
26.图7是本发明制作的可拉伸柔性热电器件在不同温度差下的输出电压及负载功率图。
27.图8是本发明制作的可拉伸柔性热电器件在不同负载电阻下的输出电压及功率图。
28.图9是本发明制作的可拉伸柔性热电器件手掌穿戴输出电压实物图。
29.图中,1
‑
热端可拉伸电极阵列、2
‑
热电块体阵列、3
‑
冷端可拉伸电极阵列、4
‑
超弹性体、5
‑
柔性覆铜板、6
‑
水溶性胶带、7
‑
双面粘贴材料、8
‑
金属平板。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.可拉伸柔性热电器件,如图2~图5所示,包括热端可拉伸电极阵列1、热电块体阵列2、冷端可拉伸电极阵列3、超弹性体4。
32.热电块体阵列2,包括阵列排布的多个热电块体对,每个热电块体对由一个p型热电块体和一个n型热电块体组成;p型热电块体和n型热电块体的形状和尺寸均相同,p型热电块体或n型热电块体的两端底面一端为热端底面,另一端为冷端底面,两端底面均依次镀一层镍层和一层锡层;p型热电块体的材料成分为bi
0.5
sb
1.5
te3,n型热电块体的材料成分为bi2se
0.5
te
2.5
;热电块体阵列2通过热端可拉伸电极阵列1与冷端可拉伸电极阵列3组成串联或串并联结构。
33.本技术优选采用50个热电块体对,本技术p型热电块体或n型热电块体的形状优选为长方体,底面为边长为1.2mm的正方形,高为2mm。
34.热端可拉伸电极阵列1,包括阵列排布的多个热端可拉伸电极,每个热端可拉伸电极为片状结构的柔性覆铜板5,由柔性聚合物绝缘基底与铜导电层贴合组成,柔性聚合物绝缘基底贴合穿戴面,铜导电层用于连接热电块体对的热端底面,本技术连接方式优选采用焊接;每个片状结构的热端可拉伸电极分为三个部分,两端为与p型热电块体或n型热电块体的热端底面形状相同的结构,用于与p型热电块体或n型热电块体的热端底面连接,中间为交错排列的缝隙结构,用于实现热端电极的拉伸性能,这一结构的设置具有吸收外界应力冲击、保护热电块体的热端底面与热端可拉伸电极连接位置的优势。缝隙结构的数量n≥2,缝隙结构的数量和尺寸根据设计需要而定;柔性聚合物绝缘基底与铜导电层的厚度相同,优选为13μm。
35.冷端可拉伸电极阵列3,包括阵列排布的多个冷端可拉伸电极,每个冷端可拉伸电极为片状结构的柔性覆铜板5,由柔性聚合物绝缘基底与铜导电层贴合组成,柔性聚合物绝缘基底贴合散热面,铜导电层用于连接热电块体对的冷端底面,本技术连接方式优选采用焊接;每个片状结构的冷端可拉伸电极分为三个部分,两端为与p型热电块体或n型热电块体的冷端底面形状相同的结构,用于与p型热电块体或n型热电块体的冷端底面连接,中间为交错排列的缝隙结构,用于实现冷端电极的拉伸性能,这一结构的设置具有吸收外界应力冲击、保护热电块体的冷端底面与冷端可拉伸电极连接位置的优势。缝隙结构的数量和尺寸根据设计需要而定;柔性聚合物绝缘基底与铜导电层的厚度相同,优选为13μm。
36.当可拉伸柔性热电器件受到拉伸应力时,热端可拉伸电极阵列1和冷端可拉伸电极阵列3上的可拉伸结构可以发生形变吸收拉伸应力,如图6所示,使整个器件具有可拉伸性。
37.超弹性体4,用于热电块体阵列2的侧面封装。
38.可拉伸柔性热电器件的制作方法,如图1所示,包括以下步骤:步骤1、热电块体制作:将区熔法成形的p型热电材料和n型热电材料分别通过线切割加工为多个规则形状的p型热电块体和n型热电块体,每个p型热电块体或n型热电块体的形状和尺寸均相同,p型热电块体或n型热电块体的两端底面一端为热端底面,另一端为冷端底面,两端底面均镀镍镀锡。
39.步骤2、热端可拉伸电极阵列1的制作与焊膏涂覆:柔性覆铜板5由聚酰亚胺基底和铜导电层组成,聚酰亚胺基底与铜导电层的厚度相同,优选为13μm,采用水溶性胶带6与柔性覆铜板5的聚酰亚胺基底贴合,使柔性覆铜板5的铜导电层裸露在外,再采用双面粘贴材
料7将已采用水溶性胶带6粘贴的柔性覆铜板5粘贴在金属平板8上,金属平板8的材质优选铝合金,金属平板8用于提高焊接过程的传热效率,以及为热端可拉伸电极阵列1提供定位和支撑,采用冷光切割设备在柔性覆铜板5的铜导电层一面上按阵列排布方式切割加工多个热端可拉伸电极,每个热端可拉伸电极分为三个部分,两端切割为与p型热电块体或n型热电块体的热端底面形状相同的结构,中间切割为交错排列的缝隙结构,形成热端可拉伸电极阵列1,如图2所示,使热端可拉伸电极阵列1与其余柔性覆铜板5分离,但仍与水溶性胶带6粘贴;双面粘贴材料7为双面胶带、胶布或胶水;图2中的热端可拉伸电极阵列1提供了一种串联的阵列形式,具体阵列排布方法是:由49个可拉伸电极与2个引出电极组成,输出电压正极和负极之间共设有十行四列均匀排布的可拉伸电极阵列,在十行四列的可拉伸电极阵列的左侧每两行可拉伸电极之间设置一个竖向的可拉伸电极,共设置五个,在十行四列的可拉伸电极阵列的右侧第二行与第九行之间每两行可拉伸电极之间设置一个竖向的可拉伸电极,共设置4个。上述热端可拉伸电极阵列1的设置方式使得多个可拉伸电极形成蜿蜒形的串联结构。
40.制作热端焊膏涂覆网版,材质优选为不锈钢,厚度优选为100μm,开孔与热端可拉伸电极阵列1中每一个热端可拉伸电极两端用于连接p型热电块体或n型热电块体的位置一一对应;将热端焊膏涂覆网版覆盖在热端可拉伸电极阵列1的上端,其开孔与热端可拉伸电极阵列1中每一个热端可拉伸电极两端用于连接p型热电块体或n型热电块体的位置一一对应,然后对熔点为138℃的sn
42
bi
58
低温无铅焊膏充分搅拌,采用丝网印刷工艺,用金属刮刀将sn
42
bi
58
低温无铅焊膏通过热端焊膏涂覆网版涂覆在热端可拉伸电极阵列1上,使得热端可拉伸电极阵列1的每一个用于连接p型热电块体或n型热电块体的位置均涂覆有sn
42
bi
58
低温无铅焊膏,焊膏涂覆厚度为0.08mm~0.12mm。
41.步骤3、热电块体定位以及与热端可拉伸电极阵列1焊接:将涂覆有焊膏的热端可拉伸电极阵列1的金属平板8固定在周边具有螺孔的底板上,加装定位螺柱与垫圈,用于放置和定位热电块体定位板,制作热电块体定位板,热电块体定位板的开孔对应热电块体和定位螺柱的位置,将热电块体定位板通过定位螺柱覆盖在涂覆有焊膏的热端可拉伸电极阵列1上,并将多个n型热电块体和与n型热电块体数量相同的p型热电块体通过热电块体定位板交替放置在涂覆有焊膏的热端可拉伸电极阵列1上,n型热电块体和p型热电块体放置完成后,在热电块体上端加装盖板,盖板对应定位螺柱位置开有圆孔,螺柱通过圆孔伸出,用螺帽将盖板与底板压紧,将装配压紧后的组件放入加热炉中并抽真空,在180℃的温度条件下焊接3分钟,待加热炉冷却后,将装配压紧的组件取出,拆下盖板、底板和热电块体定位板,完成可拉伸柔性热电器件的热端焊接。
42.步骤4、冷端可拉伸电极阵列制作与焊膏涂覆:采用水溶性胶带6与柔性覆铜板5的聚酰亚胺基底贴合,使柔性覆铜板5的铜导电层裸露在外,再采用双面粘贴材料7将已采用水溶性胶带6粘贴的柔性覆铜板5粘贴在金属平板8上,采用冷光切割设备在柔性覆铜板5的铜导电层一面上按阵列排布方式切割加工多个冷端可拉伸电极,每个冷端可拉伸电极分为三个部分,两端切割为与p型热电块体或n型热电块体的冷端底面形状相同的结构,中间切割为交错排列的缝隙结构,形成冷端可拉伸电极阵列3,如图3所示,使冷端可拉伸电极阵列3与其余柔性覆铜板5分离,但仍与水溶性胶带6粘贴;图3中的冷端可拉伸电极阵列3提供了一种串联的阵列形式,具体阵列排布方法
是:由50个可拉伸电极组成,共设有十行五列均匀排布的可拉伸电极阵列,上述冷端可拉伸电极阵列3的设置方式,使其与图2的热端可拉伸电极阵列1通过热电块体阵列2连接后,由输出电压正负极开始,形成电路串联结构。
43.热端可拉伸电极阵列1和冷端可拉伸电极阵列3的电极阵列排布方法是本领域公知常识,本技术对于热端可拉伸电极阵列1和冷端可拉伸电极阵列3的电极阵列排布方式不做限制,图2和图3提供一种可施行的阵列排布组合方式,不应视为对其阵列排布方式的限制。由于电极阵列排布方式和组合众多方案,且其属于本领域公知技术,本技术在此不再赘述。
44.制作冷端焊膏涂覆网版,材质优选为不锈钢,厚度优选为100μm,开孔与冷端可拉伸电极阵列3中每一个冷端可拉伸电极两端用于连接p型热电块体或n型热电块体的位置一一对应;将冷端焊膏涂覆网版覆盖在冷端可拉伸电极阵列3的上端,其开孔与冷端可拉伸电极阵列3中每一个冷端可拉伸电极两端用于连接p型热电块体或n型热电块体的位置一一对应,然后对熔点为118℃的in
52
sn
48
低温无铅焊膏充分搅拌,采用丝网印刷工艺,用金属刮刀将in
52
sn
48
低温无铅焊膏通过热端焊膏涂覆网版涂覆在冷端可拉伸电极阵列3上,使得冷端可拉伸电极阵列3的每一个用于连接p型热电块体或n型热电块体的位置均涂覆有in
52
sn
48
低温无铅焊膏,焊膏涂覆厚度为0.08 ~ 0.12mm。
45.步骤5、冷端可拉伸电极阵列3焊接:将粘贴在金属平板8上的冷端可拉伸电极阵列3涂覆有焊膏的一面对应热电块体阵列2中各热电块体冷端底面的位置放置;在金属平板8的上面加装盖板,盖板对应螺柱位置开有圆孔,螺柱通过圆孔伸出,用螺帽将盖板与底板压紧,将装配压紧的结构放入加热炉中,抽真空,并在150℃的温度条件下焊接3分钟,完成可拉伸柔性热电器件的冷端焊接,待焊接冷却后拆下盖板与底板,得到未封装可拉伸柔性热电器件组件。
46.步骤6、超弹性体封装:将双组分ecoflex硅胶的两组分以1:1的质量比或体积比进行混合并充分搅拌,然后放入真空干燥箱中进行脱泡,注入填充未封装柔性热电器件组件的间隙,然后将注入填充超弹性体的可拉伸柔性热电器件放置在恒温加热箱中并在80℃~120℃下加热0.5h~1h,得到封装固化超弹性体的可拉伸柔性热电器件组件。超弹性体4材料还可以为聚二甲基硅氧烷。
47.其中,ecoflex,是铂金催化硅胶,具有良好的延展性和断裂伸长率,本发明优选采用ecoflex 00
‑
30,其包装为质量或体积相同的组分a和组分b,使用时以1:1的质量比或体积比进行混合固化搅拌,本技术直接采用市售的ecoflex产品,其双组分成分中的组分a和组分b的成分均不做修改,有关于ecoflex产品的公知常识,本技术不再赘述。
48.步骤7、多余部分柔性覆铜板5去除:将封装固化超弹性体的可拉伸柔性热电器件组件在去离子水中浸泡1小时以上,使水溶性胶带6溶解,并揭去热端可拉伸电极阵列1与冷端可拉伸电极阵列3周围的多余柔性覆铜板5,切除多余的超弹性体4,得到可拉伸柔性热电器件。
49.实验例:负载电阻为5ω时,本技术可拉伸柔性热电器件的输出功率和功率密度随热端温度的变化曲线如图7所示,冷端环境温度为25℃,热端温度从30℃升至80℃(温度差为5k~55k)。随着热端温度的升高,可拉伸柔性热电器件的输出功率和功率密度也逐渐升高,在温
度差为55k的条件下,负载功率达到61.3μw,功率密度为5μw/cm2。
50.负载电阻从1ω增大到100ω,本技术可拉伸柔性热电器件的输出电压和输出功率的变化曲线(温度差δt=35k)如图8所示,随着外接负载电阻值的增大,可拉伸柔性热电器件的输出电压逐渐升高;输出功率先逐渐增大,在负载电阻为5ω时达到最大值24μw。图9为将可拉伸柔性热电器件与手掌贴合测得的开路电压,可以看出可拉伸柔性热电器件具有良好的柔性和可拉伸性,测试其水平最大可拉伸范围为15%。在体温30℃(温度差5k)时,开路输出电压为5.3mv。
51.图7~图9的实验结果表明本技术制得的柔性热电器件具有优越的拉伸性与发电性能。
52.需要说明的是,在本技术中,诸如第一、第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
53.本说明书中的各个实施例均采用相关的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
54.以上所述仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内所作的任何修改、等同替换、改进等,均包含在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。