1.本发明属于航空飞行器结构制造技术领域,具体涉及一种承力杆件高能焊接工装。
背景技术:
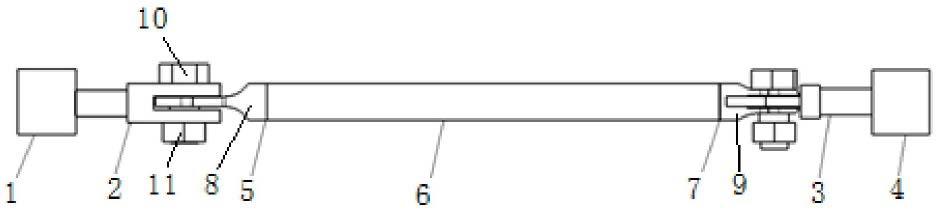
2.目前直升机主减撑杆等承力杆件一般由管件6、左接头8和右接头9通过焊接而成,如图1所示,焊接部位具有左焊缝5和右焊缝7。构件精度高,焊缝等级为一级,焊缝质量优劣直接影响直升机的飞行安全。
3.电子束焊是利用汇聚的高速电子束流轰击工件表面,将动能转化为热能从而使金属熔化形成焊缝的一种高能焊接方法。与其它传统熔焊技术相比,电子束焊的显著优点是能量密度高、焊缝窄、深宽比大、焊接变形小以及工艺稳定性高,可实现高质量、高精度的焊接。
4.采用电子束焊接直升机承力杆件,可以避免焊缝氧化、消除焊缝气孔,控制焊接变形。但是电子束焊接工装设计对于实现直升机承力杆件高质量焊接至关重要,需要工装具有精确定位、抱夹、同轴回转的功能,并且克服电磁偏吹对束流的影响。
技术实现要素:
5.本发明的目的是提出一种既可满足零件精确定位和装配要求,又能适应高温热传导下同轴回转的承力杆件高能焊接工装。
6.本发明的技术方案:一种承力杆件高能焊接工装,用于电子束焊接,该工装包括同轴布置的左变位机和右变位机,左变位机和右变位机具有旋转自由度,右变位机还具有轴向移动自由度;在左变位机上安装有左连接件,在右变位机上安装有右连接件,左接头安装在左连接件上,右接头安装在右连接件上,管件被夹紧在左接头和右接头之间;左连接件和右连接件采用奥氏体不锈钢材料。
7.有利地,所述右变位机滑动安装在底部的滑轨上。
8.有利地,底部的滑轨平行于旋转轴。
9.有利地,左接头与左连接件采用螺栓和螺母连接,右接头与右连接件采用螺栓和螺母连接。
10.有利地,所述左变位机和右变位机内具有伺服电机。
11.有利地,焊接时所述左连接件、左接头、管件、右接头、右连接件、螺栓和螺母同步转动。
12.左连接件和右连接件采用奥氏体不锈钢材料,避免电子束束流受工装材料产生电磁偏转,影响焊缝对中性。
13.采用分体设计,易于拆卸,方便安装在具有同轴回转功能的伺服电机驱动变位机上,沿着杆件长度方向距离可以自由移动;使用左右接头叉耳的内表面以及中心孔内壁,作为零件焊接前装配定位基准;采用螺栓连接实现被焊零件形成紧密牢固的装配连接,传递
变位机动能,能够在受热下稳定可靠带动被焊零件旋转。
14.本发明的有益效果:装拆操作简便,实现被焊零件精确定位,实现环形焊缝连续焊接,防止电子束流偏吹,保证焊缝对中性,有利于提升焊接质量和被焊零件形位精度。
附图说明
15.图1为为本发明的承力杆件高能焊接工装装配的示意图。
16.其中,1-左变位机、2-左连接件、3-右连接件、4-右变位机、5-左焊缝、6-管件、7-右焊缝、8-左接头、9-右接头、10-螺栓、11-螺母
具体实施方式
17.将参照附图更充分地描述所公开的示例,在附图中示出了所公开示例中的一些(但并非全部)。事实上,可描述许多不同的示例并且这些示例不应该被解释为限于本文中阐述的示例。相反,描述这些示例,使得本公开将是彻底和完全的,并且将把本公开的范围充分传达给本领域的技术人员。
18.实施例,参见图1,将左连接件2、右连接件3分别安装于左变位机1、右变位机4上,其中左变位机1的位置保持固定,右变位机4安装在滑轨未示出上处于自由状态,可沿滑轨方向直线移动。左变位机1和右变位机4具有共轴同步转动的电机。
19.将管件6的左接头8和右接头9安装于对应的左连接件2和右连接件3上,并插入螺栓10后与螺母11连接紧固,使得左接头8单耳接头与左连接件2形成装配副,右接头9双耳接头与右连接件3形成装配副。
20.安装主减撑杆的管件6,向内移动右变位机4,并施加顶紧力,使得管件6的单耳接头、双耳接头夹紧管件6并紧密装配。
21.通电后整体旋转,施加电子束流,实现焊接。
22.本文中公开的系统、装置和方法的不同示例包括各种部件、特征和功能。应当理解,本文中公开的系统、装置和方法的各种示例可包括任何组合方式或任何子组合方式的本文中公开的系统、装置和方法的其他示例中的任一个的部件、特征和功能中的任一个,并且所有这些可能性旨在落入本发明的范围内。
23.已出于例示和描述的目的展示了对不同有利布置的描述,但是该描述并不旨在是排他性的或限于所公开形式的示例。许多修改形式和变化形式对于本领域的普通技术人员而言将是显而易见的。另外,不同的有利示例可描述与其他有利示例相比不同的优点。选择和描述所选择的一个示例或多个示例,以便最佳地说明示例的原理、实际应用,并且使本领域的普通技术人员能够理解本公开有进行了适于所料想特定使用的各种修改的各种示例。
技术特征:
1.一种承力杆件高能焊接工装,用于电子束焊接,其特征在于:该工装包括同轴布置的左变位机(1)和右变位机(4),左变位机(1)和右变位机(4)具有旋转自由度,右变位机(4)还具有轴向移动自由度;在左变位机(1)上安装有左连接件(2),在右变位机(4)上安装有右连接件(3),左接头(8)安装在左连接件(2)上,右接头(9)安装在右连接件(3)上,管件(6)被夹紧在左接头(8)和右接头(9)之间;左连接件(2)和右连接件(3)采用奥氏体不锈钢材料。2.根据权利要求1所述的承力杆件高能焊接工装,其特征在于:所述右变位机(4)滑动安装在底部的滑轨上。3.根据权利要求2所述的承力杆件高能焊接工装,其特征在于:底部的滑轨平行于旋转轴。4.根据权利要求1所述的承力杆件高能焊接工装,其特征在于:左接头(8)与左连接件(2)采用螺栓(10)和螺母(11)连接,右接头(9)与右连接件(3)采用螺栓(10)和螺母(11)连接。5.根据权利要求1所述的承力杆件高能焊接工装,其特征在于:所述左变位机(1)和右变位机(4)内具有伺服电机。6.根据权利要求1所述的承力杆件高能焊接工装,其特征在于:焊接时所述左连接件(2)、左接头(8)、管件(6)、右接头(9)、右连接件(3)、螺栓(10)和螺母(11)同步转动。
技术总结
本替换属于航空飞行器结构制造技术领域,具体涉及一种承力杆件高能焊接工装。电子束焊接需要工装具有精确定位、抱夹、同轴回转的功能,并且克服电磁偏吹对束流的影响。本替换的承力杆件高能焊接工装,包括同轴布置的左变位机和右变位机,左变位机和右变位机具有旋转自由度,右变位机还具有轴向移动自由度;在左变位机上安装有左连接件,在右变位机上安装有右连接件,左接头安装在左连接件上,右接头安装在右连接件上,管件被夹紧在左接头和右接头之间;左连接件和右连接件采用奥氏体不锈钢材料。装拆操作简便,实现被焊零件精确定位,实现环形焊缝连续焊接,防止电子束流偏吹,保证焊缝对中性,有利于提升焊接质量和被焊零件形位精度。精度。精度。
技术研发人员:戴浩 江训焱 刘泽宇 巢昺轩 李智勇 李伟 王燕 杨世亮
受保护的技术使用者:江西昌河航空工业有限公司
技术研发日:2022.10.20
技术公布日:2023/3/28
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。