1.本发明涉及自动打螺钉设备技术领域,具体为一种洗衣机内筒拨水叶自动打螺钉设备。
背景技术:
2.目前在滚筒洗衣机的内筒生产线中,位于筒内的三根拨水叶地安装需要人工操作螺钉枪进行锁附和检测,对加工企业来说,人工成本高、劳动量大、劳动繁琐、检测标准不一等问题日益显著,洗衣机内筒生产商对拨水叶自动打螺钉设备的渴望越来越高,所以,为实现自动化生产,减轻劳动量,降低生产成本,研发洗衣机内筒拨水叶自动打螺钉设备是非常必要的。
3.因此,如何克服上述存在的技术问题和缺陷成为重点需要解决的问题。
技术实现要素:
4.本发明的目的在于提供一种洗衣机内筒拨水叶自动打螺钉设备,以解决上述背景技术中提出的问题,本发明洗衣机内筒拨水叶自动打螺钉设备,利用自动输送定位、螺钉自动供料、螺钉自动拧紧、自动检测、数据实时上传绑定及自动换型等技术,解决以上现有技术设备的缺陷和不足并实现自动化生产。
5.为实现上述目的,本发明提供如下技术方案:洗衣机内筒拨水叶自动打螺钉设备,包括输送装置、设备架以及设置在设备架上的旋转平台、自动打螺钉装置、视觉定位装置、视觉检测装置、压紧定位装置;
6.输送装置用于承接前段工位的内筒并输送至预定工位;
7.旋转平台包括第一升降机构、升降板、第一伺服系统、旋转台和定中机构,第一升降机构用于驱动升降板做升降运动,第一伺服系统和定中机构设置在升降板的上端,旋转台固定在第一伺服系统的输出轴,升降机构升起后,输送装置上的内筒由旋转台顶起,并由定中机构夹紧式定位。
8.进一步地,定中机构包括驱动气缸、第一滑动板、第二滑动板和传动组件,驱动气缸的缸体通过装配板与升降板固定连接,第一滑动板通过第一滑动组件与升降板滑动连接,第二滑动板与第二滑动组件与升降板滑动连接,第一滑动板和第二滑动板对称布置,驱动气缸的活塞杆与第一滑动板固定连接,第一滑动板和第二滑动板的上端面设置定位杆,传动组件包括传动板以及对称设置在传动板两侧的第一传动臂、第二传动臂,传动板通过第三滑动组件与升降板滑动连接,第一传动臂的两端分别与第一滑动板和传动板铰接,第二传动臂的两端分别与第二滑动板和传动板铰接。
9.进一步地,自动打螺钉装置包括螺钉自动送料机构、第二升降机构、第二伺服系统和螺钉拧紧模组,第二升降机构用于第二伺服系统的升降运动,第二伺服系统用于驱动螺钉拧紧模组对内筒进行螺钉锁附。
10.进一步地,视觉定位装置包括第三伺服系统和设置在第三伺服系统的定位相机,
第三伺服系统用于控制定位相机的高度,定位相机用于内筒螺钉孔位置的寻位。
11.进一步地,视觉检测装置包括旋转机构和检测相机,旋转机构用于控制检测相机的旋转角度,检测相机用于内筒螺钉检测和内筒二维码绑定上传。
12.进一步地,压紧定位装置包括第四伺服系统和压紧工装,第四伺服系统用于驱动压紧工装对内筒的上边缘进行压紧定位,压紧工装下端面设置转动部件,转动部件与内筒的上边缘相接触。
13.进一步地,输送装置包括辊筒、止挡机构。
14.与现有技术相比,本发明的有益效果是:
15.(1)本发明公开的洗衣机内筒拨水叶自动打螺钉设备,集筒体升降、筒体定中、筒体旋转、螺钉自动排料、螺钉自动锁附等功能与一体,实现洗衣机内筒拨水叶螺钉全自动锁附作业,主导滚筒洗衣机内筒拨水叶打螺钉向自动化、标准化发展,节省人工,降低生产成本。
16.(2)本发明公开的洗衣机内筒拨水叶自动打螺钉设备,实现内筒拨水叶螺钉孔自动定位、内筒拨水叶螺钉自动检测、内筒二维码信息绑定、上传、记录等功能,实现自动化打螺钉作业中的全流程监控。
附图说明
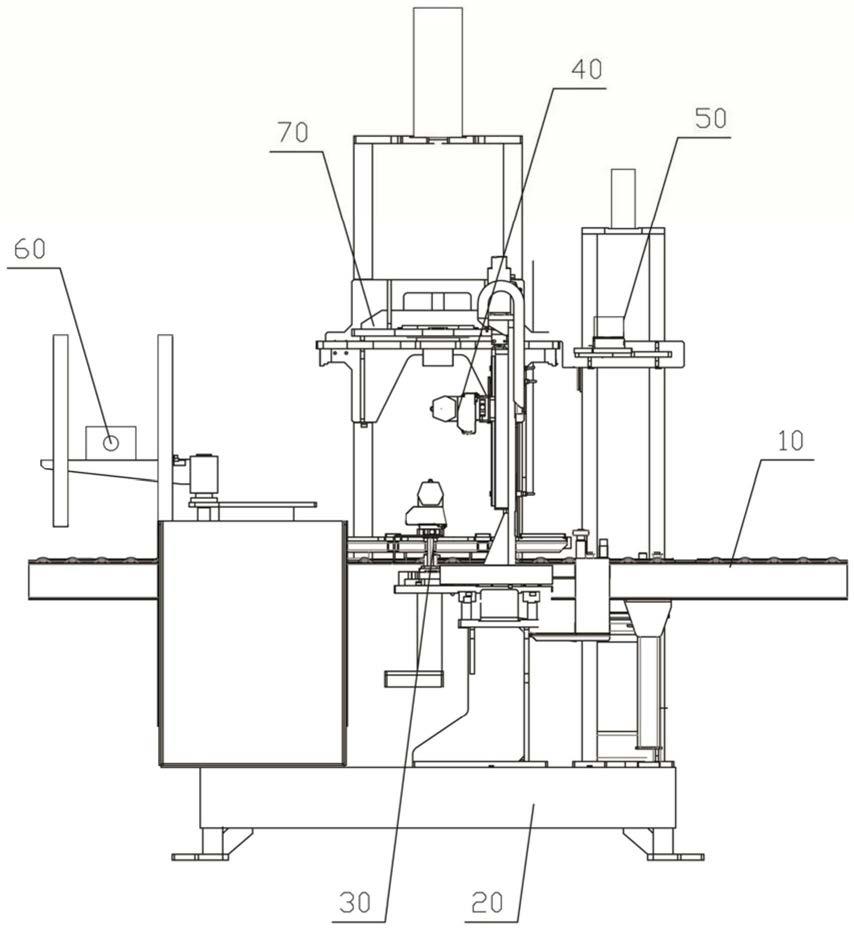
17.图1为本发明的结构示意图;
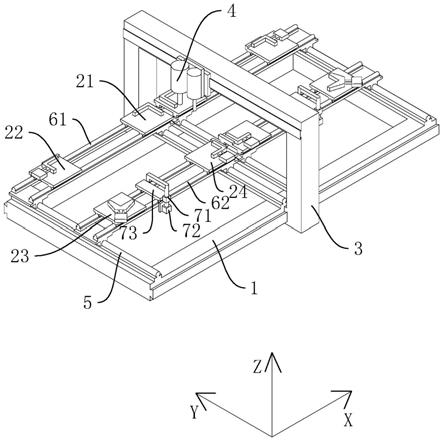
18.图2为本发明旋转平台的结构示意图;
19.图3为本发明旋转平台的局部结构示意图。
20.主要元件符号说明:
21.10
‑
输送装置,20
‑
设备架,30
‑
旋转平台,31
‑
第一升降机构,32
‑
升降板,33
‑
第一伺服系统,34
‑
旋转台,35
‑
定中机构,351
‑
驱动气缸,352
‑
第一滑动板,353
‑
第二滑动板,354
‑
传动组件,355
‑
第一滑动组件,356
‑
第二滑动组件,357
‑
定位杆,358
‑
第三滑动组件,40
‑
自动打螺钉装置,50
‑
视觉定位装置,60
‑
视觉检测装置,70
‑
压紧定位装置。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.请参阅图1
‑
3,本发明提供一种技术方案:洗衣机内筒拨水叶自动打螺钉设备,包括输送装置10、设备架20以及设置在设备架上的旋转平台30、自动打螺钉装置40、视觉定位装置50、视觉检测装置60、压紧定位装置70。
24.输送装置10用于承接前段工位的内筒并输送至预定工位,包括辊筒、止挡机构。
25.旋转平台30用于内筒升降、定中和旋转,包括第一升降机构31、升降板32、第一伺服系统33、旋转台34和定中机构35,第一升降机构31用于驱动升降板32上下升降,本实施例的第一升降机构31采用两套电缸,第一伺服系统33和定中机构35设置在升降板32上端面,本实施例的第一伺服系统33采用伺服电机,旋转台34固定在第一伺服系统33的输出轴,当
第一升降机构31升起后,输送装置10上的内筒由旋转台34顶起,并由定中机构35夹紧式定位。定中机构35包括驱动气缸351、第一滑动板352、第二滑动板353和传动组件354,驱动气缸351的缸体通过装配板与升降板32固定连接,第一滑动板352通过第一滑动组件355与升降板32滑动连接,第二滑动板353与第二滑动组件356与升降板32滑动连接,第一滑动板352和第二滑动板353对称布置,驱动气缸351的活塞杆与第一滑动板352固定连接,第一滑动板352和第二滑动板353的上端面设置定位杆357,传动组件354包括传动板以及对称设置在传动板两侧的第一传动臂、第二传动臂,传动板通过第三滑动组件358与升降板32滑动连接,第一传动臂的两端分别与第一滑动板352和传动板铰接,第二传动臂的两端分别与第二滑动板353和传动板铰接。本实施例的第一滑动组件355、第二滑动组件356和第三滑动组件358采用直线滑轨和滑块组合。
26.自动打螺钉装置40用于内筒拨水叶螺钉自动送料、自动拧紧、自动换型,包括螺钉自动送料机构、第二升降机构、第二伺服系统和螺钉拧紧模组,第二升降机构用于第二伺服系统的升降运动,本实施例中的第二升降机构的传动方式为丝杆传动,第二伺服系统用于驱动螺钉拧紧模组对内筒进行螺钉锁附。
27.视觉定位装置50包括第三伺服系统和设置在第三伺服系统的定位相机,第三伺服系统用于控制定位相机的高度,第三伺服系统与定位相机之间的传动方式为丝杆传动,定位相机用于内筒螺钉孔位置的寻位。
28.视觉检测装置60包括旋转机构和检测相机,旋转机构用于控制检测相机的旋转角度,检测相机用于内筒螺钉检测和内筒二维码绑定上传。
29.压紧定位装置70用于内筒上端地定位压紧,包括第四伺服系统和压紧工装,第四伺服系统用于驱动压紧工装对内筒的上边缘进行压紧定位,压紧工装下端面设置转动部件,转动部件与内筒的上边缘相接触。
30.本发明的工作原理为:
31.1.输送装置10将内筒由前段工位自动输送至预定工位,需指出的是,拨水叶已与内筒进行预组装;
32.2.旋转平台30将内筒升起脱离输送线,定中机构35把内筒下滚铆处定中,压紧定位装置70从上方压紧内筒;
33.3.视觉定位装置50中的定位相机下降至预定位置,旋转平台30带动内筒旋转寻位;
34.4.自动打螺钉装置40同时完成一侧的双螺钉拧紧,并将螺钉扭矩和位移信息上传,旋转平台30带动内筒旋转120
°
,自动打螺钉装置40对另一组螺钉拧紧的同时,视觉检测装置60完成前一组拨水叶螺钉及三脚架螺钉有无的检测,并扫描筒身二维码,完成信息的绑定;依次循环,完成筒身拨水叶螺钉的锁附;
35.5.旋转平台下降,视觉定位装置50、自动打螺钉装置40、视觉检测装置60、压紧定位装置70归位,输送装置10将内筒输送出工位,同时前段内筒输送至预定工位,以此循环完成内筒拨水叶的自动化拧紧作业。
36.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。