1.本发明涉及管件模具领域,特别涉及一种复合材料方管楔形分块成型模具。
背景技术:
2.对于复杂铺层设计的碳纤维复合材料方管,多采用金属芯模铺贴、热压罐固化,使用脱管机脱模的成型工艺。金属芯模的直线度在0.02mm以内,表面粗糙度优于ra1.6才能较好满足成型工艺的要求。
3.现有技术的缺陷和不足:
4.碳纤维复合材料方管脱模面临的主要问题有:(1)使用专用的脱模设备—脱管机,增加设备投入成本及使用成本;(2)对于长度大于1m的复合材料管件脱模,如果金属芯模直线度、表面粗糙度达不到较高的精度,脱模过程容易对复合材料管件造成破坏,典型的缺陷类型包括管件胀裂、划伤内表面等;(3)对金属芯模的较高的加工要求,增加了成型模具制造成本。
技术实现要素:
5.针对背景技术中提到的问题,本发明的目的是提供一种复合材料方管楔形分块成型模具,以解决背景技术中提到的问题。
6.本发明的上述技术目的是通过以下技术方案得以实现的:
7.一种复合材料方管楔形分块成型模具,包括第一方管楔形分块模具和第二方管楔形分块模具;所述第一方管楔形分块模具上设计有第一定位销和第一螺钉,所述第二方管楔形分块模具上设计有第二定位销和第二螺钉,所述第一方管楔形分块模具的拔模角为0.5
°‑1°
,所述第二方管楔形分块模具的拔模角与第一方管楔形分块模具的拔模角相等。
8.较佳的,所述复合材料方管楔形分块成型模具的使用方法包括:
9.将第一方管楔形分块模具和第二方管楔形分块模具装配在一起,使用第一定位销和第二定位销进行定位,使用第一螺钉和第二螺钉紧固安装;
10.对第一方管楔形分块模具和第二方管楔形分块模具进行表面清理、处理,使第一方管楔形分块模具和第二方管楔形分块模具达到使用状态;
11.准备所需的主材料、辅助材料,使用下料机下料;
12.在装配好的第一方管楔形分块模具和第二方管楔形分块模具上按照铺层设计铺贴碳纤维复合材料方管;
13.按复合材料热压罐成型工艺要求进行制袋、固化;
14.分别拆除第一方管楔形分块模具上的第一定位销和第一螺钉以及第二方管楔形分块模具上的第二定位销和第二螺钉。
15.较佳的,在对所述第一方管楔形分块模具和第二方管楔形分块模具进行表面清理、处理时,采用封孔剂、脱模剂处理。
16.较佳的,所述第一方管楔形分块模具和第二方管楔形分块模具的材料为q235钢或
铝合金。
17.较佳的,所述第一方管楔形分块模具和第二方管楔形分块模具在配合面处分别设置有倾斜配合面。
18.较佳的,所述第一方管楔形分块模具和第二方管楔形分块模具的成型面上分别涂刷有铁氟龙涂层。
19.综上所述,本发明主要具有以下有益效果:
20.1、本发明中,复合材料方管楔形成型模具中的第一方管楔形分块模具和第二方管楔形分块模具设计有0.5
°
至1
°
的拔模角,容易脱模,无需使用专用的脱模设备,降低生产投入成本;
21.2、本发明中,复合材料方管楔形成型模具可以降低对金属芯模直线度、表面粗糙度的精度要求,降低模具制造成本;
22.3、本发明中,复合材料方管楔形成型模具由于成型模具拔模角,脱模过程模具与复材方管存在间隙,不会对复合材料管件造成破坏;
23.4、本发明中,镶块在碳纤维复合材料固化过程中起到支撑、定型作用,避免复合材料在固化过程因内应力而导致复材制件变形的问题。
附图说明
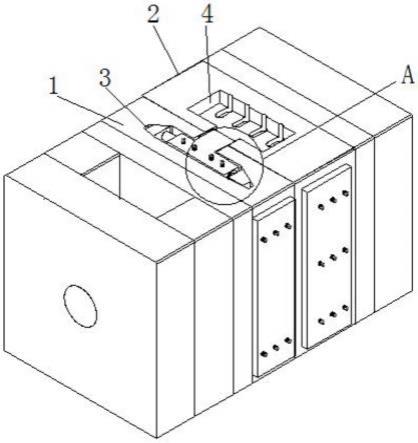
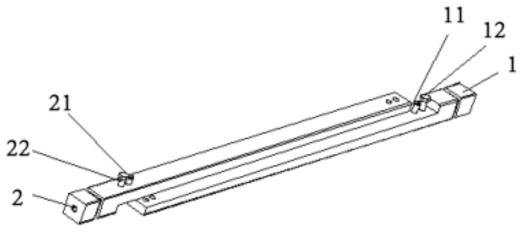
24.图1是复合材料方管楔形分块成型模具图;
25.图2是复合材料方管图;
26.图3是复合材料方管楔形分块成型模具脱模指示图;
27.附图标记:1、第一方管楔形分块模具;2、第二方管楔形分块模具;11、第一定位销;12、第一螺钉;21、第二定位销;22、第二螺钉。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.参考图1-图3,一种包括第一方管楔形分块模具1和第二方管楔形分块模具2;所述第一方管楔形分块模具1上设计有第一定位销11和第一螺钉12,所述第二方管楔形分块模具2上设计有第二定位销21和第二螺钉22,所述第一方管楔形分块模具1的拔模角为0.5
°‑1°
,所述第二方管楔形分块模具2的拔模角与第一方管楔形分块模具1的拔模角相等。
30.参考图1-图3,其中所述复合材料方管楔形分块成型模具的使用方法包括:
31.将第一方管楔形分块模具1和第二方管楔形分块模具2装配在一起,使用第一定位销11和第二定位销21进行定位,使用第一螺钉12和第二螺钉22紧固安装;
32.对第一方管楔形分块模具1和第二方管楔形分块模具2进行表面清理、处理,使第一方管楔形分块模具1和第二方管楔形分块模具2达到使用状态;
33.准备所需的主材料、辅助材料,使用下料机下料;
34.在装配好的第一方管楔形分块模具1和第二方管楔形分块模具2上按照铺层设计
铺贴碳纤维复合材料方管;
35.按复合材料热压罐成型工艺要求进行制袋、固化;
36.分别拆除第一方管楔形分块模具1上的第一定位销11和第一螺钉12以及第二方管楔形分块模具2上的第二定位销21和第二螺钉22。
37.参考图1-图3,在对所述第一方管楔形分块模具1和第二方管楔形分块模具2进行表面清理、处理时,采用封孔剂、脱模剂处理;其中所述第一方管楔形分块模具1和第二方管楔形分块模具2的材料为q235钢或铝合金;其中所述第一方管楔形分块模具1和第二方管楔形分块模具2在配合面处分别设置有倾斜配合面;其中所述第一方管楔形分块模具1和第二方管楔形分块模具2的成型面上分别涂刷有铁氟龙涂层。
38.参考图1-图3,本发明中,复合材料方管楔形成型模具中的第一方管楔形分块模具1和第二方管楔形分块模具2设计有0.5
°
至1
°
的拔模角,容易脱模,无需使用专用的脱模设备,降低生产投入成本;本发明中,复合材料方管楔形成型模具可以降低对金属芯模直线度、表面粗糙度的精度要求,降低模具制造成本;本发明中,复合材料方管楔形成型模具由于成型模具拔模角,脱模过程模具与复材方管存在间隙,不会对复合材料管件造成破坏;本发明中,镶块在碳纤维复合材料固化过程中起到支撑、定型作用,避免复合材料在固化过程因内应力而导致复材制件变形的问题。
39.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
技术特征:
1.一种复合材料方管楔形分块成型模具,其特征在于:包括第一方管楔形分块模具(1)和第二方管楔形分块模具(2);所述第一方管楔形分块模具(1)上设计有第一定位销(11)和第一螺钉(12),所述第二方管楔形分块模具(2)上设计有第二定位销(21)和第二螺钉(22),所述第一方管楔形分块模具(1)的拔模角为0.5
°‑1°
,所述第二方管楔形分块模具(2)的拔模角与第一方管楔形分块模具(1)的拔模角相等。2.根据权利要求1所述的一种复合材料方管楔形分块成型模具,其特征在于:所述复合材料方管楔形分块成型模具的使用方法包括:将第一方管楔形分块模具(1)和第二方管楔形分块模具(2)装配在一起,使用第一定位销(11)和第二定位销(21)进行定位,使用第一螺钉(12)和第二螺钉(22)紧固安装;对第一方管楔形分块模具(1)和第二方管楔形分块模具(2)进行表面清理、处理,使第一方管楔形分块模具(1)和第二方管楔形分块模具(2)达到使用状态;准备所需的主材料、辅助材料,使用下料机下料;在装配好的第一方管楔形分块模具(1)和第二方管楔形分块模具(2)上按照铺层设计铺贴碳纤维复合材料方管;按复合材料热压罐成型工艺要求进行制袋、固化;分别拆除第一方管楔形分块模具(1)上的第一定位销(11)和第一螺钉(12)以及第二方管楔形分块模具(2)上的第二定位销(21)和第二螺钉(22)。3.根据权利要求2所述的一种复合材料方管楔形分块成型模具,其特征在于:在对所述第一方管楔形分块模具(1)和第二方管楔形分块模具(2)进行表面清理、处理时,采用封孔剂、脱模剂处理。4.根据权利要求1所述的一种复合材料方管楔形分块成型模具,其特征在于:所述第一方管楔形分块模具(1)和第二方管楔形分块模具(2)的材料为q235钢或铝合金。5.根据权利要求1所述的一种复合材料方管楔形分块成型模具,其特征在于:所述第一方管楔形分块模具(1)和第二方管楔形分块模具(2)在配合面处分别设置有倾斜配合面。6.根据权利要求1所述的一种复合材料方管楔形分块成型模具,其特征在于:所述第一方管楔形分块模具(1)和第二方管楔形分块模具(2)的成型面上分别涂刷有铁氟龙涂层。
技术总结
本发明公开了一种复合材料方管楔形分块成型模具,其技术方案要点是:包括第一方管楔形分块模具和第二方管楔形分块模具;所述第一方管楔形分块模具上设计有第一定位销和第一螺钉,所述第二方管楔形分块模具上设计有第二定位销和第二螺钉,所述第一方管楔形分块模具的拔模角为0.5
技术研发人员:陈帅 孙瑞妮 李四杰 谢昌江 钱园园
受保护的技术使用者:常州启赋安泰复合材料科技有限公司
技术研发日:2022.11.22
技术公布日:2023/3/3
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。