1.本实用新型涉及注塑模具技术领域,尤其是指一种吹气装置及注塑模具。
背景技术:
2.注塑模具,通过将熔融的塑料注射到注塑模具的型腔中成型产品。注塑完成后,注塑模具开模,往往由注塑模具的顶出结构将产品顶出。例如顶针将产品顶出。
3.现有的注塑机在注塑模具开模时,由于有些产品比较轻薄,往往产品在顶出后并没有与模具完全分离,仍然有部分的产品附着在模具型腔的表面无法分离。如不将粘在模具型腔中的产品取出,当注塑模具再次合模时很可能损坏产品,也无法继续进行生产。为了解决这问题,往往是通过工作人员手持吹气枪通过气管向模具型腔内吹气,将粘在模具型腔表面的产品吹下,但该种方法浪费劳动力,且导致无法实施自动化连续生产,影响生产效率。
技术实现要素:
4.有鉴于此,本实用新型针对现有技术存在之缺失,其主要目的是提供一种吹气装置适用于注塑模具,其能将模具中的产品自行吹落,有利于提高生产效率,从而克服现有技术的不足。
5.为实现上述目的,本实用新型采用如下之技术方案:
6.本技术提供一种吹气装置,包括安装梁,所述安装梁的左端部和右端部设置有锁扣;所述安装梁的中部设置有驱动模组a,所述驱动模组a的滑块a上设置有主气管,所述主气管的端部连接有支气管;所述支气管上设置一排的气嘴a、以及另一排的气嘴b,且所述气嘴a和气嘴b之间的夹角a小于180度。
7.优选的,所述驱动模组a包括气缸a、以及设置在所述气缸a的导行架,所述导行架上贯穿有导行孔,导行孔供所述主气管来回运动;气缸a的输出端连接所述滑块a。
8.优选的,所述驱动模组a包括伺服电机、丝杆;伺服电机的输出端连接所述丝杆,所述滑块a设置在丝杆。
9.优选的,所述安装梁为型材,该型材上设置有用于固定所述导行架的t形槽。
10.优选的,所述锁扣包括相互铰接在一起的弧形的锁环a和锁环b;所述锁环a和锁环b之间设置有锁紧螺丝,用于将锁环a和锁环b锁紧在一起。
11.优选的,所述主气管上设置有电磁阀,且所述主气管的进气一端连接有柔性软管。
12.优选的,所述安装梁设置有驱动模组b;所述驱动模组b的滑块b上设置有相机支架;检测相机a和检测相机b设置在所述相机支架,且所述检测相机a和检测相机b是相对设置的。
13.本技术提供一种注塑模具,包括所述的吹气装置、以及模a、模b;所述模a和模b之间设置有若干条的导柱;所述模a和模b可闭合在一起;所述锁扣设置在所述导柱;所述气嘴a和气嘴b可伸入所述模a和模b之间,并对模a和模b进行吹气。
14.优选的,所述模a和模b下侧设置有传送带,所述传送带接住从所述模a或模b吹下来的产品,并将产品进行输送。
15.优选的,所述导柱有四条;其中一条导柱上标有刻度尺。
16.本实用新型与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,所述吹气装置设置在注塑模具。吹气装置包括安装梁、驱动模组a、主气管、支气管。安装梁的两端固定在导柱。注塑模具开模后,驱动模组a驱动支气管动在模a和模b之间上下运动。支气管动在运动过程之中通过气嘴a和气嘴b将模a或模b之中将产品吹落,无需人工操作,可大大提高生产的效率。由于,所述气嘴a和气嘴b之间的夹角a小于180度,使得所述气嘴a和气嘴b可以朝着两个不同的方向吹,具有吹入角,因此效率更高。
17.为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对本实用新型进行详细说明。
附图说明
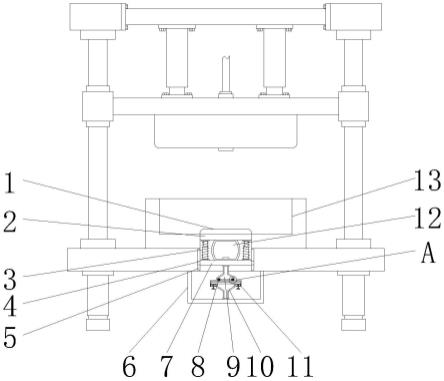
18.图1是本实用新型之实施例一的侧视示意图。
19.图2是本实用新型之实施例一的结构示意图。
20.图3是本实用新型之实施例二的结构示意图。
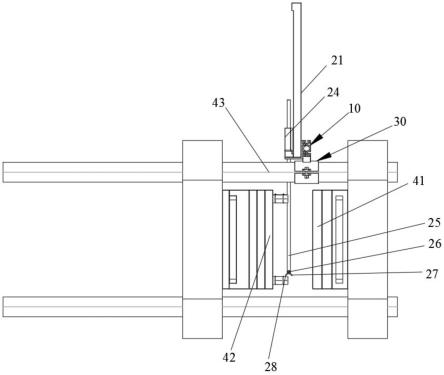
21.图4是本实用新型之实施例二的侧视示意图。
22.图5是本实用新型之实施例二的合模示意图。
23.附图标识说明:
24.10、安装梁11、t形槽
25.20、驱动模组a21、气缸a
26.22、导行架23、导行孔
27.24、滑块a25、主气管
28.26、支气管27、气嘴a
29.28、气嘴b30、锁扣
30.31、锁环a32、锁环b
31.33、锁紧螺丝40、注塑模具
32.41模a42、模b
33.43、导柱。
具体实施方式
34.请参照图1至图2所示,其显示出了本实用新型之较佳实施例一的具体结构,是一种吹气装置。
35.其中,驱动模组a20驱动支气管26动上下运动。支气管26动在运动过程之中通过气嘴a27和气嘴b28分别朝着不同的方向吹,可将注塑模具40之中的产品吹落,无需人工操作,效率更高。
36.请参照图1-2所示,一种吹气装置,包括安装梁10,所述安装梁10的左端部和右端部设置有锁扣30;所述安装梁10的中部设置有驱动模组a20,所述驱动模组a20的滑块a24上设置有主气管25,所述主气管25的端部连接有支气管26;所述支气管26上设置一排的气嘴
a27、以及另一排的气嘴b28,且所述气嘴a27和气嘴b28之间的夹角a小于180度。安装梁10的左端部和右端布通过锁扣30固定在导柱43。驱动模组a20滑块a24带动主气管25上下运动。主气管25上下运动时,连接在主气管25的支气管26同步上下运动。同时,支气管26上设置的气嘴a27和气嘴b28朝着各自的方向吹。注塑模具40开模的时候,气嘴a27和气嘴b28吹注塑模具40之中的产品,从而产品吹落。这个过程无需人工操作,保证了生产的持续性,提高了生产效率。气嘴a27和气嘴b28之间的夹角a小于180度,使得气嘴a27和模a41之间、模b42和气嘴b28之间是均具有一定的斜吹入角的,这样有利于气流进入到产品和模具之中,脱模更加容易。夹角a可根据需要具体设置,其中角度可优选为小于或等于90度、60度、45度、30度之中的一种角度。
37.本实施例中驱动模组a20有两种驱动结构可以选择。其一,气缸作为动力源。所述驱动模组a20包括气缸a21、以及设置在所述气缸a21的导行架22,所述导行架22上贯穿有导行孔23,导行孔23供所述主气管25来回运动;气缸a21的输出端连接所述滑块a24。气缸a21驱动滑块a24上下运动,使得主气管25在导行孔23之中上下运动。其二,伺服电机作为动力源。所述驱动模组a20包括伺服电机、丝杆;伺服电机的输出端连接所述丝杆,所述滑块a24设置在丝杆。伺服电机驱动丝杆转动,丝杆驱动滑块a24上下运动,从而使得使得主气管25在导行孔23之中上下运动。
38.优选的,所述安装梁10为型材,该型材上设置有用于固定所述导行架22的t形槽11。t形槽11用于安装和固定都非常的方便。其中,导行架22和t形槽11优选通过螺丝或螺栓固定在一起。
39.所述锁扣30包括相互铰接在一起的弧形的锁环a31和锁环b32;所述锁环a31和锁环b32之间设置有锁紧螺丝33,用于将锁环a31和锁环b32锁紧在一起。锁环a31和锁环b32合在一起接近一个圆环结构后,锁紧螺丝33将锁环a31和锁环b32锁合在一起,从而使得锁扣30牢牢地被固定在导柱43,拆装固定都非常方便。
40.优选的,所述主气管25上设置有电磁阀,且所述主气管25的进气一端连接有柔性软管。电磁阀为气体调节电磁阀,可以调节气压的大小、以及气体流量。柔性软管的设置则便于所述主气管25上下活动。
41.优选的,所述安装梁10设置有驱动模组b;所述驱动模组b的滑块b上设置有相机支架;检测相机a和检测相机b设置在所述相机支架,且所述检测相机a和检测相机b是相对设置的。驱动模组b为丝杆b驱动机构。伺服电机b驱动丝杆b转动,丝杆b上设置有滑块b,相机支架设置在滑块b。相机支架可随滑块b向下运动,使得检测相机a和检测相机b能进入到模a41、模b42之间,以检测产品是否已经完成脱模。检测相机a和检测相机b优选为ccd相机。
42.实施例二,请参照图2-5所示,本技术提供一种注塑模具40,包括所述的吹气装置、以及模a41、模b42;所述模a41和模b42之间设置有若干条的导柱43;所述模a41和模b42可闭合在一起;所述锁扣30设置在所述导柱43;所述气嘴a27和气嘴b28可伸入所述模a41和模b42之间,并对模a41和模b42进行吹气。优选的,所述模a41和模b42下侧设置有传送带,所述传送带接住从所述模a41或模b42吹下来的产品,并将产品进行输送。优选的,所述导柱43有四条;其中一条导柱43上标有刻度尺。吹气装置设置在注塑模具40。其中,模a41、模b42是竖向设置的,气嘴a27斜朝着模a41,气嘴b28斜朝着模b42。气嘴a27和气嘴b28同时吹气,可将模a41或模b42之中的产品吹出,无需人工操作,有利于注塑模具40生产效率。产品从模a41
或模b42吹落之后掉落传送带,传送带将产品输送到预设的位置。其中一条导柱43上标有刻度尺,有利于安装梁10的位置确定,可以精准地安装。刻度尺优选为千分之、百分尺,之中的一种。
43.综上所述,本实用新型的设计重点在于,其注塑模具40设置吹气装置之后,使得注塑模具40之中的产品在其开模后能被吹气装置吹落,无需人工操作,大大提高了注塑模具40的生产效率、以及生产的连续性。
44.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型的技术范围作任何限制,故凡是依据本实用新型的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。