1.本实用新型属于零件加工技术领域,涉及铝蜂窝安装板或泡沫夹芯安装板的成型加工技术,具体为具有挡框的航天复材零件成型工装。
背景技术:
2.复合材料类零件在成型加工时,一般采用抽真空和热压罐结合的方式进行加压,在加压后产品边缘会由于挤压而产生塌边现象,且在固化后的产品会有“拱”起现象,尤其针对铝蜂窝安装板或泡沫夹芯安装板,会导致产品的表面平整度差,影响铝蜂窝安装板或泡沫夹芯安装板的质量;同时在成型加工时,也会影响上埋件在安装时相对位置精度和平面度,最终导致成型加工操作困难以及加工出的产品质量不合格。
技术实现要素:
3.针对上述现有的复合材料类零件在成型加工时,会产生塌边现象以及“拱”起现象,导致产品的表面平整度差,影响产品的质量以及成型加工操作困难的问题,本实用新型提出了具有挡框的航天复材零件成型工装。
4.本实用新型通过在复合材料类零件的成型加工工装的上蒙皮埋件定位板和下蒙皮埋件定位板之间设置挡框,通过挡框既避免了在加压时产品边缘塌边的现象,也避免了上蒙皮埋件定位板与下蒙皮埋件定位板之间定位精度不准确和平面度差;其具体技术方案如下:
5.具有挡框的航天复材零件成型工装,包括上蒙皮埋件定位板、下蒙皮埋件定位板以及设置在上蒙皮埋件定位板和下蒙皮埋件定位板之间的挡框本体,所述挡框本体的顶部结构与上蒙皮埋件定位板的结构吻合,所述下蒙皮埋件定位板的结构与挡框本体的底部结构吻合。
6.进一步限定,所述挡框本体包括多个挡边,多个挡边首尾依次相接形成环状框体结构。
7.进一步限定,所述挡框本体包括第一挡边、第二挡边、第三挡边以及第四挡边,所述上蒙皮埋件定位板和下蒙皮埋件定位板均为矩形板状结构,所述第一挡边、第二挡边、第三挡边以及第四挡边首尾依次相接形成矩形环状框体结构,所述第一挡边的上表面、第二挡边的上表面、第三挡边的上表面以及第四挡边的上表面均与上蒙皮埋件定位板的下表面贴合,所述第一挡边的下表面、第二挡边的下表面、第三挡边的下表面以及第四挡边的下表面均与下蒙皮埋件定位板的上表面贴合。
8.进一步限定,所述上蒙皮埋件定位板的厚度、挡框本体的厚度以及下蒙皮埋件定位板的厚度之比为0.5-2:1:0.5-2。
9.进一步限定,所述上蒙皮埋件定位板与挡框本体之间通过紧固件固定连接,所述下蒙皮埋件定位板与挡框本体之间通过紧固件固定连接。
10.进一步限定,所述紧固件是螺钉和/或销钉。
11.进一步限定,所述下蒙皮埋件定位板的底部设置有支撑件。
12.进一步限定,所述支撑件为多个并列设置的支撑块,所述下蒙皮埋件定位板的底部与每个支撑块均固定连接。
13.与现有技术相比,本实用新型的有益效果在于:
14.1、本实用新型具有挡框的航天复材零件成型工装,其包括上蒙皮埋件定位板、下蒙皮埋件定位板以及设置在上蒙皮埋件定位板和下蒙皮埋件定位板之间的挡框本体,通过上蒙皮埋件定位板、挡框本体以及下蒙皮埋件定位板组成复材零件成型工装,通过挡框本体保证了产品固化过程中不会因抽真空和热压罐内加压而导致产品的边缘塌边,使得产品的受压均匀,也不会在固化后产生产品“拱”起现象,保证了产品的质量,本实用新型的工装非常适合于成型加工铝蜂窝安装板或泡沫夹芯安装板。
15.2、本实用新型的挡框本体包括多个挡边,可以满足上蒙皮埋件定位板与下蒙皮埋件定位板之间的侧向埋件定位,保证埋件与上蒙皮埋件定位板和下蒙皮埋件定位板之间的相对位置;同时多个挡边也能够方便产品成型后的拆模过程,使得成型加工操作方便。
附图说明
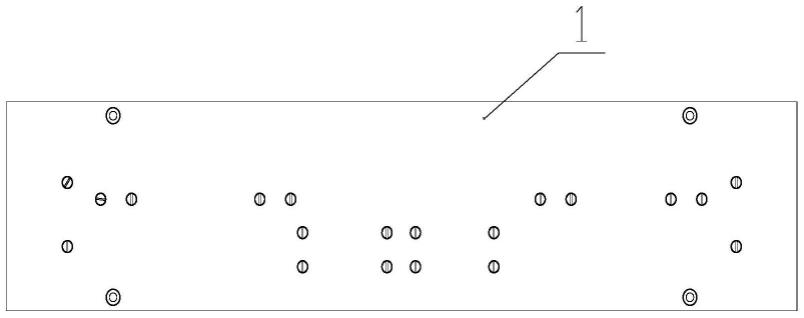
16.图1为本实用新型具有挡框的航天复材零件成型工装的主视图;
17.图2为本实用新型具有挡框的航天复材零件成型工装的俯视图;
18.图3为本实用新型具有挡框的航天复材零件成型工装的拆解图;
19.其中,1-上蒙皮埋件定位板,2-下蒙皮埋件定位板,3-支撑件,4-挡框本体,41-第一挡边,42-第二挡边,43-第三挡边,44-第四挡边。
具体实施方式
20.下面结合附图及实施例对本实用新型的技术方案进行进一步地解释说明,但本实用新型并不限于以下说明的实施方式。
21.实施例
22.参见图1、图2以及图3,本实施例具有挡框的航天复材零件成型工装,包括上蒙皮埋件定位板1、下蒙皮埋件定位板2以及设置在上蒙皮埋件定位板1和下蒙皮埋件定位板2之间的挡框本体4,挡框本体4的顶部结构与上蒙皮埋件定位板1的结构吻合,下蒙皮埋件定位板2的结构与挡框本体4的底部结构吻合。具体的,上蒙皮埋件定位板1和挡框本体4之间以及下蒙皮埋件定位板2和挡框本体4之间均呈可拆卸式固定连接,上蒙皮埋件定位板1的下表面与挡框本体4的上表面贴合,下蒙皮埋件定位板2的上表面与挡框本体4的下表面贴合。
23.挡框本体4包括多个挡边,多个挡边首尾依次相接形成环状框体结构。多个挡边可以方便侧向埋件与上蒙皮埋件定位板1和下蒙皮埋件定位板2之间的定位安装,确保上蒙皮埋件定位板1和下蒙皮埋件定位板2之间精确定位。
24.挡框本体4包括第一挡边41、第二挡边42、第三挡边43以及第四挡边44,上蒙皮埋件定位板1和下蒙皮埋件定位板2均为矩形板状结构,第一挡边41、第二挡边42、第三挡边43以及第四挡边44首尾依次相接形成矩形环状框体结构,第一挡边41的上表面、第二挡边42的上表面、第三挡边43的上表面以及第四挡边44的上表面均与上蒙皮埋件定位板1的下表面贴合,第一挡边41的下表面、第二挡边42的下表面、第三挡边43的下表面以及第四挡边44
的下表面均与下蒙皮埋件定位板2的上表面贴合。
25.需要说明的是,挡框本体4也可以是三个挡边、五个挡边,甚至更多个挡边,多个挡边首尾相接形成的环状框体结构的形状与上蒙皮埋件定位板1的形状和下蒙皮埋件定位板2的形状相吻合。
26.上蒙皮埋件定位板1的厚度、挡框本体4的厚度以及下蒙皮埋件定位板2的厚度之比为0.5-2:1:0.5-2。具体的,当上蒙皮埋件定位板1的厚度为0.5
㎝
、1
㎝
、1.5
㎝
或2
㎝
时,对应的挡框本体4的厚度为1
㎝
,对应下蒙皮埋件定位板2的厚度为0.5
㎝
、1
㎝
、1.5
㎝
或2
㎝
。
27.上蒙皮埋件定位板1与挡框本体4之间通过紧固件固定连接,下蒙皮埋件定位板2与挡框本体4之间通过紧固件固定连接。
28.该紧固件为螺钉或销钉,和/或螺钉和销钉的组合,优选的,该紧固件为螺钉和销钉的组合,具体的,在上蒙皮埋件定位板1和下蒙皮埋件定位板2上均设置有多个螺钉孔和多个销钉孔,在挡框本体4上设置有与上蒙皮埋件定位板1位置对应的多个螺钉孔和多个销钉孔,在挡框本体4上设置有与下蒙皮埋件定位板2位置对应的多个螺钉孔和多个销钉孔。螺钉穿过上蒙皮埋件定位板1与挡框本体4对应的螺钉孔以及销钉穿过上蒙皮埋件定位板1与挡框本体4对应的销钉孔将上蒙皮埋件定位板1与挡框本体4固定连接;螺钉穿过下蒙皮埋件定位板2与挡框本体4对应的螺钉孔以及销钉穿过下蒙皮埋件定位板2与挡框本体4对应的销钉孔将下蒙皮埋件定位板2与挡框本体4固定连接。
29.优选的,本实施例在下蒙皮埋件定位板2的底部设置有支撑件3。支撑件3为多个并列设置的支撑块,下蒙皮埋件定位板2的底部与每个支撑块均固定连接。具体的,支撑块的数量根据下蒙皮埋件定位板2的跨度和下蒙皮埋件定位板2承受的重力具体设置。
30.需要说明的是,本技术中的复材指的是复合材料。
31.本实施例具有挡框的航天复材零件成型工装,其工作原理为,将下蒙皮埋件定位板2的位置固定后,在下蒙皮埋件定位板2的上方边缘处设置挡框本体4,在挡框本体4与下蒙皮埋件定位板2所形成的容纳腔内填充复材,填充完复材后覆盖上蒙皮埋件定位板1,通过抽真空和热压罐结合的方式进行加压,加压完成后冷却、固化,使得复材成型。本实施例通过设置挡框本体4确保在抽真空和热压罐的过程中产品受压均匀,不会出现塌边现象,同时在冷却、固化后不会产生产品“拱”起现象,保证了产品的质量。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
