1.本公开涉及一种具备线状磨料束的研磨刷以及使用研磨刷的研磨方法。
背景技术:
2.专利文献1记载了一种具备使线状磨料成束的磨料束的研磨刷。该文献的研磨刷具备:具有磨料束的刷状磨石;以及保持刷状磨石的棒状的研磨装置。研磨装置在前端部分具备保持刷状磨石的保持部。被保持在保持部的刷状磨石使磨料束从棒状构件的前端往前方突出。磨料束的突出方向是研磨装置的轴线方向。现有技术文献专利文献
3.专利文献1:日本特开2004-142042号公报
技术实现要素:
发明所要解决的技术问题
4.在使用专利文献1所记载的研磨刷来研磨管构件的内周面的情况下,相对于管构件的管轴使研磨装置的轴线倾斜来将磨料束插入至工件。由此,使磨料束的前端部接触于管构件的内壁面。在此,在欲利用专利文献1所记载的研磨刷来研磨管构件的内周面直至深处的情况下,相对于管轴倾斜的研磨装置会受到管构件的开口缘的干扰,从而存在着无法使磨料束的前端部到达管构件的深处的问题。
5.鉴于此点,本发明的技术问题在于提供一种研磨刷,其在进行管构件的内周面的研磨时等,能够避免受到管构件的开口缘的干扰。此外,提出一种使用该研磨刷的研磨方法。解决技术问题所采用的技术方案
6.为了解决上述技术问题,本发明的研磨刷的特征在于具有:由多根线状磨料构成的磨料束;以及棒状构件,当将沿着所述棒状构件的轴线的方向设为轴线方向、将与所述轴线正交的方向设为径向、将与所述轴线方向及所述径向交叉的方向设为倾斜方向、将所述轴线方向的一方设为前方、将另一方设为后方时,所述棒状构件在其前侧部分具备保持所述磨料束的保持孔,所述保持孔具备底面、从所述底面往所述倾斜方向延伸的筒状的周壁面、朝向所述径向的一方向的开口,所述磨料束具备被收容在所述保持孔的收容部分以及从所述保持孔的开口往所述倾斜方向突出的突出部分,所述保持孔的孔轴线与所述轴线交叉所成的倾斜角度为45
°
以下,所述突出部分的前端部在从所述轴线方向观察的情况下位于所述棒状构件的外侧。此外,在本发明中,所述磨料束可以是一个。
7.根据本发明,磨料束被保持在往倾斜方向延伸的保持孔,并且从保持孔的开口往倾斜方向突出。此外,在磨料束中,从保持孔突出的突出部分的前端在从轴线方向观察的情况下位于棒状构件的外侧。因此,在研磨管构件的内周面的情况下,使棒状构件的轴线对于管构件的管轴平行地来将磨料束插入至管构件,能够使磨料束的前端部接触于内壁面。在
此,只要棒状构件的轴线相对于管构件的管轴平行,那么,棒状构件与管构件的开口缘就不会相互干扰。此外,保持磨料束的保持孔被设在棒状构件的前侧部分。因此,能够将棒状构件的后端部分连接于机床。因此,能够将棒状构件插入管构件直至深处。由此,能够利用研磨刷来研磨管构件的内周面直至深处。此外,保持磨料束的棒状构件的保持孔的周壁面在倾斜方向上延伸。因此,若使磨料束保持在保持孔,则能够使磨料束在倾斜方向上突出。此外,若使磨料束的倾斜角度为45
°
以下,那么,在研磨管构件的内周面时,容易使磨料束往轴线侧挠曲。因此,能够防止或抑制管构件的内周面被磨料束的前端部过度研磨的情况。
8.在本发明中,所述保持孔的周壁面可具备与所述保持孔的孔轴线相比从所述径向的内侧与所述收容部分对置的周壁面部分。如此一来,当为了研磨管构件的内周面而使磨料束的突出部分的前端部接触于管构件的内周面时,即使在从管构件的内周面作用至磨料束的负载的作用下使磨料束往接近轴线的方向挠曲的情况下,也能够通过保持孔的周壁面部分来限制磨料束的挠曲范围。因此,能够维持磨料束研磨管构件的内周面的研磨力。
9.在此,在保持孔的周壁面部分的整个区域接触于磨料束的收容部分的情况下,当在从管构件的内周面作用至磨料束的负载的作用下使磨料束挠曲时,存在磨料束容易从其抵接于保持孔的开口缘的部分折断的问题。针对这样的问题,在本发明中,较为理想的是,所述周壁面部分的从所述开口起算规定宽度的开口侧区域与所述收容部分空出间隙而对置。如此一来,在从管构件的内周面向磨料束作用有负载时,容许磨料束在保持孔内挠曲。因此,能够防止或抑制磨料束从其抵接于保持孔的开口缘的部分折断的情况。
10.在本发明中,较为理想的是,具有磨料束支架,所述磨料束支架对所述收容部分的与所述突出部分相反一侧的端部进行保持,所述磨料束通过所述磨料束支架能装卸地被保持在所述保持孔。如此一来,由磨料束支架和被保持在磨料束支架的磨料束构成的刷状磨石能相对于棒状构件装卸。因此,当由于管构件的内周面的研磨而使磨料束磨损时,能够更换新的刷状磨石。
11.在本发明中,可设置成的是,所述磨料束支架具备:筒部,所述筒部从外周侧将所述收容部分的与所述突出部分相反一侧的端部包围;以及底部,所述底部将所述筒部的一方的开口封住,所述底部抵接于所述底面,所述筒部与所述周壁面部分的比所述开口侧区域靠所述底面一侧接触。如此一来,使保持磨料束的磨料束支架的底部抵接于保持孔的底面,由此,能够将刷状磨石保持于棒状构件。此外,在将刷状磨石保持于保持孔时,磨料束中在保持孔内从筒部露出的露出部分与保持孔的周壁面部分空出筒部的厚度的量的间隙而分离。因此,只要将刷状磨石保持于保持孔,就能够使周壁面部分的开口侧区域从收容部分分离。
12.在本发明中,较为理想的是,具有螺丝固定机构,所述螺丝固定机构将所述磨料束支架以无法绕所述保持孔的孔轴线旋转的状态固定于所述棒状构件。如此一来,与被保持在保持孔的刷状磨石会在保持孔内绕孔轴线旋转的情况相比,能够高精度地研磨管构件的内周面。
13.在该情况下,可以设置成的是,所述筒部为圆筒形状,所述底部为圆盘形状,所述螺丝固定机构具备:固定螺丝;螺丝孔,所述螺丝孔在与所述保持孔的孔轴线正交的方向上贯穿所述底部;以及固定孔,所述固定孔在所述棒状构件中在与所述保持孔的孔轴线正交的方向上延伸,并且从该棒状构件的外侧贯穿至所述保持孔,所述固定螺丝通过所述固定
孔拧入至所述螺丝孔而贯穿所述底部,从而抵接于所述周壁面。如此一来,能够使被保持在保持孔的刷状磨石以无法绕保持孔的孔轴线旋转的状态固定于保持构件。此外,螺丝孔贯穿磨料束支架,因此,在由于管构件的内周面的研磨而使磨料束的前端部磨损时,能够使刷状磨石绕孔轴线旋转180
°
而再次使用。即,在磨料束的前端部磨损时,从螺丝孔的一方的开口将固定螺丝拆下,使刷状磨石绕保持孔的孔轴线旋转180
°
,然后将固定螺丝从螺丝孔的另一方的开口拧入该螺丝孔。由此,在刷状磨石中,替换磨料束的朝向径向的外侧的面。其结果是,在磨料束的前端部中,能够使磨损较少的部分接触于管构件的内周面,因此,能够再次使用刷状磨石。
14.本发明中,可以设置成的是,所述筒部为圆筒形状,所述底部为圆盘形状,所述螺丝固定机构具备:固定螺丝;螺丝孔,所述螺丝孔在与所述保持孔的孔轴线正交的方向上贯穿所述底部;以及固定孔,所述固定孔在所述棒状构件中在与所述保持孔的孔轴线正交的方向上延伸,并且从该棒状构件的外侧贯穿至所述保持孔,所述固定螺丝具备:轴部,所述轴部在外周面具备能螺合于所述螺丝孔的公螺纹;以及头部,所述头部设在所述轴部的一方的端部,所述轴部通过所述固定孔拧入至所述螺丝孔,所述头部从外周侧抵接于所述棒状构件。如此一来,能够使被保持在保持孔的刷状磨石以无法绕保持孔的孔轴线旋转的状态固定于保持构件。此外,螺丝孔贯穿磨料束支架,因此,在由于管构件的内周面的研磨而使磨料束的前端部磨损时,能够使刷状磨石绕孔轴线旋转180
°
而再次使用。即,在磨料束的前端部磨损时,从螺丝孔的一方的开口将固定螺丝拆下,使刷状磨石绕保持孔的孔轴线旋转180
°
,然后将固定螺丝从螺丝孔的另一方的开口拧入该螺丝孔。由此,在刷状磨石中,替换磨料束的朝向径向的外侧的面。其结果是,在磨料束的前端部,能够使磨损较少的部分接触于管构件的内周面,因此,能够再次使用刷状磨石。
15.本发明中,可以设置成的是,所述筒部为圆筒形状,所述螺丝固定机构具备:固定螺丝;以及螺丝孔,所述螺丝孔在所述棒状构件中在与所述保持孔的孔轴线正交的方向上延伸,所述螺丝孔具备连通部,所述连通部在该螺丝孔的周向的一部分连通于所述保持孔,所述固定螺丝具备在拧入至所述螺丝孔时从所述连通部往所述保持孔内突出的该固定螺丝的突出部分,所述固定螺丝的突出部分从所述倾斜方向上的所述保持孔的开口一侧抵接于所述筒部。如此一来,也能够使被保持在保持孔的刷状磨石以无法绕保持孔的孔轴线旋转的状态固定于保持构件。此外,将固定螺丝从螺丝孔拆下时,固定螺丝的突出部分与磨料束支架的筒部之间的抵接状态会解除,因此,能够使刷状磨石绕孔轴线以任意的角度来旋转。因此,在由于管构件的内周面的研磨使磨料束的前端部磨损时,只要使刷状磨石绕孔轴线旋转,就能够在磨料束的前端部以磨损较少的部分接触于管构件的内周面。由此,能够再次使用刷状磨石。
16.本发明中,可以设置成的是,所述棒状构件具备小径孔,所述小径部的内径比所述保持孔的内径小,并且从所述底面往与该保持孔的开口相反一侧直线状地延伸而贯穿所述棒状构件。若具备这样的小径孔,那么,在将刷状磨石保持于保持孔时,能够使保持孔内的空气通过小径孔逸散至外部。因此,容易将刷状磨石保持于保持孔。此外,从小径孔插入销而与抵接在保持孔的底面的磨料束支架接触,然后,只要使销的前端往保持孔内突出,就能够将刷状磨石朝向保持孔的开口侧推出。因此,容易拆卸刷状磨石。
17.在本发明中,可以设置成的是,所述保持孔具备第二开口,所述第二开口在所述周
壁面与所述底面交叉的环状角部的周向的一部分使该保持孔连通于所述棒状构件的外侧,所述磨料束支架的包含所述底部的周向的一部分在内的支架角部通过所述第二开口从所述棒状构件露出于外侧。若保持孔具备第二开口,那么,在将刷状磨石保持于保持孔时,能够使保持孔内的空气通过第二开口逸散至外部。因此,容易将刷状磨石保持于保持孔。此外,在将刷状磨石保持于保持孔时,能够通过第二开口来目视磨料束支架。因此,能够通过目视来确认刷状磨石是否被可靠地保持在保持孔。此外,只要将磨料束支架中从第二开口露出于棒状构件的外侧的支架角部往倾斜方向按压,就能够将刷状磨石朝向保持孔的开口一侧推出。因此,容易拆卸刷磨石。
18.该情况下,较为理想的是,在从与包含所述轴线及所述保持孔的孔轴线的虚拟面垂直的正交方向观察的情况下,所述棒状构件在隔着所述轴线与所述保持孔的开口相反一侧具备切缺部,所述第二开口在所述切缺部的内侧开口,所述支架角部位于所述切缺部的内侧。如此一来,在将研磨刷插入至管构件时,能够防止从棒状构件露出于外侧的磨料束支架的支架角部受到管构件的开口缘等干扰的情况。
19.本发明中,可以设置成的是,所述棒状构件具备:前侧开口,所述前侧开口设置于该棒状构件的前侧部分的所述开口的所述后方;后侧开口,所述后侧开口设置于该棒状构件的后端部分;以及内部流路,所述内部流路使所述前侧开口与所述后侧开口连通。如此一来,能够从设在棒状构件的后侧部分的后侧开口供给空气或冷却液,并通过内部流路供给至磨料束一侧。
20.本发明中,所述突出部分可从所述保持孔的开口往所述前方突出。如此一来,磨料束的突出部分会往前方延伸,因此,在研磨管构件的内周面时,能够使磨料束的前端部到达管构件的深处。
21.该情况下,可以设置成的是,所述棒状构件具备凹部,在从与包含所述保持孔的孔轴线和所述轴线的虚拟面垂直的正交方向观察的情况下,所述凹部位于该棒状构件的前侧部分处的所述开口的所述后方,所述棒状构件的前端面在从所述正交方向观察的情况下与所述孔轴线平行,所述凹部具备倾斜面,所述倾斜面在从所述正交方向观察的情况下从所述开口一侧朝向所述后方往所述轴线所在一侧倾斜,所述前端面与所述倾斜面平行。如此一来,通过夹具来把持棒状构件的前端面与倾斜面之间的部位,由此,能够将棒状构件保持成规定的姿势。因此,容易使磨料束被保持于被夹具所把持的棒状构件的保持孔。
22.本发明中,所述突出部分可从所述保持孔的开口往所述后方突出。如此一来,磨料束的突出部分会往后方延伸。因此,例如,在管构件在内周面具有环状的台阶部的情况下,若将研磨刷插入至管构件并将磨料束配置在比段部靠深处的位置,则能够从管构件的深处一侧来研磨段部。
23.本发明中,可以设置成的是,在从与包含所述保持孔的孔轴线和所述轴线的虚拟面垂直的正交方向来观察的情况下,所述磨料束的外侧的端部与所述轴线平行。如此一来,在研磨管构件的内周面时,能够使磨料束的前端部以比较宽广的面积来接触于内周面。
24.本发明中,可以设置成的是,所述突出部分的前端部具备在所述倾斜方向上朝向前端侧变得尖细的圆锥形状。如此一来,在研磨管构件的内周面时,能够使磨料束的前端部以比较宽广的面积来接触于内周面。在此,容易将磨料束的前端部调整成圆锥形状,因此,前端部倾斜的磨料束的制造是容易的。
25.本发明中,所述保持孔的孔轴线与所述轴线交叉所成的倾斜角度可设为15
°
以上。若倾斜角度为15
°
以上,则使磨料束的前端部与位于棒状构件的外周侧的管构件的内周面接触是容易的。
26.接着,在本发明中,使用上述研磨刷来研磨工件的管状部分的内周面的研磨方法的特征在于,使所述棒状构件的轴线与所述管状部分的管轴平行,并且将所述磨料束插入至所述管状部分,以所述磨料束接触于所述内周面的状态使所述工件绕所述管轴旋转。
27.此外,作为本发明的另一形态,使用上述研磨刷来研磨工件的管状部分的内周面的研磨方法的特征在于,使所述棒状构件的轴线与所述管状部分的管轴平行,并且将所述磨料束插入至所述管状部分,以所述磨料束接触于所述内周面的状态使所述工件绕所述管轴旋转。发明效果
28.在本发明中,保持磨料束的保持孔被设在棒状构件的前侧部分。此外,若将棒状构件的轴线相对于研磨对象的管构件的管轴设为平行,则棒状构件与管构件的开口缘就不会相互干扰。因此,能够将棒状构件插入至管构件的深部。因此,能够利用研磨刷来研磨管构件的内周面直至深处。此外,当为了研磨管构件的内周面而使磨料束的突出部分的前端部接触于管构件的内周面时,能够使磨料束挠曲。因此,能够维持磨料束研磨管构件的内周面的研磨力。
附图说明
29.图1是从磨料束突出一侧来观察的情况下的研磨刷的立体图。图2是从后方来观察的情况下的研磨刷的立体图。图3是从与磨料束相反一侧来观察的情况下的研磨刷的立体图。图4是研磨刷的后视图。图5是沿着棒状构件的轴线剖切后的研磨刷的剖面图。图6是刷状磨石的立体图。图7是将刷状磨石固定于棒状构件的螺丝固定机构的说明图。图8是基于研磨刷的研磨方法的说明图。图9是变形例的研磨方法的说明图。图10是变形例1的研磨刷的说明图。图11是变形例2的研磨刷的说明图。图12是从磨料束一侧来观察变形例3的研磨刷的情况下的立体图。图13是从与图12相反一侧来观察变形例3的研磨刷的情况下的立体图。图14是变形例3的研磨刷的剖面图。图15是实施例2的研磨刷的说明图。图16是实施例3的研磨刷的说明图。图17是从磨料束一侧来观察实施例4的研磨刷的情况下的立体图。图18是实施例4的研磨刷的剖面图。图19是基于实施例4的研磨刷的研磨方法的说明图。图20是螺丝固定机构的另一例的说明图。
图21是螺丝固定机构的又一例的说明图。图22是螺丝固定机构的又一例的说明图。
具体实施方式
30.以下,参照附图,说明本发明的实施形态的研磨刷。
31.(实施例1)图1是从磨料束突出一侧来观察的情况下的研磨刷的立体图。图2是从后方来观察的情况下的研磨刷的立体图。图3是从与磨料束突出一侧相反一侧来观察的情况下的研磨刷的立体图。图4是研磨刷的后视图。图5是沿着棒状构件的轴线及保持孔的孔轴线剖切后的研磨刷的剖面图。图6是刷状磨石的立体图。
32.本例的研磨刷1用于研磨管构件即工件的内周面的研磨加工、研磨工件的管状部分的内周面的研磨加工。工件例如为金属制的铸造品。研磨刷1连结于未图示的机床的头部来使用。机床的头部例如为加工中心的主轴头。此外,机床的头部例如为nc转塔车床的刀架。
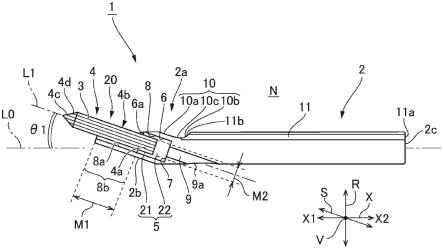
33.如图1至图3所示,研磨刷1具备棒状构件2以及由多根线状磨料3构成的磨料束4。磨料束4被保持在设置于棒状构件2的保持孔6。如图5所示,磨料束4具备被收容在保持孔6的收容部分4a以及从保持孔6的开口6a突出的突出部分4b。突出部分4b相对于棒状构件2的轴线l0倾斜。
34.在此,磨料束4的收容部分4a的与突出部分4b相反一侧的端部被磨料束支架5所保持。因此,磨料束4通过磨料束支架5而被保持于保持孔6。磨料束4和磨料束支架5构成刷状磨石20。因此,可以说,棒状构件2将刷状磨石20保持于保持孔6。刷状磨石20可装卸地被保持于棒状构件2。
35.在以下的说明中,将沿着棒状构件2的轴线l0的方向设为轴线方向x。此外,将轴线方向x的一方侧设为前方x1,将另一方侧设为后方x2。此外,将与轴线l0正交的方向设为径向r。此外,将与轴线方向x及径向r交叉的方向亦即磨料束4所倾斜的方向设为倾斜方向s。因此,保持孔6设置于棒状构件2的前侧部分2a。棒状构件2的后端部分被机床的头部夹住。在本例中,磨料束4的突出部分4b从保持孔6的开口6a朝向前方x1延伸。如图4所示,在从轴线方向x观察的情况下,突出部分4b的前端部4c位于棒状构件2的外周侧。
36.(棒状构件)棒状构件2整体呈圆柱形状。如图4所示,棒状构件2在隔着轴线l0的两侧具备一对平面部分2e、2f。一对平面部分2e、2f各自以一定宽度在轴线方向x上延伸。棒状构件2不具备在从后方x2观察的情况下从棒状构件2的后端面2c往外周侧突出的部分。
37.如图1、图2、图5所示,保持孔6在周向上位于一对平面部分2e、2f之间。如图5所示,保持孔6具备底面7以及从底面7往倾斜方向s延伸的筒状的周壁面8。底面7与倾斜方向s正交。周壁面8的与底面7相反一侧的端部是保持孔6的开口6a。开口6a位于比底面7靠前方x1处。周壁面8的内径尺寸为恒定。
38.周壁面8的中心线是保持孔6的孔轴线l1。孔轴线l1在倾斜方向s上延伸。因此,保持孔6在倾斜方向s上延伸。在此,孔轴线l1与棒状构件2的轴线l0交叉所成的倾斜角度θ1为15
°
以上、45
°
以下。在本例中,倾斜角度θ1为20
°
。另外,优选,倾斜角度θ1为20
°
以上、30
°
以
下。
39.此外,如图5所示,棒状构件2具备小径孔9,其直径比保持孔6的直径小,并且从保持孔6的底面7往与开口6a相反一侧直线状地延伸。小径孔9贯穿棒状构件2。因此,如图3所示,棒状构件2在隔着轴线l0与保持孔6的开口6a相反一侧处具备小径孔9的开口9a。在本例中,小径孔9和保持孔6同轴。
40.棒状构件2的前端面2b是与轴线l0交叉的平面。如图5所示,在从与包含孔轴线l1和轴线l0在内的虚拟面n垂直的正交方向v来观察棒状构件2的情况下,前端面2b与孔轴线l1平行。
41.棒状构件2在棒状构件2的前侧部分2a的靠开口6a的后方x2处具备凹部10。在从正交方向v观察的情况下,凹部10具备:前侧内壁面10a(倾斜面),其从开口6a一侧朝向后方x2往接近轴线l0的方向倾斜;后侧内壁面10b,其在前侧内壁面10a的后方x2处与该前侧内壁面10a对置,并且朝向外周侧往后方x2倾斜;以及弯曲内壁面10c,其连接前侧内壁面10a的后端缘与后侧内壁面10b的前端缘。棒状构件2的前端面2b和前侧内壁面10a平行。
42.此外,棒状构件2具备设置于棒状构件2的后端面2c的后侧开口11a、设置于凹部10的后侧内壁面10b的前侧开口11b、使后侧开口11a与前侧开口11b连通的内部流路11。另外,后侧开口11a的形成位置不限于后端面2c。后侧开口11a也可在棒状构件2的后端部分处设置于朝向径向外侧的面。
43.此外,如图1、图2、图3所示,棒状构件2具备与保持孔6连通的固定孔12。固定孔12设置于在从正交方向v观察的情况下棒状构件2的前端面2b与凹部10的前侧内壁面10a之间的中间部分。固定孔12往与保持孔6的孔轴线l1正交的方向延伸,从棒状构件2的一方的平面部分2e贯穿至保持孔6。在本例中,固定孔12在正交方向v上延伸。
44.(刷状磨石)如图6所示,磨料束支架5具备将磨料束4的收容部分4a的端部从外周侧包围的筒部21以及将筒部21的一方的开口予以封住的底部22。筒部21为圆筒形状。底部22为圆盘形状。在底部22抵接有磨料束4的端部。磨料束4通过粘接剂固定于磨料束支架5。在底部22设有螺丝孔23。螺丝孔23贯穿底部22。螺丝孔23的一方开口23a与另一方开口23b在底部22的周向上彼此分离180
°
。
45.磨料束4是将多根线状磨料3集束而成的。线状磨料3是使无机长纤维的集合丝浸泡于树脂来硬化而成的。即,线状磨料3具备无机长纤维的集合丝以及浸泡于集合丝的树脂。作为无机长纤维,除了氧化铝纤维以外,还可使用碳化硅纤维、硼纤维,或是玻璃纤维等。在本例中,无机长纤维是氧化铝纤维。此外,作为线状磨料3,也可采用由尼龙、带磨粒的尼龙、带磨粒的橡胶、不锈钢、黄铜所构成的磨料。
46.磨料束4按照磨料束支架5的筒部21的形状而集束成圆形。在本例中,磨料束4的前端部4c(突出部分的前端部4c)具备朝向前端侧变得尖细的圆锥形状。
47.(刷状磨石朝向保持孔的安装)图7是将刷状磨石20固定于棒状构件2的螺丝固定机构的说明图。在图7中,与孔轴线l1垂直地剖切保持孔6。如图1、图2所示,刷状磨石20在磨料束支架5插入至保持孔6的状态下被保持于棒状构件2。刷状磨石20通过螺丝固定机构25而以无法绕保持孔6的孔轴线l1旋转的状态固定于棒状构件2。
48.如图7所示,螺丝固定机构25具备固定螺丝15、设置于底部22的螺丝孔23以及设置于棒状构件2的固定孔12。固定螺丝15为圆柱形状,在外周面具备公螺纹。螺丝孔23在与保持孔6的孔轴线l1呈正交的方向上贯穿底部22。固定孔12在与保持孔6的孔轴线l1呈正交的方向上延伸,从棒状构件2的一方的平面部分2e贯穿至保持孔6。在本例中,固定孔12在正交方向v上延伸。
49.固定螺丝15通过固定孔12被拧入螺丝孔23,将磨料束支架5的底部22贯穿。由此,固定螺丝15的与固定孔12相反一侧的端部从底部22突出。因此,固定螺丝15的前端抵接于周壁面8的位于与固定孔12相反一侧的周壁面部分8c。在此,若在固定螺丝15的前端抵接于周壁面部分8c的状态下将固定螺丝15进一步拧入,那么,会形成磨料束支架5被推压至周壁面8的包含固定孔12的开口缘在内的周壁面部分8d的状态。因此,刷状磨石20被固定于棒状构件2。
50.在将磨料束支架5保持于保持孔6的状态下,如图5所示,底部22抵接于保持孔6的底面7。筒部21接触于保持孔6的周壁面8。在此,保持孔6的孔轴线l1在倾斜方向s上延伸。因此,若将磨料束支架5保持于保持孔6,那么,磨料束4会在倾斜方向s上延伸。因此,在保持孔6处从开口6a往外侧延伸的磨料束4的突出部分4b,会在倾斜方向s上往前方x1突出。
51.此外,在将刷状磨石20保持于保持孔6的状态下,如图5所示,磨料束4的前端部4c的径向外侧的端部4d以相对于轴线l0成比30
°
小的角度朝向外周侧往后方x2倾斜。
52.此外,在将刷状磨石20保持于保持孔6的状态下,保持孔6的周壁面8具备周壁面部分8a,其与保持孔6的孔轴线l1相比从棒状构件2的径向内侧与磨料束4的收容部分4a对置。在本例中,周壁面部分8a从前方x1与磨料束4的收容部分4a对置。周壁面部分8a之中从开口起算规定宽度的开口侧区域8b与收容部分4a空出间隙而对置。
53.开口侧区域8b是周壁面部分8a中从保持孔6的开口6a到磨料束支架5的筒部21为止之间的区域。换言之,开口侧区域8b是与收容部分4a中从磨料束支架5露出的部分对置的区域。在此,周壁面部分8a的开口侧区域8b与磨料束4的收容部分4a以对应于筒部21的厚度的尺寸而分离。即,在本例中,保持孔6的内周壁的内径尺寸为恒定。此外,在将刷状磨石20保持于保持孔6的状态下,磨料束支架5的筒部21在保持孔6中与从前方x1与刷状磨石20对置的周壁面部分8a接触。因此,若使刷状磨石20保持于保持孔6,那么,磨料束4的收容部分4a的从磨料束支架5露出的部分相对于周壁面部分8a的从保持孔6的开口6a到磨料束支架5的筒部21为止的区域(开口侧区域8b),空出与筒部21的厚度对应的尺寸的量的间隙而对置。
54.另外,在将刷状磨石20保持于保持孔6时,通过夹具来把持棒状构件2,使棒状构件2成为规定的姿势。然后,从规定的方向将刷状磨石20保持于保持孔6。即,棒状构件2的前端面2b与凹部10的前侧内壁面10a互相平行。因此,利用前端面2b和前侧内壁面10a并通过夹具来把持前端面2b与前侧内壁面10a之间的部位。由此,棒状构件2以规定的姿势被夹具把持。因此,能够使用自动机器等来将刷状磨石20保持于棒状构件2的保持孔6。
55.此外,棒状构件2具备小径孔9,其从保持孔6的底面7往与开口6a相反一侧延伸且贯穿棒状构件2。因此,在将刷状磨石20保持于保持孔6时,保持孔6内的空气通过小径孔9逸散至外部。因此,容易将磨料束4保持于保持孔6。
56.另外,如图5所示,在从正交方向v观察棒状构件2的情况下,沿着孔轴线l1的方向
上的开口侧区域8b的尺寸m1是磨料束4的直径m2以上。换言之,保持孔6内磨料束4与保持孔6的周壁面部分8a分离的区域的尺寸m1是磨料束4的直径m2以上。
57.(研磨方法)图8是基于研磨刷1的研磨方法的说明图。在以下的例子中,工件是细长的管构件30(管状部分)。管构件30在其材料轴方向的中途具备在与管轴l交叉的方向上贯穿的开口31。在图8中,以沿着管轴l的剖面来表示管构件30。在管构件30的内周面30a的开口31的开口缘31a产生有毛边。研磨刷1用于去除该毛边的研磨加工。
58.在通过研磨刷1来研磨管构件30的内周面30a的情况下,将管构件30的管轴l与棒状构件2的轴线l0设为平行,将磨料束4插入至管构件30。然后,使磨料束4的前端部4c接触于内周面30a。此外,在使磨料束4的前端部4c接触于内周面30a时,或是在接触之后,如箭头t1所示,使管构件30绕管轴l旋转。然后,如箭头m所示,根据需要,使研磨刷1在轴线方向x上移动。
59.此外,在研磨加工时,根据需要,从内部流路11的后侧开口11a供给空气或冷却液。由此,空气或冷却液通过内部流路11的前侧开口11b及凹部10朝向磨料束4一侧提供。
60.在此,磨料束4的前端部4c在从轴线l0方向观察的情况下从棒状构件2往外侧突出。此外,棒状构件2不具备在从轴线l0方向观察的情况下从后端面2c往外周侧突出的部分。因此,若将棒状构件2的轴线l0相对于管构件30的管轴l设为平行,那么,能够一边避免棒状构件2与管构件30的开口缘30b之间的干扰,一边将棒状构件2插入至管构件30的深处。因此,能够利用研磨刷1来研磨管构件30的内周面30a直至深处。
61.此外,由于磨料束4相对于轴线l0倾斜,因此,在研磨加工之际使磨料束4的前端部4c接触于管构件30的内周面30a时,磨料束4会往接近轴线l0的方向挠曲。因此,能够利用磨料束4的形状复原力来研磨管构件30的内周面30a。此外,由于磨料束4会挠曲,因此,能够防止或抑制磨料束4过度地磨削管构件30的内周面30a的情况。
62.在此,孔轴线l1与轴线l0交叉所成的倾斜角度θ1为20
°
。换言之,被保持在保持孔6的磨料束4相对于轴线l0倾斜的倾斜角度θ1为20
°
。在本例中,倾斜角度θ1为45
°
以下,因此,在使磨料束4的前端部4c接触于管构件30的内周面30a时,容易使磨料束4往轴线l0侧挠曲。此外,在本例中,倾斜角度θ1为30
°
以下,故更容易使磨料束4挠曲。此外,倾斜角度θ1为45
°
以下,因此,容易使磨料束4的前端部4c到达管构件30的深处。此外,倾斜角度θ1为15
°
以上,因此,容易使磨料束4的前端部4c接触于位于棒状构件2的外周侧的管构件30的内周面30a。
63.此外,保持孔6的周壁面8具备周壁面部分8a,其与孔轴线l1相比从棒状构件2的径向内侧与磨料束4的收容部分4a对置。换言之,保持孔6具备周壁面部分8a,其从前方x1与磨料束4的收容部分4a对置。因此,即使在从管构件30的内周面30a作用至磨料束4的负载的作用下使磨料束4往接近轴线l0的方向挠曲的情况下,也能够利用周壁面部分8a来限制磨料束4的挠曲范围。因此,能够维持磨料束4研磨管构件30的内周面30a的研磨力。
64.在此,在保持孔6的周壁面部分8a接触于磨料束4的收容部分4a的情况下,当在从管构件30的内周面30a作用至磨料束4的负载的作用下使得磨料束4挠曲时,磨料束4容易从与保持孔6的开口缘触碰的部分折断。对此,在本例中,周壁面部分8a的从开口起算规定宽度的开口侧区域8b与磨料束4的收容部分4a空出间隙而对置。因此,在从管构件30的内周面30a对磨料束4作用有负载时,容许磨料束4在保持孔6内的挠曲。由此,能够防止或抑制磨料
束4从与保持孔6的开口6a的边缘触碰的部分折断的情况。此外,在本例中,开口侧区域8b的沿着孔轴线l1的方向尺寸m1是磨料束4的直径m2以上。因此,容易容许磨料束4在保持孔6内使磨料束4挠曲的情况。
65.此外,在本例中,磨料束4的前端部4c是朝向前端侧变得尖细的圆锥形状。由此,在从与含有孔轴线l1和轴线l0的虚拟面n垂直的方向观察的情况下,磨料束4的径向外侧的端部4d相对于轴线l0以小于30
°
的角度朝向外周侧往后方x2倾斜。因此,在研磨管构件30的内周面30a时,能够从研磨开始时使磨料束4的前端部4c以比较宽广的面积与内周面30a接触。在此,容易将磨料束4的前端部4c调整成圆锥形状,因此,根据本例,前端倾斜的磨料束4的制造是容易的。
66.此外,刷状磨石20通过螺丝固定机构25以无法绕保持孔6的孔轴线l1旋转的状态固定于棒状构件2。因此,在研磨时,刷状磨石20不会绕孔轴线l1旋转。因此,与被保持在保持孔6的刷状磨石20会在保持孔6内绕孔轴线l1旋转的情况相比,能够高精度地研磨管构件30的内周面30a。
67.(刷状磨石的更换)接着,刷状磨石20可装卸地被安装于棒状构件2。因此,在因研磨加工而使磨料束4磨损的情况下,能够更换刷状磨石20。
68.在更换刷状磨石20时,解除固定螺丝15的固定后,从小径孔9的开口9a插入销。然后,使销从保持孔6的底面7往保持孔6的内部突出。由此,磨料束支架5会被推往保持孔6的开口6a侧。因此,即使在刷状磨石20嵌入至保持孔6的情况下,也能够使研磨刷1从保持孔6脱离。
69.在此,当磨料束4磨损时,只要使刷状磨石20绕孔轴线l1旋转180
°
,就能够使磨料束4的没有磨损的部分抵接于管构件30。即,在磨料束4磨损的情况下,从磨料束支架5的螺丝孔23的一方开口23a将固定螺丝15拔出,使刷状磨石20绕孔轴线l1旋转180
°
。然后,将固定螺丝15从另一方开口23b拧入螺丝孔23。由此,研磨刷1以磨料束4的没有磨损的部分朝向径向外侧的姿势固定于棒状构件2。因此,能够使用同一个刷状磨石20再次研磨管构件30的内周面30a。
70.(研磨方法的变形例)图9是变形例的研磨方法的说明图。如图9所示,在变形例的研磨方法中,首先,将研磨刷1的棒状构件2的轴线l0相对于管构件30的管轴l设为平行,将磨料束4插入至管构件30。然后,使磨料束4的前端部4c接触于内周面30a。此外,在使磨料束4的前端部4c接触于内周面30a时,或是在接触之后,如箭头t2所示,使研磨刷1绕棒状构件2的管轴l旋转。然后,如箭头m所示,根据需要,使研磨刷1在轴线方向x上移动。如此一来,也能够与图8所示的研磨方法同样地研磨管构件30的内周面30a。
71.(变形例1、2)图10是变形例1的研磨刷的说明图。图11是变形例2的研磨刷的说明图。变形例1的研磨刷1a以及变形例2的研磨刷1b与上述研磨刷1的不同之处在于磨料束4的前端部的形状。不过,其他构造与上述研磨刷1相同。因此,在下文中,对磨料束4的前端部4c的形状进行说明,省略其他说明。
72.如图10所示,在变形例1的研磨刷1a中,磨料束4的径向外侧的端部4d被调整成平
面状。在从与含有孔轴线l1和轴线l0的虚拟面n垂直的方向观察的情况下,磨料束4的径向外侧的端部4d与轴线l0平行。如此一来,在研磨管构件30的内周面30a时,也能够从研磨开始时就使磨料束4的前端部4c以比较宽广的面积与内周面30a接触。
73.如图11所示,变形例2的研磨刷1b的磨料束4的前端面4e被调整成与磨料束4的中心线垂直的平面状。换言之,磨料束4的前端面4e与保持孔6的孔轴线l1垂直。在本例中,能够将相同尺寸的多根线状磨料3集束而形成磨料束4。因此,刷状磨石20的制造是容易的。在本例中,若由于管构件30的内周面30a的研磨而导致磨料束4的前端部4c的磨损发展,则能够使磨料束4的前端部4c以较广的面积与内周面30a接触。
74.(变形例3)图12是从磨料束4突出一侧来观察变形例3的研磨刷的情况下的立体图。图13是从与磨料束4突出一侧相反一侧来观察变形例3的研磨刷的情况下的立体图。图14是变形例3的研磨刷1c的剖面图。变形例3的研磨刷1c的棒状构件2的前侧部分2a的形状虽与上述研磨刷1不同,但其他结构相同。因此,对棒状构件2的前侧部分2a的形状进行说明,省略其他说明。此外,针对与研磨刷1对应的结构标注相同符号并进行说明。
75.如图12、图13所示,在本例的研磨刷1c中,棒状构件2在隔着轴线l0与保持孔6的开口6a相反一侧处具备切缺部41。此外,如图14所示,保持孔6具备第二开口42,其在周壁面8与底面7交叉的环状角部的周向的一部分处使保持孔6连通于棒状构件2的外侧。更具体来说,保持孔6在从前方x1与磨料束4的收容部分4a对置的周壁面部分8a与底面7之间的角部处具备第二开口42。如图13所示,第二开口42在切缺部41的内侧开口。换言之,第二开口42形成在切缺部41的内周面。
76.在此,刷状磨石20通过螺丝固定机构25而可装卸地安装于棒状构件2。在被固定在保持孔6的刷状磨石20中,磨料束支架5中包含底部22的周向的一部分在内的支架角部5a从第二开口42露出至棒状构件2的外侧。在本例中,支架角部5a在切缺部41的内侧从棒状构件2露出于外侧。换言之,支架角部5a没有从切缺部41往棒状构件2的外周侧突出。
77.根据本例,在将刷状磨石20保持于保持孔6时,可使保持孔6内的空气从第二开口42逸散至外部。因此,容易将刷状磨石20保持于保持孔6。此外,在将刷状磨石20保持于保持孔6时,能够通过切缺部41及第二开口42来目视磨料束支架5。因此,可通过目视来确认刷状磨石20是否被可靠地保持在保持孔6。此外,磨料束支架5具备支架角部5a,其通过切缺部41及第二开口42从棒状构件2露出。因此,能够从棒状构件2的外侧将支架角部5a往倾斜方向s推动。在此,若将支架角部5a往倾斜方向s推动,那么,磨料束支架5会移动至保持孔6的开口6a侧。因此,容易拆卸刷状磨石20。
78.此外,在本例中,从棒状构件2露出于外侧的支架角部5a位于切缺部41的内侧。因此,在将研磨刷1c插入至管构件30时,能够防止支架角部5a与管构件30的开口缘等之间的干扰。
79.另外,在本例也是,可在棒状构件2具备切缺凹部10。此外,也可在棒状构件2具备内部流路11,其在切缺凹部10具备前侧开口11b。在本例中,也能够得到与上述研磨刷1c同样的作用效果。
80.(实施例2)图15是实施例2的研磨刷的说明图。本例的研磨刷50具备与上述研磨刷1对应的形
状。因此,针对对应的部分标注相同的符号,省略其说明。在实施例2的研磨刷50中,在棒状构件2的前端设有保持孔6。即,在棒状构件2的前端面2b设有保持孔6的开口6a。保持孔6从前端面2b朝向倾斜方向s凹陷。保持孔6具备底面7以及从底面7往倾斜方向s延伸的筒状的周壁面8。周壁面8的与底面7相反一侧的端部是开口6a。开口6a形成于棒状构件2的前端面2b。开口6a位于比底面7靠前方x1处。周壁面8的内径尺寸为恒定。
81.在保持孔6中保持有刷状磨石20的磨料束支架5。在本例中,磨料束支架5嵌合于保持孔6。因此,磨料束4的保持于磨料束支架5的部分是被收容在保持孔6的收容部分4a。此外,磨料束4的从磨料束支架5露出的部分是从棒状构件2的前端面2b往前方突出的突出部分4b。
82.在本例中也是,保持于棒状构件2的保持孔6的磨料束4在倾斜方向s上延伸。此外,突出部分4b的前端部4c在从轴线方向x观察的情况下位于棒状构件2的外侧。因此,在研磨管构件30的内周面30a的情况下,只要使棒状构件2的轴线l0相对于管构件30的管轴l平行地将磨料束4插入至管构件30,就能够使磨料束4的前端部4c接触于内周面30a。由此,能够通过本例的研磨刷50来研磨管构件30的内周面30a。此外,对磨料束4进行保持的棒状构件2的保持孔6在倾斜方向s上凹陷。因此,只要使刷状磨石20保持于保持孔6,就能够使磨料束4从保持孔6的开口6a往倾斜方向s突出。
83.(实施例3)图16是实施例2的研磨刷的说明图。在本例的研磨刷51中,磨料束4直接保持于棒状构件2的保持孔6。另外,实施例3的研磨刷51具备与研磨刷1对应的结构,因此,针对对应的部分标注相同的符号,省略其说明。
84.如图16所示,研磨刷51具备棒状构件2以及由多根线状磨料3构成的磨料束4。磨料束4被保持在设置于棒状构件2的保持孔6。磨料束4具备被收容在保持孔6的收容部分4a以及从保持孔6的开口6a突出的突出部分4b。突出部分4b相对于棒状构件2的轴线l0倾斜。
85.保持孔6具备从开口6a一侧朝向底面7的大径孔部分55、与大径孔部分55同轴且内径尺寸比大径孔部分55小的小径孔部分56。磨料束4中,与收容部分4a的突出部分4b相反的侧的端部,被插入至小径孔部分56。此外,磨料束4中与收容部分4a的突出部分4b相反一侧的端部通过粘接剂等固定于小径孔部分56。
86.在本例也是,保持孔6的周壁面8具备周壁面部分8a,其与孔轴线l1相比从棒状构件2的径向内侧与磨料束4的收容部分4a对置。换言之,保持孔6具备周壁面部分8a,其从前方x1与磨料束4的收容部分4a对置。此外,周壁面部分8a的从开口6a起算规定宽度的开口侧区域8b与收容部分4a空出间隙而对置。在本例中,开口侧区域8b是大径孔部分55的内周面,是从前方x1与磨料束4的收容部分4a对置的区域。
87.在本例中,磨料束4直接固定于棒状构件2,因此,磨料束4磨损时,不容易更换新的磨料束4。不过,除了这点以外,本例的研磨刷51能够得到与上述研磨刷1同样的作用效果。在此,本例的研磨刷51不具备磨料束支架5。因此,相应地,能够抑制研磨刷51的制造成本。
88.(实施例4)图17是从磨料束4一侧来观察实施例4的研磨刷的情况下的立体图。图18是实施例4的研磨刷的剖面图。在变形例4的研磨刷60中,磨料束4的突出部分4b往后方x2延伸。此外,实施例4的研磨刷60具备与上述研磨刷1对应的结构,因此,针对对应的部分标注相同的符
号,省略其说明。
89.如图17所示,本例的研磨刷60具备棒状构件2以及由多根线状磨料3构成的磨料束4。磨料束4被保持在设置于棒状构件2的前侧部分2a的保持孔6。磨料束4具备被收容在保持孔6的收容部分4a以及从保持孔6的开口6a突出的突出部分4b。磨料束4在与轴线方向x及径向r交叉的倾斜方向s上延伸。在本例中,突出部分4b从保持孔6的开口6a朝向外周侧往后方x2倾斜。在从轴线方向x观察的情况下,突出部分4b的前端部4c位于棒状构件2的外侧。
90.如图18所示,收容部分4a的与突出部分4b相反一侧的端部被磨料束支架5所保持。磨料束4通过磨料束支架5而被可装卸地保持于保持孔6。磨料束4和磨料束支架5构成刷状磨石20。因此,棒状构件2将刷状磨石20可装卸地保持于保持孔6。刷状磨石20与上述研磨刷1的刷状磨石20相同。
91.在此,设置于棒状构件2的保持孔6具备底面7以及从底面7往倾斜方向s延伸的筒状的周壁面8。因此,保持孔6在倾斜方向s上延伸。底面7与倾斜方向s正交。周壁面8的与底面7相反一侧的端部是保持孔6的开口6a。在本例中,保持孔6的开口6a位于比底面7靠后方x2处。周壁面8的内径尺寸为恒定。在此,孔轴线l1在倾斜方向s上延伸。孔轴线l1与棒状构件2的轴线l0交叉所成的倾斜角度θ1为15
°
以上、45
°
以下。在本例中,倾斜角度θ1为20
°
。
92.如图17所示,棒状构件2的前端面2b是相对于轴线l0垂直的平面。棒状构件2在轴线方向x上的前端面2b与开口6a之间具备连通于保持孔6的固定孔12。固定孔12在与保持孔6的孔轴线l1正交的方向上延伸。在本例中,固定孔12在与包含轴线l0及孔轴线l1的虚拟面n垂直的正交方向v上延伸。
93.在此,如图18所示,保持孔6具备第二开口42,其在周壁面8与底面7交叉的环状角部的周向的一部分,使保持孔6连通于棒状构件2的外侧。在本例,保持孔6在周壁面8中,在位于比棒状构件的轴线l0还靠开口6a一侧的部分与底面7之间的角部,具备第二开口42。如图17所示,第二开口42在棒状构件2的前端面2b开口。
94.(刷状磨石朝向保持孔的安装)如图18所示,刷状磨石20在磨料束支架5插入至保持孔6的状态下保持于棒状构件2。刷状磨石20通过螺丝固定机构25以无法绕保持孔6的孔轴线l1旋转的状态固定于棒状构件2。即,螺丝固定机构25的固定螺丝15通过棒状构件2的固定孔12被拧入至磨料束支架5的螺丝孔23。固定螺丝15为圆柱形状,在外周面具备公螺纹。
95.在将磨料束支架5保持于保持孔6的状态下,底部22抵接于保持孔6的底面7。此外,筒部21接触于保持孔6的周壁面8。在此,保持孔6的孔轴线l1在倾斜方向s上延伸。因此,若将磨料束支架5保持于保持孔6,则磨料束4在倾斜方向s上延伸。因此,在保持孔6中从开口6a往外侧延伸的突出部分4b在倾斜方向s上往后方x2突出。
96.在将刷状磨石20保持于保持孔6的状态下,磨料束4的前端部4c的径向外侧的端部相对于轴线l0以比30
°
小的角度朝向外周侧往前方x1倾斜。
97.此外,在将刷状磨石20保持于保持孔6的状态下,保持孔6的周壁面8具备周壁面部分8a,其与保持孔6的孔轴线l1相比从棒状构件2的径向内侧与磨料束4的收容部分4a对置。在本例中,周壁面部分8a从后方x2与磨料束4的收容部分4a对置。周壁面部分8a的从开口起算规定宽度的开口侧区域8b与收容部分4a空出间隙而对置。
98.开口侧区域8b是周壁面部分8a中从保持孔6的开口6a到磨料束支架5的筒部21为
止之间的区域。换言之,开口侧区域8b是与收容部分4a中从磨料束支架5露出的部分对置的区域。在此,周壁面部分8a的开口侧区域8b与磨料束4的收容部分4a以对应于筒部21的厚度的尺寸而分离。即,在本例中,保持孔6的内周壁的内径尺寸为恒定。此外,在将刷状磨石20保持于保持孔6的状态下,磨料束支架5的筒部21在保持孔6中与从后方x2与刷状磨石20对置的周壁面部分8a接触。因此,若使刷状磨石20保持于保持孔6,则磨料束4的收容部分4a的从磨料束支架5露出的部分相对于周壁面部分8a的从保持孔6的开口6a到磨料束支架5的筒部21为止的区域(开口侧区域8b),空出对应于筒部21的厚度的尺寸的量的间隙而对置。
99.此外,在将刷状磨石20保持于保持孔6的状态下,磨料束支架5中包含底部22的周向的一部分在内的支架角部5a从第二开口42露出于棒状构件2的外侧。在本例中,支架角部5a从棒状构件2往前方x1突出。因此,在从轴线方向x观察研磨刷60的情况下,支架角部5a未从棒状构件2往外周侧突出。
100.(研磨方法)图19是基于实施例4的研磨刷60的研磨方法的说明图。即使在使用本例的研磨刷60的情况下,也能够通过图8、图9所示的研磨方法来研磨管构件30的内周面30a。此外,在使用本例的研磨刷60的情况下,如图19所示,能够从管构件30的深处侧对设在管构件30的内周面30a的台阶部32进行研磨。
101.即,在管构件30的内周面30a设有台阶部32的情况下,如图19所示,将棒状构件2的轴线l0相对于管构件30的管轴l设为平行,将研磨刷60插入至管构件30直至磨料束4位于比台阶部32更深的位置。然后,使磨料束4的前端部4c从管构件30的深侧接触于台阶部32。此外,在使磨料束4的前端部4c接触于内周面30a时,或是在接触之后,如箭头t1所示,使管构件30绕管轴l旋转。此外,根据需要,如箭头m所示,使研磨刷60在轴线方向x上移动。另外,在使磨料束4的前端部4c接触于内周面30a时,或是在接触之后,如图9所示,使研磨刷60绕棒状构件2的轴线l0旋转,也可根据需要使研磨刷60在轴线方向x上移动。
102.(作用效果)在本例中也是,磨料束4的前端部4c在从轴线l0方向观察的情况下从棒状构件2往外侧突出。此外,棒状构件2不具备在从轴线l0方向观察的情况下从后端面2c往外周侧突出的部分。因此,若将棒状构件2的轴线l0相对于管构件30的管轴l设为平行,就能够一边避免棒状构件2与管构件30的开口缘30b之间的干扰,一边将棒状构件2插入至管构件30的深处。因此,能够利用研磨刷60来研磨管构件30的内周面30a直至深处。
103.此外,在本例中,磨料束4相对于轴线l0倾斜,因此,在研磨加工之际使磨料束4的前端部4c接触于管构件30的内周面30a时,磨料束4会往接近轴线l0的方向挠曲。因此,能够利用磨料束4的形状复原力来研磨管构件30的内周面30a。此外,由于磨料束4会挠曲,因此,能够防止或抑制磨料束4过度磨削管构件30的内周面30a的情况。在此,本例中的倾斜角度θ1为45
°
以下。因此,在使磨料束4的前端部4c接触于管构件30的内周面30a时,容易使磨料束4挠曲。
104.此外,保持孔6的周壁面8具备周壁面部分8a,其与保持孔6的孔轴线l1相比从棒状构件2的径向内侧与磨料束4的收容部分4a对置。换言之,保持孔6具备周壁面部分8a,其从后方x2与磨料束4的收容部分4a对置。因此,即使在从管构件30的内周面30a作用至磨料束4的负载的作用下使磨料束4往接近轴线l0的方向挠曲的情况下,也能够通过周壁面部分8a
来限制磨料束4的挠曲范围。因此,能够维持磨料束4研磨管构件30的内周面30a的研磨力。
105.此外,在本例,周壁面部分8a之中从开口起算规定宽度的开口侧区域8b与收容部分4a空出间隙地对置。因此,在由管构件30的内周面30a对磨料束4施加负载时,容许磨料束4在保持孔6内挠曲。由此,可防止或抑制磨料束4从抵接于保持孔6的开口缘的部分折断的情况。
106.此外,在本例中,在棒状构件2的前端面2b设有连通于保持孔6的第二开口42。因此,在将刷状磨石20保持于保持孔6时,能够使保持孔6内的空气从第二开口42逸散至外部。因此,容易将刷状磨石20保持于保持孔6。此外,在将刷状磨石20保持于保持孔6时,能够通过切缺部41及第二开口42来目视磨料束支架5。因此,能够通过目视来确认刷状磨石20是否被可靠地保持于保持孔6。此外,磨料束支架5具备支架角部5a,其通过第二开口42从棒状构件2露出。因此,能够从棒状构件2的外侧将支架角部5a往倾斜方向s推动。在此,若将支架角部5a往倾斜方向s推动,那么,磨料束支架5会往保持孔6的开口6a一侧移动。因此,容易拆卸刷状磨石20。
107.在此,本例中,从棒状构件2露出于外侧的支架角部5a从棒状构件的前端面2d往前方x1突出。因此,在将研磨刷51插入至管构件30时,能够防止支架角部5a受到管构件30的开口缘等的干扰。
108.此外,在本例也是,刷状磨石20通过螺丝固定机构25可装卸地安装于棒状构件2。因此,在研磨时,刷状磨石20不会绕孔轴线l1旋转。因此,与被保持在保持孔6的刷状磨石20会在保持孔6内绕孔轴线l1旋转的情况相比,能够高精度地研磨管构件30的内周面30a。
109.此外,在因研磨而使磨料束4磨损的情况下,能够更换刷状磨石20。此外,在磨料束支架5的底部22的外周面,在周向上彼此分离180
°
的位置设有螺丝孔23的一方开口23a及另一方开口23b。因此,当磨料束4磨损时,只要使刷状磨石20绕孔轴线l1旋转180
°
而再次安装于保持孔6,就能够使磨料束4的没有磨损的部分抵接于管构件30的内周面30a。
110.另外,在本例也是,可在棒状构件2的前侧部分2a中在保持孔6的开口61的后方x2处具备切缺凹部10。此外,在该情况下,可在棒状构件2具备内部流路11,其在切缺凹部10具备前侧开口11b。如此一来,能够将空气或冷却液通过内部流路11供给至磨料束4一侧。
111.此外,保持孔6也可在从后方x2与磨料束4的收容部分4a对置的周壁面部分8a与底面7之间的角部具备通过切缺部41连通于棒状构件2的外侧的第二开口42。该情况下,与变形例3的研磨刷1c相同地,棒状构件2在隔着轴线l0与保持孔6的开口6a相反一侧具备切缺部41。此外,第二开口42在切缺部41的内侧开口。如此一来,在将刷状磨石20保持于保持孔6时,磨料束支架5中包含底部22的周向的一部分在内的支架角部5a在切缺部41内侧从棒状构件2露出于外侧。
112.(螺丝固定机构的另一例)图20是螺丝固定机构的另一例的说明图。图21及图22是螺丝固定机构的又一例的说明图。在图20中,与孔轴线l1垂直地来剖切保持孔6。在图21中,沿着棒状构件2的轴线l0及保持孔6的孔轴线l1来剖切保持孔6的周边。在图22中,相对于孔轴线l1斜向地剖切保持孔6。
113.图20所示的螺丝固定机构25a、图21及图22所示的螺丝固定机构25b在分别将刷状磨石20固定于棒状构件2的保持孔6时能够替代上述螺丝固定机构25来使用。
114.如图20所示,螺丝固定机构25a具备固定螺丝15、设在底部22的螺丝孔23以及设在棒状构件2的固定孔12。固定螺丝15具备:轴部15a,其在外周面具备可螺合于螺丝孔23的公螺纹;以及头部15b,其设在轴部15a的一方的端部。头部15b的外径比轴部15a的大。螺丝孔23在与保持孔6的孔轴线l1正交的方向上贯穿底部22。固定孔12在与保持孔6的孔轴线l1正交的方向上延伸,从棒状构件2的一方的平面部分2e贯穿至保持孔6。在本例中,固定孔12具备:小径部分12a,其直径比轴部15a的直径大且比头部15b的直径小;以及大径部分12b,其在小径部分12a的外周侧而内径比小径部分12a的内径大。此外,固定孔12在小径部分12a与大径部分12b之间具备环状面12c。
115.固定螺丝15的轴部15a通过固定孔12被拧入螺丝孔23。头部15b被收容于大径部分12b。头部15b从外周侧抵接于棒状构件2的环状面12c。由此,刷状磨石20以磨料束支架5被推压至周壁面8的含有固定孔12的开口缘的周壁面部分8d的状态固定于棒状构件2。
116.采用本例的螺丝固定机构25a的情况也是,刷状磨石20以无法绕孔轴线l1旋转的状态固定于棒状构件2。此外,在磨料束4磨损时,能够使刷状磨石20绕孔轴线l1旋转180
°
而再次被保持于保持孔6。由此,能够再次使用刷状磨石20。
117.接着,如图21、图22所示,螺丝固定机构25b具备固定螺丝15以及设在棒状构件2的螺丝孔27。固定螺丝15为轴状,在外周面具备可螺合于螺丝孔27的公螺纹。螺丝孔27在与保持孔6的孔轴线l1正交的正交方向v上延伸。此外,螺丝孔27在该螺丝孔27的周向的一部分具备连通于保持孔6的连通部27a。连通部27a位于正交方向v上的螺丝孔27的中途。
118.在此,固定螺丝15具备突出部分15c,其在被拧入至螺丝孔27时从连通部27a往保持孔6内突出。突出部分15c从保持孔6的开口6a一侧抵接于磨料束支架5。即,突出部分15c从保持孔6的开口6a一侧抵接于筒部21的前端。由此,刷状磨石20以无法绕保持孔6的孔轴线l1旋转的状态固定于棒状构件2。
119.采用本例的螺丝固定机构25b的情况也是,刷状磨石20以无法绕孔轴线l1旋转的状态固定于棒状构件2。此外,在磨料束4磨损时,能够使刷状磨石20绕孔轴线l1旋转期望的角度而再次被保持于保持孔6。由此,能够再次使用刷状磨石20。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。