1.本技术涉及钢箱梁预制施工的技术领域,尤其是涉及一种斜拉桥节段钢箱梁分块预制施工方法。
背景技术:
2.斜拉桥主梁施工常采用桥面吊机悬臂拼装的方法,在桥面拼装前,先在预拼场对各钢箱梁标准节段进行预拼装,相邻标准节段之间达到匹配要求后,再将标准节段按照拼装好的顺序逐个运至桥面的龙门吊提升站处,并进行后续喂梁施工。
3.在码头处进行大跨度桥梁施工时,存在便道窄小的情况,但钢箱梁标准节段长度达到30m,宽度也有16m,不利于运梁车在窄小便道上搬运钢箱梁,因此仍有改进空间。
技术实现要素:
4.为了实现在狭小便道中钢箱梁的转运目的,本技术提供一种斜拉桥节段钢箱梁分块预制施工方法。
5.本技术提供的一种斜拉桥节段钢箱梁分块预制施工方法采用如下的技术方案:一种斜拉桥节段钢箱梁分块预制施工方法,包括以下步骤:s1:施工准备:将标准节段横向分为三块组焊模块进行制作,制作临时匹配件,并在预拼场搭设胎架;s2:钢箱梁预拼:依次吊放三个组焊模块,将三个组焊模块横向摆放在胎架并对齐,以完成一组待拼装标准节段就位步骤;循环进行待拼装标准节段就位步骤,然后利用临时匹配件将三块组焊模块匹配成标准节段,将多个标准节段匹配成钢箱梁组合段;s3:组焊模块转移:解除临时匹配件连接,留下胎架最后端的一组标准节段,利用运梁车将剩余组焊模块逐一转运至下一施工区域,并将胎架最后端的一组标准节段挪着胎架前端;s4:重复所述s2和所述s3,完成钢箱梁分块预制施工。
6.通过采用上述技术方案,将标准节段分成三节组焊模块运输,从而便于运梁车进行装卸,从而便于实现在狭小便道中钢箱梁的转运目的,另外,在预拼区搭建胎架,并利用临时匹配件对相邻组焊模块进行拼装,形成完整的标准节段,以及完成相邻标准节段的拼装,提高后续在桥面的安装精度,在其他组标准节段拆卸后,留下最后一组在胎架作为模板续接后面的标准阶段,可实现连续拼装的精确度。
7.优选的,所述s1中,在胎架两侧分别安装有安装座,两个安装座上端均滑动连接有滑轨,所述滑轨供临时匹配件连接;两个所述滑轨分别朝标准节段的三等分点处倾斜向下设置。
8.通过采用上述技术方案,使得临时匹配件可在自身重力作用下滑至标准节段的三等分点处就位,有利于提高临时匹配件的安装效率。
9.优选的,所述滑轨包括倾斜储料段和水平缓冲段,所述水平缓冲段位于倾斜储料
段的倾斜下端,所述水平缓冲段设置有落料口,所述落料口位于标准节段的三等分点的正上方。
10.通过采用上述技术方案,倾斜储料段不仅起到导向作用,同时还具备储料功能,并在水平缓冲段设置落料口,以便持续放料,无需工人携带临时匹配件,并且简化临时匹配见件的定位操作,有利于减轻工人工作强度。
11.优选的,所述临时匹配件包括两块l型板,两块所述l型板与两个相邻组焊模块一一对应,两块l型板相互贴合并通过螺栓固定;所述s2中,临时匹配件通过滑轨落至相邻组焊模块的拼接处就位,然后将临时匹配件的两块l型板分别固定在对应组焊模块上表面;所述s3中的临时匹配件的解锁步骤中,将两块l型板之间的螺栓取出,以解除相邻组焊模块的连接。
12.通过采用上述技术方案,从而实现相邻组焊模块的拼装与拆卸功能,有利于提高组焊模块的装拆效率。
13.优选的,所述l型板包括相互垂直的竖板和横板,同一个临时匹配件中,两块所述竖板相互抵接,两块所述横板拼成适配于滑轨宽度的正方形状底板;所述s1中,将临时匹配件储放在滑轨的倾斜储料段,用于相邻组焊模块之间的临时匹配件与用于相邻标准节段的临时匹配件结构相同,在倾斜储料段中,每隔两个用于相邻组焊模块之间的临时匹配件,便设置一个用于相邻标准节段之间的临时匹配件;所述s2中,滑轨纵向移动,并逐一释放临时匹配件。
14.通过采用上述技术方案,调整相邻组焊模块之间的临时匹配件与用于相邻标准节段的临时匹配件的位置,从而可以通过滑轨纵向滑动的过程中同时完成各相邻组焊模块之间以及各相邻标准节段之间的临时匹配件的就位,有利于提高临时匹配件的整体安装效率。
15.优选的,所述滑轨的倾斜下端设置有气缸,所述气缸端部设置有电磁铁,所述l型板为铁制板,所述s2中,在滑轨移动至指定位置的过程中,电磁铁通电并对l型板进行磁吸固定,在滑轨在指定位置就位时,所述气缸收缩,并通过电磁铁将临时匹配件吸至落料口处,落料时,电磁铁断电,并释放临时匹配件,临时匹配件垂直下落至对应安装位置。
16.若避免临时匹配件下滑至落料口处并直接下落,容易出现碰撞而弹脱出安装位置的情况,通过采用上述技术方案,气缸以及电磁铁起到限制以及牵引作用,有利于实现临时匹配件稳定垂直下落的目的,以使临时匹配件稳定就位。
17.优选的,所述滑轨底部设置有通槽,所述通槽沿滑轨长度方向延伸并与落料口连通,所述s1中,在横板底部涂粘结剂,通槽位置位于粘结剂涂抹位置的正下方。
18.通过采用上述技术方案,粘结剂进一步降低临时匹配件弹脱出安装位置的概率,同时,为,通过开设通槽,使得粘结剂涂抹位置不与滑轨接触,大大改善临时匹配件粘固在滑轨内底壁的情况。
19.优选的,所述滑轨倾斜上端固定有滑块,所述滑块滑动连接于安装座顶部,所述安装座顶部纵向转动连接有螺杆,所述螺杆螺纹贯穿滑块,所述安装座安装有驱使螺杆转动的驱动件。
20.通过采用上述技术方案,实现了临时匹配件放料操作自动化以及放料位置的精确度。
附图说明
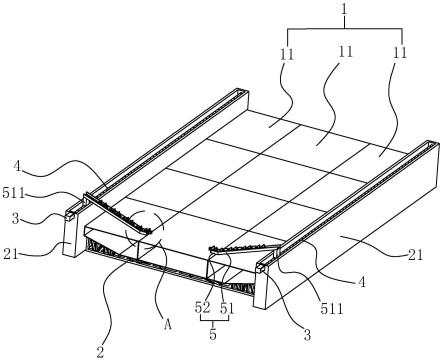
21.图1是本技术实施例一种斜拉桥节段钢箱梁分块预制施工方法中放料前的状态示意图。
22.图2是图1中a处的放大示意图。
23.图3是本技术实施例一种斜拉桥节段钢箱梁分块预制施工方法中滑轨的结构示意图。
24.图4是本技术实施例一种斜拉桥节段钢箱梁分块预制施工方法中放料时的结构示意图。
25.图5是本技术实施例一种斜拉桥节段钢箱梁分块预制施工方法中放料后的结构示意图。
26.附图标记说明:1、标准节段;11、组焊模块;2、胎架;21、安装座;3、驱动件;4、螺杆;5、滑轨;51、倾斜储料段;511、滑块;512、通槽;52、水平缓冲段;521、落料口;6、l型板;61、竖板;62、横板;63、螺栓;7、气缸;71、电磁铁。
具体实施方式
27.以下结合附图1-5对本技术作进一步详细说明。
28.本技术实施例公开一种斜拉桥节段钢箱梁分块预制施工方法,参照图1,包括以下步骤:s1:施工准备:将标准节段1横向分为三块组焊模块11进行制作,制作临时匹配件,并在预拼场搭设胎架2,以胎架2的长度方向为纵向。台架横向方向用于放置三块组焊模块11,以便拼成钢箱梁标准节段1,胎架2纵向用于拼装若干标准节段1,以便拼成组合梁段。
29.另外,在胎架2两侧分别安装有安装座21,两个安装座21上端均滑动连接有滑轨5,滑轨5供临时匹配件连接。具体的,滑轨5倾斜上端固定有滑块511,滑块511滑动连接于安装座21顶部,安装座21顶部纵向转动连接有螺杆4,螺杆4螺纹贯穿滑块511,安装座21安装有驱使螺杆4转动的驱动件3。驱动件3为电机,电机输出轴与螺杆4同轴连接。以实现临时匹配件放料操作自动化以及放料位置的精确度。
30.其中,两个滑轨5分别朝标准节段1的三等分点处倾斜向下设置,以便利用临时匹配件的自身重力实现移动。具体的,滑轨5包括倾斜储料段51和水平缓冲段52,水平缓冲段52位于倾斜储料段51的倾斜下端,水平缓冲段52设置有落料口521,落料口521位于标准节段1的三等分点的正上方。倾斜储料段51不仅起到导向作用,同时还具备储料功能。在水平缓冲段52设置落料口521,以便持续放料,无需工人携带临时匹配件,并且简化临时匹配见件的定位操作,有利于减轻工人工作强度。
31.为了提高临时匹配件相对于组焊模块11的适用性以及滑轨5相对于临时匹配件的适应性。将用于相邻组焊模块11之间的临时匹配件以及用于相邻标准节段1的临时匹配件定制为相同的结构。
32.具体的,临时匹配件包括两块l型板6,两块l型板6与两个相邻组焊模块11一一对应,两块l型板6相互贴合并通过螺栓63固定。其中,l型板6包括相互垂直的竖板61和横板62,同一个临时匹配件中,两块竖板61相互抵接,两块横板62拼成适配于滑轨5宽度的正方形状底板。并且每隔两个用于相邻组焊模块11之间的临时匹配件,便设置一个用于相邻标
准节段1之间的临时匹配件,两种临时匹配件结构相同,仅摆放方位不同。
33.为减少出现碰撞而弹脱出安装位置的情况,滑轨5的倾斜下端设置有气缸7,气缸7端部设置有电磁铁71,l型板6为铁制板。通过气缸7的伸缩以及电磁铁71的通电断电可实现对临时匹配件的限制以及牵引作用,以便临时匹配件由静止状态垂直下落至对应安装位置。另外,需要保证水平缓冲段52的底壁与组焊模块11上表面的距离尺寸大于竖板61的高度。
34.为进一步降低临时匹配件弹脱出安装位置的概率,在滑轨5底部设置有通槽512,通槽512沿滑轨5长度方向延伸并与落料口521连通,然后在横板62底部涂粘结剂,通槽512位置位于粘结剂涂抹位置的正下方,使得粘结剂涂抹位置不与滑轨5接触,大大改善临时匹配件粘固在滑轨5内底壁的情况。
35.所述s2中,所述s3中的临时匹配件的解锁步骤中,将两块l型板6之间的螺栓63取出,以解除相邻组焊模块11的连接。
36.s2:钢箱梁预拼:依次吊放三个组焊模块11,将三个组焊模块11横向摆放在胎架2并对齐,以完成一组待拼装标准节段1就位步骤;循环进行待拼装标准节段1就位步骤,以完成组合梁段的就位步骤。然后利用临时匹配件将三块组焊模块11匹配成标准节段1,将多个标准节段1匹配成钢箱梁组合段。
37.具体的,通过启动电机,驱使两组滑轨5移动至指定位置,落料口521位于临时匹配件安装位置的正上方。此时,最下端的临时匹配件受气缸7以及电磁铁71阻挡,仍留在水平缓冲段52。
38.通过电磁铁71对l型板6进行磁吸固定,然后气缸7收缩,将临时匹配件吸至落料口521处,接着电磁铁71断电,并释放临时匹配件,临时匹配件由静止状态垂直下落至对应安装位置,两块临时匹配件分别粘在对应组焊模块11上。在未完全粘固前,工人可及时微调临时匹配件的位置,以减少误差,然后再对组焊模块11和对应的l型板6进行焊接加固。
39.跟随滑轨5纵向移动,并重复落料步骤,以实现各相邻组焊模块11之间以及各相邻标准节段1之间的临时匹配件的就位,有利于提高临时匹配件的整体安装效率。
40.s3:组焊模块11转移:解除临时匹配件连接,留下胎架2最后端的一组标准节段1,利用运梁车将剩余组焊模块11逐一转运至下一施工区域,并将胎架2最后端的一组标准节段1挪着胎架2前端。
41.s4:重复所述s2和所述s3,完成钢箱梁分块预制施工。
42.在完成钢箱梁分块预制施工后,将组焊模块11转运至桥面,并在桥面拼装成标准节段1,然后再进行桥面钢箱梁整体施工。
43.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。