一种自适应铣削夹具
1.【技术领域】
2.本实用新型涉及机加工技术领域,尤其涉及一种自适应不同阀类零件装夹的铣削加工所用夹具。
3.
背景技术:
4.在精密零部件加工领域,大部分实现了机加工,而且在机加工的基础上更加升级了采用数控机床加工。对于阀块类零件,主要是指一般为块状结构,内部有孔、型腔等结构的零件,会需要使用加工中心设备进行铣削加工。
5.在铣削前,需要将原材料稳定地固定好,现有机加工设备上会采用夹具固定,通常会使用机用平口钳或者专用夹具进行装夹固定。
6.采用机用平口钳夹持原材料进行铣削加工,在装夹前需要对平口钳进行针对性修整,比如由于不同阀块的原材料大小尺寸不同,使用平口钳的时候需要在平口钳上先加工出容纳原材料的型腔以及定位基准,而如果后续换用到小尺寸的原材料被加工后的平口钳将无法再夹紧到适合位置,因而不能够通配适用。
7.且采用平口钳进行夹紧原材料的时候,要对准相应容纳型材,卡定到定位基准上才能稳妥地夹紧好原材料避免加工过程中松脱导致报废,所以装夹效率较低,需要大量人工介入进行操作。从人工工作量和不断加工适配的专用夹具的两重角度上来说,都会造成成本增加。
8.
技术实现要素:
9.本实用新型针对以上问题提出了一种自适应铣削夹具,可以取代传统的机用平口钳及普通专用夹具,在该自适应铣削夹具内适配气动系统,推动夹具件完成夹具的装夹和松夹操作,能够适应不同尺寸的原材料装夹,操作简单便捷可适配性强,无需过多人工介入无需每次加工夹具而导致材料浪费,降低人工和原材料成本;通过定位底座和定位块的更换,能够适用不同铣削零件的装夹。
10.本实用新型所涉及一种自适应铣削夹具,其特征在于,该铣削夹具包括若干个夹紧单元组合而成,每个夹紧单元包括支架、定位结构和夹持结构,支架承托定位结构,夹持结构装配在支架内对定位结构内放置的原材料进行装夹和松夹动作;夹持结构包括气缸、支承座、支杆、夹紧块和连接销,气缸固定在支架内,支承座固定在支架前侧,气缸活塞杆连接支杆的底端,而支杆顶端通过连接销连接夹紧块,中段销接在作为转动支点的支承座内,推动夹紧块在定位结构内移动。
11.该支杆顶端为分叉式“y”型结构,分为第一支杆端和第二支杆端,在第一支杆端通过第一连接销销接第一夹紧块,第二支杆端通过第二连接销销接第二夹紧块。
12.在该支杆的分叉下方设有支承座连接孔,该支杆通过支承座连接销销接在支承座上。
13.所述支架包括底板、左右侧板和气缸安装板,左右侧板固定在底板左右两侧,气缸安装板固定在底板前端并与左右侧板连接,气缸安装板上开有气缸孔位,气缸安装在支架底板上,气缸活塞杆通过气缸孔位伸出于支架外部,连接支杆底部。
14.在所述支架的顶部设有定位结构,该定位结构包括定位底板、左右侧定位块,定位底板固定在支架的左右侧板上,在定位底板上设置左右侧板。
15.当多个定位结构组合时,该定位结构还包括中间定位块,在不同的定位结构之间设置有中间定位块,分隔限位每一块原材料。
16.本实用新型所涉及的自适应铣削夹具,通过使用气动系统,带动支架和夹紧块,配合定位结构来夹紧放置在其中的原材料,针对不同尺寸的原材料都能够自适应夹紧,重复动作即可完成快速装夹作业,同时通过调整气缸压力的大小,可以固定装夹力度,避免力度过小导致装夹松动,或力度过大造成夹伤等问题。
17.【附图说明】
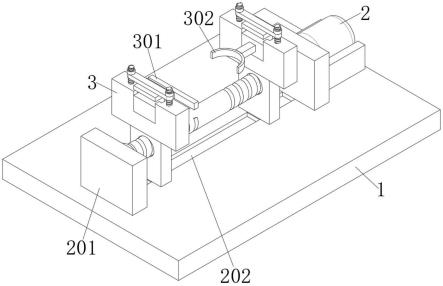
18.图1是本实用新型所涉及一种自适应铣削夹具的示意图;
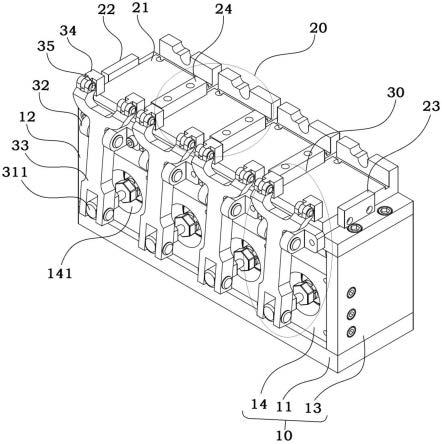
19.图2是本实用新型所涉及一种自适应铣削夹具拆分示意图;
20.图3是本实用新型所涉及一种自适应铣削夹具夹紧原材料状态示示意图;
21.其中:10、支架;11、底板;12、左侧板;13、右侧板;14、气缸安装板;141、气缸孔位;20、定位结构;21、定位底板;211、定位后端;22、左侧定位块;23、右侧定位块;24、中间定位块;30、夹持结构;31、气缸;311、气缸活塞杆;32、支承座;33、支杆;331、第一支杆端;332、第二支杆端;333、支承座连接孔;334、支承座连接销;34、夹紧块;341、第一夹紧块;342、第二夹紧块;35、连接销;351、第一连接销;352、第二连接销。
22.100、原材料。
23.【具体实施方式】
24.下面将结合附图及实施例对本实用新型进行详细说明,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
25.在本实用新型的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
26.请参考附图1和附图2:本实用新型所涉及一种自适应铣削夹具,其特征在于,该铣削夹具包括若干个夹紧单元组合而成,每个夹紧单元包括支架10、定位结构20和夹持结构30,支架10承托定位结构20,夹持结构30装配在支架10内对定位结构20内放置的原材料进行装夹和松夹动作;夹持结构30包括气缸31、支承座32、支杆33、夹紧块34和连接销35,气缸31固定在支架10内,支承座32固定在支架10前侧,气缸活塞杆311连接支杆33的底端,而支杆33顶端通过连接销35连接夹紧块34,支杆的中段销接在作为转动支点的支承座32内,推动夹紧块34在定位结构20内移动。
27.所述支架10作为整个夹具的支承部分,起到固定其他部件的主体作用,在支架顶部设置定位结构20,该定位结构20是放置原材料的部分,而夹持结构30则是通过气动机构带动夹紧块34移动,在定位结构20对应位置夹紧原材料和松开原材料的动作部位。
28.该支杆33顶端为分叉式“y”型结构,分为第一支杆端331和第二支杆端332,在第一
支杆端通过第一连接销351销接第一夹紧块341,第二支杆端332通过第二连接销销352接第二夹紧块342。支杆33一分为二可以从原材料的两端进行夹紧动作,避免用力失衡而导致夹紧不稳定的情况。
29.在该支杆33的分叉下方设有支承座连接孔333,该支杆33通过支承座连接销334销接在支承座32上。支杆所起到的作用类型于一个杠杆,其支点就落在了支承座32上,支杆33通过支承座连接销334销接在支承座32上,以支承座32为支点进行杠杆转动,所以随着气缸的气缸活塞杆311推动支杆33的底端,支杆的顶端,也即第一支杆端331和第二支杆端332会朝向定位结构移动压紧。也就是第一支杆端331和第二支杆端332会带动第一夹紧块341和第二夹紧块342夹紧原材料。
30.所述支架10包括底板11、左侧板12、右侧板13和气缸安装板14,左右侧板固定在底板11左右两侧,气缸安装板14固定在底板11前端并与左右侧板连接,气缸安装板14上开有气缸孔位141,气缸31安装在支架底板11上,气缸活塞杆311通过气缸孔位141伸出于支架10外部,连接支杆33底部。
31.在所述支架10的顶部设有定位结构20,该定位结构20包括定位底板21、左侧定位块22、右侧定位块23,定位底板21固定在支架10的左右侧板上,在定位底板21上设置左右侧板。
32.在定位底板21的后侧设有定位后端211,跟左侧板22、右侧板23共同构成限位框架的部分。
33.当多个定位结构组合时,该定位结构还包括中间定位块24,在不同的定位结构之间设置有中间定位块24,分隔限位每一块原材料。
34.请参考附图3:使用时,将原材100放在定位结构20上,打开气缸31开关,气缸活塞杆311前推,带动支杆33上的夹紧块34往原材料100侧夹紧,从而完成原材料100的装夹动作,加工完后关闭气缸31开关,气缸活塞杆311后撤,带动支杆33上的左右夹紧块34往原材料100反向侧松开,即可取下已完成铣削的零件。重复动作即可完成快速装夹作业,同时通过调整气缸压力的大小,可以固定装夹力度,避免力度过小导致装夹松动,或力度过大造成夹伤等问题。
35.本实用新型所涉及的自适应铣削夹具,通过使用气动系统,带动支架和夹紧块,配合定位结构来夹紧放置在其中的原材料,针对不同尺寸的原材料都能够自适应夹紧,重复动作即可完成快速装夹作业,可以重复使用大幅节省人力物力成本。
36.以上所述,仅是本实用新型较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型以较佳实施例揭露如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当利用上述揭示的技术内容作出些许变更或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型技术是指对以上实施例所作的任何简单修改、等同变化与修饰,均属于本实用新型技术方案的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。