1.本实用新型属于螺母铆接技术领域,涉及铆接螺母的质量控制管理系统。
背景技术:
2.目前市场上铆接螺母的铆接工具主要以气动工具为主,因铆接工具过于简单,所以铆接质量的好坏无法用数据化来衡量,全靠经验评价铆接质量的好坏。随着社会的发展,工厂端生产质量的要求越来越高,各车间需要用更高级的铆接工具来评估铆接质量的好坏。
技术实现要素:
3.针对上述技术缺陷,本实用新型提供了铆接螺母的质量控制管理系统。
4.为了实现上述目的,本实用新型采用的技术方案为:
5.铆接螺母的质量控制管理系统,包括压力监测装置、数据分析控制单元和气路执行单元;所述压力监测装置用于监测铆接螺母的压力并将监测的实时数据传输给数据分析控制单元,所述数据分析控制单元用于接收来自所述压力监测装置的监测数据并与设置的数据进行对比,以及根据对比结果将控制信号传输给气路执行单元,所述气路执行单元用于根据控制信号控制螺母铆接工具的气路通断。
6.优选地,所述压力监测装置为轴向压力传感器,所述轴向压力传感器安装于所述螺母铆接工具的铆接轴上。
7.优选地,所述螺母铆接工具中内置液压单元,所述压力监测装置安装于所述螺母铆接工具的一侧,以用于监测铆接螺母时所述液压单元的压力。
8.优选地,所述气路执行单元通过管道与所述螺母铆接工具的气路连通,所述管道上设置有气路通断控制电磁阀。
9.更优选地,所述管道的一端通过气路接头与所述螺母铆接工具的气路连接。
10.优选地,所述数据分析控制单元通过线缆接头与所述螺母铆接工具通讯连接。
11.更优选地,所述螺母铆接工具中内置数据通讯单元,所述压力监测装置和所述数据分析控制单元均与所述数据通讯单元通讯连接。
12.优选地,所述数据分析控制单元还与pc电脑连接,用于通过pc电脑查看和保存所述数据分析控制单元输出的压力曲线和数据。
13.优选地,所述系统还设置有led警示灯,用于通过不同颜色指示所述数据分析控制单元的对比结果。
14.本实用新型的有益效果如下:
15.本技术在工具的铆接轴端或本身自有的液压单元上增加压力监测装置,同时增加了数据采集分析系统和气路执行单元,能达到铆接全过程的数据化收集、铆接质量的优劣评估管理并通过国家计量评估机构认证。批量应用后,市场预估收益能至少到达一千万元/年的收益。
附图说明
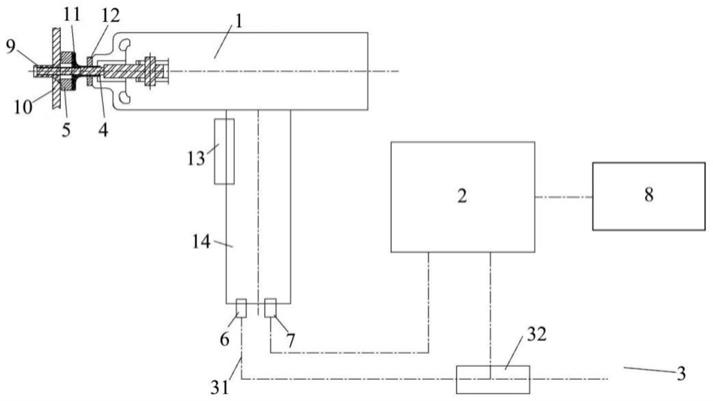
16.图1是本实用新型实施例1的系统结构示意图。
17.图2是本实用新型实施例2的系统结构示意图。
18.图中:1、气动铆螺母工具;2、数据分析控制单元;3、气路执行单元,31、管道,32、气路通断控制电磁阀;4、铆接轴;5、轴向压力传感器;6、气路接头;7、线缆接头;8、pc电脑;9、螺母;10、铆接工件;11、连接部分;12、调整螺母;13、动力开关;14、手柄;15、液压压力传感器。
具体实施方式
19.为了更清楚地说明本实用新型,下面结合实施例并对照附图对本实用新型作进一步详细说明。本领域技术人员应当理解,下面所具体描述的内容是说明性的而非限制性的,不应以此限制本实用新型的保护范围。
20.在本实用新型的描述中,需要说明的是,术语“一侧”、“一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,除非另有明确的规定和限定,术语“安装”、“连接”、“连通”等应做广义理解,例如,可以是固定连接,可以是可拆卸连接,也可以是一体地连接;可以是直接相连,可以通过中间媒介间接相连,也可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
21.另外,如未有特殊说明,以下实施例中所采用的零部件均为现有零部件,其对应的连接方式亦可通过常规技术手段实现,本技术中将不再一一赘述。
22.实施例1
23.本实施例提供的铆接螺母的质量控制管理系统,如图1所示,包括轴向压力传感器5、数据分析控制单元2和气路执行单元3;螺母铆接工具采用现有市场上成熟的气动铆螺母工具1。
24.轴向压力传感器5安装于气动铆螺母工具1的铆接轴4上,用于监测铆接螺母的轴向压力并将监测的实时数据传输给数据分析控制单元2,数据分析控制单元2通过线缆接头7与气动铆螺母工具1通讯连接,用于接收来自轴向压力传感器5的监测数据并与设置的数据进行对比,以及根据对比结果将控制信号传输给气路执行单元3。气动铆螺母工具1中内置数据通讯单元(公知部件,图中未示出),轴向压力传感器5和数据分析控制单元2均与该数据通讯单元通讯连接,以进行数据交互。数据分析控制单元2还与pc电脑8连接,用于通过pc电脑8查看和保存数据分析控制单元2输出的压力曲线和数据。
25.气路执行单元3通过管道31与气动铆螺母工具1的气路连通,管道31上设置有气路通断控制电磁阀32,管道31的一端通过气路接头6与气动铆螺母工具1的气路连接,用于根据控制信号控制气动铆螺母工具1的气路通断。
26.采用该系统铆接螺母的步骤如下:
27.1、启动数据分析控制单元2的电源;
28.2、打开手柄14上的动力开关13,采用气动铆螺母工具1在铆接工件10上人工铆接螺母9;
29.3、铆接的过程中,轴向压力传感器5将监测的实时数据传输给数据分析控制单元2;
30.4、当数据分析控制单元2接收到的数据与设置的数据一致时,输出ok信号给气路执行单元3,气路通断控制电磁阀32接通,led警示灯(公知部件,图中未示出)亮绿灯,工具主气路保持工作状态,系统进入下一颗螺母的铆接待机状态;
31.5、当数据分析控制单元2接收到的数据与设置的数据不一致时,输出ng信号给气路执行单元3,气路通断控制电磁阀32断开,系统报警,led警示灯亮红灯,工具主气路处于断开状态,等待授权管理人员处理;
32.6、根据工艺要求设定铆接螺母的压缩量m(该压缩量转换为轴向压力k),然后统计铆接螺母铆接后100组数据的轴向压力k,统计其平均值k_a,并设定好平均值k_a上、下限值,后续用k_a值作为采集标准,根据设定的正负偏差k_a
±
k1作为合格范围。
33.实施例2
34.如图2所示,本实施例与实施例1的不同之处在于,在气动铆螺母工具1的一侧安装压力监测装置液压压力传感器15,用于监测铆接螺母时气动铆螺母工具1内部液压单元的压力。
35.采用该系统铆接螺母的步骤如下:
36.1、启动数据分析控制单元2的电源;
37.2、打开手柄14上的动力开关13,采用气动铆螺母工具1在铆接工件10上人工铆接螺母9;
38.3、铆接的过程中,液压压力传感器15将监测的实时数据传输给数据分析控制单元2;
39.4、当数据分析控制单元2接收到的数据与设置的数据一致时,输出ok信号给气路执行单元3,气路通断控制电磁阀32接通,led警示灯亮绿灯,工具主气路保持工作状态,系统进入下一颗螺母的铆接待机状态;
40.5、当数据分析控制单元2接收到的数据与设置的数据不一致时,输出ng信号给气路执行单元3,气路通断控制电磁阀32断开,系统报警,led警示灯亮红灯,工具主气路处于断开状态,等待授权管理人员处理;
41.6、根据工艺要求设定铆接螺母的工具本身的压力p值,然后统计铆接螺母铆接后100组数据的压力p值,统计其平均值p_a,并设定好平均值p_a上、下限值,后续用p_a值作为采集标准,根据设定的正负偏差p_a
±
p1作为合格范围。
42.显然,本实用新型的上述实施例仅仅是为更清楚地说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定,对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其他不同形式的变化或变动,这里无法对所有的实施方法予以穷举,凡是属于本实用新型的技术方案所引申出的显而易见的变化或变动仍处于本实用新型的保护范围之列。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。