1.本发明涉及料斗焊接技术领域,具体为一种料斗用的机器人联动焊接加工设备及其制作工艺。
背景技术:
2.目前工厂内大多是人工操作,要通过多次装夹定位和多次不同角度的进行翻转才能完成焊接,效率低可靠性差,但是随着企业对焊接产品质量的要求越来越高,传统方式的人工焊接已经不能完全满足当前企业发展的需要,另一方面,由于焊接工作环境差,人为操作会造成焊接质量不稳定,且对工作人员的操作要求较高,同时,还会引起安全隐患;因此,不满足现有的需求,对此提出了一种料斗用的机器人联动焊接加工设备及其制作工艺。
技术实现要素:
3.本发明的目的在于提供一种料斗用的机器人联动焊接加工设备及其制作工艺,通过料斗焊接工装实现了对料斗实现一次性精准定位装夹,一体化操作,快速定位,提高了工作效率,且位置精准,并且可以360度旋转,满足对不同位置,不同角度的内外部焊接,同时提高了焊接质量和焊接效率,可以解决现有技术中的问题。
4.为实现上述目的,本发明提供如下技术方案:一种料斗用的机器人联动焊接加工设备,包括工业机器人、焊接旋转工装和金属料斗,所述工业机器人包括变位底座、主联臂和辅联臂,主联臂与辅联臂之间通过活动关节连接,所述辅联臂的一端设置有焊枪组件,焊枪组件与辅联臂通过螺钉连接,所述焊枪组件的一侧设置有焊路管道环箍,焊路管道环箍与辅联臂通过螺钉连接;
5.所述焊接旋转工装包括工装机柜、工装夹具和升降底座,工装机柜与升降底座通过滑轨滑动连接,所述金属料斗设置在工装夹具的内侧,工装夹具与工装机柜之间设置有旋转轴盘。
6.优选的,所述工装夹具包括侧位夹板和托位夹板,所述侧位夹板位于金属料斗的左右两侧,托位夹板位于金属料斗的上下两侧,所述侧位夹板两端的内侧均设置有活动翼板。
7.优选的,所述活动翼板与侧位夹板转动连接,所述托位夹板的上方设置有拓展桁架,托位夹板的下方设置有烟气框架,所述烟气框架和拓展桁架与托位夹板均通过螺钉连接,烟气框架的外表面设置有排气风扇。
8.优选的,所述侧位夹板与托位夹板的连接处设置有阻尼推轮,所述阻尼推轮与托位夹板转动连接,阻尼推轮与侧位夹板贴合连接,所述活动翼板和烟气框架的内侧均设置有锁固螺母组件。
9.优选的,所述旋转轴盘通过转接支架与托位夹板连接,所述旋转轴盘的内侧设置有外承环,外承环的外表面设置有对位轴杆,所述对位轴杆的另一端设置有内承环,内承环与对位轴杆伸缩连接。
10.优选的,所述外承环的内侧设置有驱动轴,旋转轴盘通过驱动轴与工装机柜转动连接,所述驱动轴的一端设置有定位环,定位环与驱动轴通过螺钉连接。
11.优选的,所述定位环的一侧设置有红外感应模块,所述外承环的内侧设置有外扩反光片,外扩反光片有八个,所述外承环与工装机柜通过螺钉连接。
12.优选的,所述内承环的一侧设置有矫正滑轴,内承环通过矫正滑轴与外扩反光片贴合连接,所述矫正滑轴的内侧设置有内扩反光片,内扩反光片有二十四个。
13.优选的,所述外扩反光片之间的夹角为45
°
,内扩反光片之间的夹角为15
°
。
[0014][0015]
一种料斗用的机器人联动焊接加工设备的制作工艺,包括如下步骤:
[0016]
步骤一:金属料斗是由料斗侧板、料斗底板、侧板加强板、加强板以及料斗m板组成,焊接前先将金属料斗预装在工装夹具的内侧,通过调整活动翼板的角度,再配合锁固螺母组件对料斗进行锁紧固定;
[0017]
步骤二:控制工业机器人操作末端的焊枪对金属料斗的板块之间进行焊接,焊接过程中工装夹具会进行旋转配合,而工装夹具的旋转跨度可以根据不同的加工情况进行适配调节;
[0018]
步骤三:工装夹具利用旋转轴盘旋转的过程中,驱动轴外侧的定位环可以感知外承环内侧的外扩反光片,利用红外光源的反射,来感知当前工装夹具的旋转角度;
[0019]
步骤四:在进行细节化焊接操作时,可以控制内承环与外承环组合,二者重合后,内承环内侧的内扩反光片会覆盖外扩反光片,内扩反光片的间隔角度小于外扩反光片,增加工装夹具旋转角度的感知数值,适配高精度的焊接操作。
[0020]
与现有技术相比,本发明的有益效果是:
[0021]
1、本发明,通过料斗焊接工装实现了对料斗实现一次性精准定位装夹,一体化操作,快速定位,提高了工作效率,且位置精准,并且可以360度旋转,满足对不同位置,不同角度的内外部焊接,同时提高了焊接质量和焊接效率;
[0022]
2、本发明,阻尼推轮向外转动时,侧位夹板就会向机柜一侧进行移动,此时侧位夹板两端的活动翼板与料斗之间的接触区域就会发生位移,同时活动翼板与侧位夹板之间还可以进行转动调节,这样便可以根据不同的焊接方式或者料斗的实际尺寸大小来进行适应性的调节,避免工装夹具在对料斗完成夹紧固定后会影响到板块之间的焊接;
[0023]
3、本发明,在旋转的过程中驱动轴一端的定位环会借助红外感应模块来感应外承环内侧的外扩反光片信息,通过不同方位的外扩反光片来判断当前夹具的转动角度,方便机器判断当前料斗的角度方向,以便于焊接机器人进行焊接操作,内承环内侧设置有二十四个内扩反光片,当料斗的整体板块焊接完成后,便可以进行细节化焊接操作,这时控制内承环进入到外承环的内侧,使内承环内侧的内扩反光片覆盖外扩反光片,此时红外感应模块只能够感应到内扩反光片的方位信息,这样便可以增加工装夹具旋转角度的感知数值,从而适配焊接的精度需求。
附图说明
[0024]
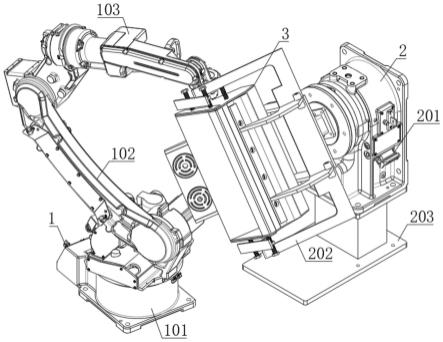
图1为本发明的整体主视图;
[0025]
图2为本发明的整体侧视图;
[0026]
图3为本发明的焊接旋转工装结构示意图;
[0027]
图4为本发明的工装夹具结构示意图;
[0028]
图5为本发明的外承环结构示意图;
[0029]
图6为本发明的内承环结构示意图。
[0030]
图中:1、工业机器人;2、焊接旋转工装;3、金属料斗;101、变位底座;102、主联臂;103、辅联臂;104、焊枪组件;105、活动关节;1041、焊路管道环箍;201、工装机柜;202、工装夹具;203、升降底座;204、旋转轴盘;205、烟气框架;206、驱动轴;2021、侧位夹板;2022、托位夹板;2023、活动翼板;2024、锁固螺母组件;2025、阻尼推轮;2026、拓展桁架;2041、转接支架;2042、外承环;2043、对位轴杆;2044、外扩反光片;2045、内承环;2046、矫正滑轴;2047、内扩反光片;2051、排气风扇;2061、定位环;2062、红外感应模块。
具体实施方式
[0031]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0032]
请参阅图1-2,本发明提供的一种实施例:一种料斗用的机器人联动焊接加工设备,包括工业机器人1、焊接旋转工装2和金属料斗3,工业机器人1包括变位底座101、主联臂102和辅联臂103,主联臂102与辅联臂103之间通过活动关节105连接,辅联臂103的一端设置有焊枪组件104,焊枪组件104与辅联臂103通过螺钉连接,焊枪组件104的一侧设置有焊路管道环箍1041,焊路管道环箍1041与辅联臂103通过螺钉连接,焊接旋转工装2包括工装机柜201、工装夹具202和升降底座203,工装机柜201与升降底座203通过滑轨滑动连接,金属料斗3设置在工装夹具202的内侧,工装夹具202与工装机柜201之间设置有旋转轴盘204;
[0033]
焊接前将金属料斗3预装在工装夹具202的内侧,再控制工业机器人1操作末端的焊枪对金属料斗3的板块之间进行焊接,焊接过程中工装夹具202会进行旋转配合,而工装夹具202的旋转跨度可以根据不同的加工情况进行适配调节,通过料斗焊接工装实现了对料斗实现一次性精准定位装夹,一体化操作,快速定位,提高了工作效率,且位置精准,并且可以360度旋转,满足对不同位置,不同角度的内外部焊接,同时提高了焊接质量和焊接效率,解决了现有技术中料斗在焊接工作中自动化的效果差,不便于操作,影响工作效率而且还容易变形达到质量不合格的问题。
[0034]
请参阅图3-4,工装夹具202包括侧位夹板2021和托位夹板2022,侧位夹板2021位于金属料斗3的左右两侧,托位夹板2022位于金属料斗3的上下两侧,侧位夹板2021两端的内侧均设置有活动翼板2023,活动翼板2023与侧位夹板2021转动连接,托位夹板2022的上方设置有拓展桁架2026,托位夹板2022的下方设置有烟气框架205,烟气框架205和拓展桁架2026与托位夹板2022均通过螺钉连接,烟气框架205的外表面设置有排气风扇2051,侧位夹板2021与托位夹板2022的连接处设置有阻尼推轮2025,阻尼推轮2025与托位夹板2022转动连接,阻尼推轮2025与侧位夹板2021贴合连接,活动翼板2023和烟气框架205的内侧均设置有锁固螺母组件2024;
[0035]
阻尼推轮2025向外转动时,侧位夹板2021就会向机柜一侧进行移动,此时侧位夹
板2021两端的活动翼板2023与料斗之间的接触区域就会发生位移,同时活动翼板2023与侧位夹板2021之间还可以进行转动调节,这样便可以根据不同的焊接方式或者料斗的实际尺寸大小来进行适应性的调节,避免工装夹具202在对料斗完成夹紧固定后会影响到板块之间的焊接;
[0036]
托位夹板2022底部一端的烟气框架205内部安装有两组排气风扇2051,在焊接过程中可以启动排气风扇2051,利用排气风扇2051将焊接时产生的烟气吸入到对应的管道内,并集中排出,避免有害烟气弥漫到整个工作环境中。
[0037]
请参阅图5-6,旋转轴盘204通过转接支架2041与托位夹板2022连接,旋转轴盘204的内侧设置有外承环2042,外承环2042的外表面设置有对位轴杆2043,对位轴杆2043的另一端设置有内承环2045,内承环2045与对位轴杆2043伸缩连接,外承环2042的内侧设置有驱动轴206,旋转轴盘204通过驱动轴206与工装机柜201转动连接,驱动轴206的一端设置有定位环2061,定位环2061与驱动轴206通过螺钉连接,定位环2061的一侧设置有红外感应模块2062,外承环2042的内侧设置有外扩反光片2044,外扩反光片2044有八个,外承环2042与工装机柜201通过螺钉连接,内承环2045的一侧设置有矫正滑轴2046,内承环2045通过矫正滑轴2046与外扩反光片2044贴合连接,矫正滑轴2046的内侧设置有内扩反光片2047,内扩反光片2047有二十四个,外扩反光片2044之间的夹角为45
°
,内扩反光片2047之间的夹角为15
°
;
[0038]
外承环2042与机柜之间为固定安装结构,而内侧的内承环2045与外承环2042之间则可以通过对位轴杆2043来实现伸缩滑动操作,电机通过驱动轴206带动旋转轴盘204以及外侧的夹具进行旋转,在旋转的过程中驱动轴206一端的定位环2061会借助红外感应模块2062来感应外承环2042内侧的外扩反光片2044信息,通过不同方位的外扩反光片2044来判断当前夹具的转动角度,方便机器判断当前料斗的角度方向,以便于焊接机器人进行焊接操作,内承环2045内侧设置有二十四个内扩反光片2047,当料斗的整体板块焊接完成后,便可以进行细节化焊接操作,这时控制内承环2045进入到外承环2042的内侧,使内承环2045内侧的内扩反光片2047覆盖外扩反光片2044,此时红外感应模块2062只能够感应到内扩反光片2047的方位信息,这样便可以增加工装夹具202旋转角度的感知数值,从而适配焊接的精度需求。
[0039]
一种料斗用的机器人联动焊接加工设备的制作工艺,包括如下步骤:
[0040]
步骤一:金属料斗3是由料斗侧板、料斗底板、侧板加强板、加强板以及料斗m板组成,焊接前先将金属料斗3预装在工装夹具202的内侧,通过调整活动翼板2023的角度,再配合锁固螺母组件2024对料斗进行锁紧固定;
[0041]
步骤二:控制工业机器人1操作末端的焊枪对金属料斗3的板块之间进行焊接,焊接过程中工装夹具202会进行旋转配合,而工装夹具202的旋转跨度可以根据不同的加工情况进行适配调节;
[0042]
步骤三:工装夹具202利用旋转轴盘204旋转的过程中,驱动轴206外侧的定位环2061可以感知外承环2042内侧的外扩反光片2044,利用红外光源的反射,来感知当前工装夹具202的旋转角度;
[0043]
步骤四:在进行细节化焊接操作时,可以控制内承环2045与外承环2042组合,二者重合后,内承环2045内侧的内扩反光片2047会覆盖外扩反光片2044,内扩反光片2047的间
隔角度小于外扩反光片2044,增加工装夹具202旋转角度的感知数值,适配高精度的焊接操作。
[0044]
工作原理,焊接前将金属料斗3预装在工装夹具202的内侧,再控制工业机器人1操作末端的焊枪对金属料斗3的板块之间进行焊接,焊接过程中工装夹具202会进行旋转配合,而工装夹具202的旋转跨度可以根据不同的加工情况进行适配调节,电机通过驱动轴206带动旋转轴盘204以及外侧的夹具进行旋转,在旋转的过程中驱动轴206一端的定位环2061会借助红外感应模块2062来感应外承环2042内侧的外扩反光片2044信息,外承环2042与机柜之间为固定安装结构,而内侧的内承环2045与外承环2042之间则可以通过对位轴杆2043来实现伸缩滑动操作,通过不同方位的外扩反光片2044来判断当前夹具的转动角度,方便机器判断当前料斗的角度方向,以便于焊接机器人进行焊接操作,内承环2045内侧设置有二十四个内扩反光片2047,当料斗的整体板块焊接完成后,便可以进行细节化焊接操作,这时控制内承环2045进入到外承环2042的内侧,使内承环2045内侧的内扩反光片2047覆盖外扩反光片2044,此时红外感应模块2062只能够感应到内扩反光片2047的方位信息,这样便可以增加工装夹具202旋转角度的感知数值,从而适配焊接的精度需求。
[0045]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0046]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
