1.本发明涉及激光加工技术领域,料带高速分光的切割焊接系统。
背景技术:
2.在连接器加工过程中,需要利用冲压模具对连接器端子进行冲压成型,为了加快生产效率,以实现大批量生产,通常将模具设计成能够适应流水线式的结构,同时把连接器设计成料带的形式,当料带通过模具时,一次冲压完成一个连接器的端子成型。现有技术中,由于连接器具有多个端子部和零部件成型部,同一位置需要多次冲压和成型或者不同位置需要不同的冲压和成型,因此在生产中需要多条产品车间和产线,更换料带卷盘时,需要人工重新穿料以及将生产设备停机,严重影响效率和产能;连接器整个制程也出现大量废弃料带造成严重浪费。
3.中国专利“料带激光焊接装置”,公开号cn103934570a,公开日2014.07.23,公开一种料带激光焊接装置,旨在解决如何将废弃料带进行拼接以重新利用的问题。该料带激光焊接装置用以安装于一工作台上以拼接第一料带和与所述第一料带相对设置的第二料带,并包括第一定位机构、第二定位机构、剪切机构、第一驱动机构、第二驱动机构以及激光焊头,剪切机构同时剪切第一料带之剪切端和第二料带之剪切端。该专利技术方案是先将两条料带用夹具分别固定,用机械切刀分别切断后,再利用机构运动的激光头下面进行焊接,对于0.5mm以上的磷铜料带,不锈钢和绝大多数的金属合金材质,机械切割过程中会出现变形、拉裂、切口不垂直等现象,影响焊接精度和强度。
技术实现要素:
4.针对背景技术存在的自动化产线如何连续生产和将废弃料带进行拼接以重新利用的问题,本发明的目的在于提供一种一致性好、焊接质量高的料带高速分光的切割焊接系统。
5.为达到上述目的,本发明设计的料带高速分光的切割焊接系统,包括激光器,沿激光器光路设置的第一准直器;
6.用于定位待加工料带的左治具总成和右治具总成;
7.二维工作台,用于将激光切割头切割好的料带搬运至焊接工位;
8.高速分光装置,用于将第一准直器输出的激光光束按照切割和焊接需求进行分光;
9.激光光纤耦合装置,将高速分光装置分出的切割用激光束耦合至第一传输光纤中,将高速分光装置分出的焊接用激光束耦合之第二传输光纤中;
10.第一传输光纤与第二准直器连接,第二准直器的输出端连接用于切割料带的激光切割头,激光切割头位于切割工位;
11.第二传输光纤与第三准直器连接;
12.激光振镜,用于调整第三准直器输出的激光光斑的位置和运动轨迹;
13.合束装置,用于将激光振镜输出的光束合束;
14.聚焦镜,将经合束装置合束后的合束激光聚焦输出焊接料带;
15.第一至第三准直器用于将发散的激光调整为准直平行光。
16.优选的,所述激光器输出的激光波长范围为800~1200nm。
17.优选的,第一传输光纤和第二传输光纤的芯径为200~800um。
18.优选的,第一传输光纤和第二传输光纤的数值孔径为0.15~0.23。
19.优选的,还包括第一分光镜和第二分光镜;第三准直器输出的激光依次经过第一分光镜、第二分光镜输出至激光振镜。
20.进一步优选的,还包括图像采集装置,所述图像采集装置用于采集经第一分光镜反射的焊点位置的图像。
21.进一步优选的,还包括温度传感器,所述温度传感器用于测量经第二分光镜反射的焊点位置的温度。
22.本发明的有益效果是:本发明采用一台光纤激光器通过高速分光装置进行激光切割和焊接,对所述光纤激光器进行恒温控制,使得所述光纤激光器的工作温度处于24℃~26℃;激光器稳定性好,切割和焊接品质的稳定。本发明用于对激光反射率较高和比较厚的铜、铝、不锈钢等料带进行切割和焊接。
23.现有使用传统切刀加激光焊接对于0.1mm以下的铜材,不锈钢和绝大多数的金属合金材质,机械切割过程中会出现卷边现象,影响焊接精度和强度。
24.使用传统切刀加激光焊接对于0.5mm以上的磷铜料带,不锈钢和绝大多数的金属合金材质,机械切割过程中会出现变形现象,影响焊接精度和强度。本发明通过切换光路能够切割0.5mm以上的磷铜,不锈钢和绝大多数的金属合金材质,本发明能够解决传统切刀变形、拉裂、切口不垂直问题,同时大大提高焊接工艺质量和效率。
25.本发明的切割和焊接光路能够切割0.5mm以上的铜材,不锈钢和绝大多数的金属合金材质。不仅能够解决传统切刀卷边问题,同时大大提高焊接工艺质量和效率。qcw光纤红外激光器很容易做到通过控制脉宽和重复频率实现激光辐射能量的精确控制。
26.本发明适用于冲压、电镀、二次成型、二次冲压、自动装配等领域的端子料带焊接。为客户提高生产效率,减少报废,是高端料带的首选。
27.设备广泛应用于超精细加工市场,料带焊接,通信消费类电子,精密金属带材,铝材焊接,新能源锂电池,不锈钢等多个领域
附图说明
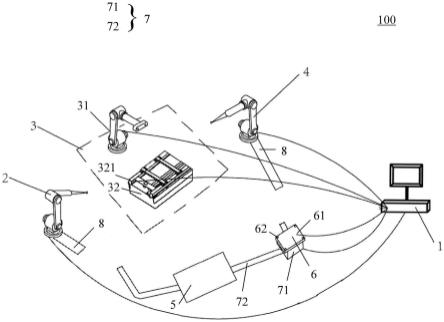
28.图1是本发明的结构框图;
29.图2是本发明料带正面的焊接效果图;
30.图3是本发明料带背面的焊接效果图。
具体实施方式
31.下面通过附图以及列举本发明的一些可选实施例的方式,对本发明的技术方案(包括优选技术方案)做进一步的详细描述。显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有作出创造
性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.如图1所示,本发明设计的料带高速分光的切割焊接系统,包括激光器1、第一准直器2、高速分光装置3、激光光纤耦合装置4;用于定位待加工料带的左治具总成5和右治具总成6;用于将激光切割头7切割好的料带搬运至焊接工位的二维工作台8。
33.激光器1为qcw光纤激光器,工作温度处于24℃~26℃,一种具有峰值能量光纤激光器,其波长在800~1200nm、平均功率50~300w、峰值功率为50~3000w,最高单脉冲能量5~30j、光束质量m2因子小于等于1.3、脉冲宽度1~30ms。
34.高速分光装置3用于将第一准直器2输出的激光光束按照切割和焊接需求进行分光,它用于实现时间和能量上的分光,能进行多光束同时加工;激光光纤耦合装置4将高速分光装置3分出的切割用激光束耦合至第一传输光纤9中,将高速分光装置3分出的焊接用激光束耦合之第二传输光纤10中,它能将激光器1中产生的激光能量,最大限度地耦合进传输光纤中去。
35.第一准直器2位于激光器1和高速分光装置3之间的光路上,第一准直器用于将发散的激光调整为准直平行光。
36.在切割光路中,第一传输光纤9与第二准直器11连接,第二准直器11的输出端连接用于切割料带的激光切割头7,激光切割头7位于切割工位;
37.第二准直器用于将发散的激光调整为准直平行光。
38.在焊接光路中,包括沿光路依次布置的第三准直器12、激光振镜13、合束装置14、聚焦镜15。
39.第二传输光纤10与第三准直器12连接;激光振镜13用于调整第三准直器12输出的激光光斑的位置和运动轨迹;合束装置14用于将激光振镜13输出的光束合束;聚焦镜15将经合束装置14合束后的合束激光聚焦输出焊接料带。
40.第三准直器用于将发散的激光调整为准直平行光。
41.在焊接光路,且是第三准直器12与激光振镜13之间的光路上还设有第一分光镜16和第二分光镜17;第三准直器12输出的激光依次经第一分光镜16、第二分光镜17输出至激光振镜13。
42.第一分光镜16和第二分光镜17是一种45度的分光镜片,在0度方向可以透射1064nm的红外激光、在45度方向反射635nm可见光。
43.激光器1聚焦后的激光光斑为100~700μm的光点。
44.本发明设计的料带高速分光的切割焊接系统,还包括图像采集装置18,所述图像采集装置18用于采集经第一分光镜16反射的焊点位置的图像。
45.本发明设计的料带高速分光的切割焊接系统,还包括温度传感器19,所述温度传感器19用于测量经第二分光镜17反射的焊点位置的温度.
46.在本发明的一些可选实施例中,第一传输光纤9和第二传输光纤10的芯径为200~800um,第一传输光纤9和第二传输光纤10的数值孔径为0.15~0.23。
47.调节二维工作台8和升降平台测试出激光最强时,光斑最小的位置作为焦点也就是加工面,激光光斑的功率密度为104~106w/cm2,激光光斑都为100~700μm。
48.下面以加工对象为0.5mm磷铜料带为例进行说明本发明的工作过程。首先调节光学系统使激光焦点作为加工表面,激光光斑的功率密度为104~106w/cm2,qcw激光光斑为
100~700μm,按照以下步骤进行:
49.s1,在左上料位将左边厚0.5mm磷铜料带,对准定位销钉,放入治具盖板压住料带,左治具总成已经固定在二维工作台上。
50.s2,采用计算机控制板卡和激光切割和焊接一体化软件,调节二维工作台和升降平台测试出激光最强时,光斑最小的位置作为焦点,激光光斑为100~700μm。
51.s3,根据产品尺寸在一体化软件中调好切割坐标,移动二维工作台到左切割位使激光精确作用左边磷铜料带的加工位置。
52.s4,根据料带尺寸在一体化软件中做好切割图形,设定qcw激光器参数为激光功率100w、激光脉宽3~15ms、频率1~6hz、激光次数1遍、调节振镜使激光速度为10~500mm/s。
53.s5,触发激光,在红外激光辐射作用下,光纤切割头完成左边料带的切割,左边料带退到左上料位。
54.s6,重复s1~s5完成右边料带的切割,右边料带停在右焊接位。
55.s7,将已切割好的左边料带送料到右焊接位,完成左、右料带的拼接。
56.s8,根据左、右料带拼接尺寸,在一体化软件中做好焊接图形,设定qcw激光器参数为激光功率120w、激光脉宽1~5ms、频率1~30hz、激光次数1~10遍、调节振镜使激光速度为30~200mm/s。
57.s9,触发激光,在红外激光辐射作用下对左、右料带进行激光加工,实现有色金属料带的高质量精细微焊接。
58.s10,关闭激光,料带冷却,形成焊点,激光发射过程中二维工作台保持静止状态。焊点表面无飞溅,焊点大小一致如图2和图3所示。
59.如果料带是多条,移动二维工作台平台重复以上动作。
60.本领域技术人员容易理解,以上仅为本发明的较佳实施例而已,并不以限制本发明,凡在本发明的精神和原则下所做的任何修改、组合、替换、改进等均包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。