1.本发明属于智能加工制造技术领域,具体涉及一种汽车轮毂单元轴承座的自动化生产线。
背景技术:
2.汽车轮毂单元的作用是承重和为轮毂的转动提供精确引导,既承受轴向载荷又承受径向载荷,例如,公开号为cn214727905u的专利文献公开的汽车轮毂单元。汽车轮毂单元的构成部件,尤其是汽车轮毂单元轴承座(又称法兰外圈或外圈),作为主体承压部件,其加工精度是保证安全使用的关键。
3.现有技术中,例如,公开号为cn114393221a的专利文献公开的一种全自动数控轮毂轴承单元总成成品复合数控车床,其对轮毂轴承单元总成成品后增加一道工序,采用轮毂轴承单元总成成品复合数控车床对内法兰盘轴向端面,径向外圆进行车削,可以保证轮毂轴承单元总成轴向跳动、径向跳动都在产品设计参数范围内,其未在成品加工时保证产品精度,反而需要对成品进行再加工,使得加工工序复杂化。
4.再如,公告号为cn111958329b的专利文献公开的运用于高精度易组装的轮毂单元磨削工艺,其采用的磨削设备仅能实现轴向方向的加工,若要进行径向方向的孔加工,则需要转移至其他加工设备上重新夹持进行孔加工,由于重新夹持容易造成成品加工的精度下降,且加工效率低。
技术实现要素:
5.基于现有技术中存在的上述缺点和不足,本发明的目的之一是至少解决现有技术中存在的上述问题之一或多个,换言之,本发明的目的之一是提供满足前述需求之一或多个的一种汽车轮毂单元轴承座的自动化生产线。
6.为了达到上述发明目的,本发明采用以下技术方案:一种汽车轮毂单元轴承座的自动化生产线,包括料机、中转机器人、粗加工车床和精加工中心,料机、粗加工车床和精加工中心沿中转机器人的周向分布;料机用于毛坯的装载并输送至目标区域,中转机器人用于夹取目标区域的毛坯并输送至粗加工车床,粗加工车床用于对毛坯进行粗加工,中转机器人还用于夹取粗加工得到的半成品并输送至精加工中心,精加工中心用于对半成品进行轴向、径向的精加工以及径向的进油孔加工,得到汽车轮毂单元轴承座;其中,精加工中心包括刀库、换刀机构和加工主轴,刀库内设有数种所需刀具,换刀机构用于将刀库内的刀具装卸至加工主轴,精加工中心还包括xy平面移动平台和设于xy平面移动平台上的翻转架,翻转架上设有可90
°
翻转配合于翻转架的第一夹具,xy平面移动平台用于驱动第一夹具夹持的半成品活动至目标加工位置,以通过加工主轴上的刀具对半成品进行轴向加工或翻转之后的径向加工。
7.作为优选方案,所述毛坯为中空圆台结构,沿其轴向依次包括外缘段、第一内凹
段、第二内凹段和第三内凹段,外缘段、第一内凹段、第二内凹段、第三内凹段的外径依次减小,外缘段、第一内凹段及第二内凹段的部分的内径相等,第二内凹段的剩余部分的内径面与第三内凹段的部分的内径面构成第一锥面滚道,且第二内凹段的剩余部分的最小内径与第三内凹段的部分的最大内径相等;第三内凹段的剩余部分的内径面具有油封环槽。
8.作为优选方案,所述汽车轮毂单元轴承座包括由毛坯的外缘段加工得到的配合端、第一内凹段加工得到的外缘部及其外侧的固定凸耳、第二内凹段和第三内凹段,配合端的外径面为锥面结构,且配合端的端口处的外径最小,配合端的内径面成型为第二锥面滚道,第一锥面滚道与第二锥面滚道互为对称,且第一锥面滚道与第二锥面滚道之间成型为储油槽;外缘部的外径大于第二内凹段的外径,第二内凹段的外径大于配合端的最大外径;其中,进油孔成型于外缘部,且沿径向贯通至储油槽。
9.作为优选方案,所述料机包括机架和设于机架之上的驱动机构、直线导轨和料盘,驱动机构与直线导轨的滑块驱动连接,滑块与料盘联动连接,料盘具有阵列分布的放置位,放置位用于毛坯的放置;驱动机构用于驱动料盘运动,以将毛坯输送至目标区域。
10.作为优选方案,所述中转机器人为六轴机械手,六轴机械手的自由端设有可360
°
旋转的立方体机箱;其中,机箱的右侧面与六轴机械手的自由端连接,六轴机械手控制机箱竖向360
°
旋转,以切换机箱的前侧面、后侧面或底面朝下;机箱的前侧面、后侧面分别设有夹持件;机箱的底面设有摄像头,用于视觉识别料盘上的毛坯。
11.作为优选方案,所述摄像头设于机箱之内,所述机箱的底面开口并设有盖板,盖板与开合驱动机构连接,开合驱动机构用于驱动盖板打开或关闭机箱的底面开口。
12.作为优选方案,所述粗加工车床包括床架和设于床架内的转台、第二夹具、30
°
倾角xy平面移动平台、刀塔和安装于刀塔的若干刀头,转台的轴向与x轴向平行,第二夹具与转台联动连接,第二夹具用于夹持毛坯;30
°
倾角xy平面移动平台的y轴向的倾角为30
°
,30
°
倾角xy平面移动平台用于驱动刀塔活动,以通过刀头对毛坯进行外缘段、储油槽及第二锥面滚道的加工。
13.作为优选方案,所述床架上安装有转动臂和设于转动臂自由端的断刀检测器,转动臂转动配合于床架;当转动臂转动至目标检测位置时,30
°
倾角xy平面移动平台驱动刀头活动至接触断刀检测器,通过刀头的活动距离判断刀头是否异常;其中,断刀检测器为压力传感器或行程开关。
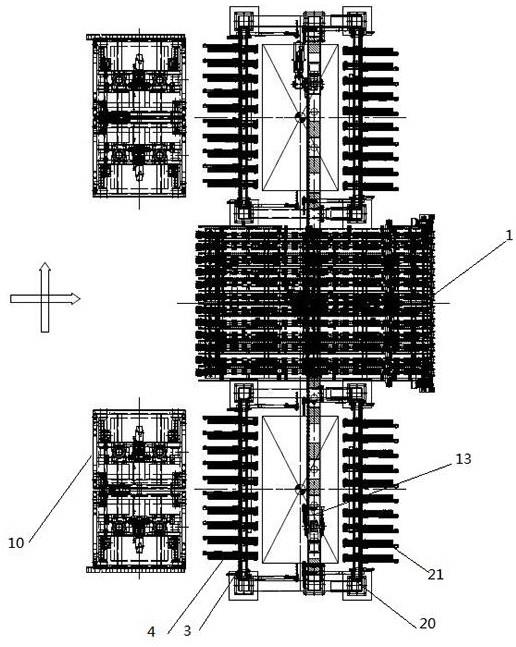
14.作为优选方案,所述换刀机构为油压换刀机构、气压换刀机构或凸轮式换刀机构。
15.作为优选方案,所述xy平面移动平台上设有对刀仪,对刀仪用于对刀具进行z轴对刀,还通过刀具在z轴方向的活动距离判断刀具是否异常。
16.本发明与现有技术相比,有益效果是:(1)本发明的汽车轮毂单元轴承座的自动化生产线,通过中转机器人实现毛坯及半成品在料机、粗加工车床、精加工中心之间有序流转,实现汽车轮毂单元轴承座的自动化加工,提升批量加工的效率。另外,精加工中心的xy平面移动平台上设计的翻转架,利用夹具翻转配合于翻转架,无需更换加工设备,也无需重新夹持,即可实现半成品的轴向和径向加工。
17.(2)本发明的汽车轮毂单元轴承座的双锥面滚道设计,滚道的锥面设计便于与圆锥滚子相适配,有效提升了汽车轮毂单元的刚性,且承载能力强、可靠性高。另外,进油孔的径向设计,保证整体结构的对称性和结构强度。而且,双锥面滚道之间的储油槽设计,充分保证圆锥滚子的长效润滑。
18.(3)本发明的料机实现批量毛坯的自动化进料,提升后续毛坯加工的效率。
19.(4)本发明的中转机器人的机箱、双夹持件以及摄像头的设计,实现视觉识别毛坯并控制夹持件夹持,保证毛坯的有效夹持。另外,摄像头的内置设计以及盖板设计,实现摄像头的有效保护。
20.(5)本发明的粗加工车床的30
°
倾角xy平面移动平台设计,实现刀头对滚道以及储油槽的锥面加工以及加工点位的调整。
21.(6)本发明的断刀检测器以及对刀仪,能够分别对刀头和刀具是否异常进行判断,有效保证加工的精度,降低废品率。
附图说明
22.图1是本发明实施例1的汽车轮毂单元轴承座的自动化生产线的构架示意图;图2是本发明实施例1的毛坯的半剖视图;图3是本发明实施例1的半成品的半剖视图;图4是本发明实施例1的汽车轮毂单元轴承座的结构示意图;图5是本发明实施例1的料机的结构示意图;图6是本发明实施例1的中转机器人的结构示意图;图7是本发明实施例1的机箱的结构示意图;图8是本发明实施例1的粗加工车床的结构示意图;图9是本发明实施例1的刀塔及30
°
倾角xy平面移动平台的结构示意图;图10是本发明实施例1的断刀检测的结构示意图;图11是本发明实施例1的精加工中心的结构示意图;图12是图11的a-a部剖视图;图13是本发明实施例1的刀库及换刀机构的结构示意图;图14是本发明实施例1的翻转架及夹具的结构示意图。
具体实施方式
23.为了更清楚地说明本发明实施例,下面将对照附图说明本发明的具体实施方式。显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图,并获得其他的实施方式。
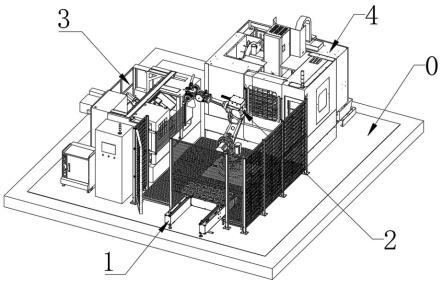
24.实施例1:如图1所示,本实施例的汽车轮毂单元轴承座的自动化生产线,包括基台0和安装于基台0之上的料机1、中转机器人2、粗加工车床3和精加工中心4,料机1、粗加工车床3和精加工中心4沿中转机器人2的周向分布,具体地,料机1位于中转机器人2的前侧,粗加工车床3位于中转机器人2的左侧,精加工中心4位于中转机器人2的后侧。其中,料机1用于毛坯i的
装载并输送至目标区域,中转机器人2用于夹取目标区域的毛坯i并输送至粗加工车床3,粗加工车床3用于对毛坯i进行粗加工得到半成品ii,中转机器人2还用于夹取粗加工得到的半成品ii并输送至精加工中心4,精加工中心4用于对半成品ii进行轴向、径向的精加工以及径向的进油孔k加工,得到汽车轮毂单元轴承座iii。
25.具体地,本实施例的汽车轮毂单元轴承座的自动化生产线的待加工毛坯为中空圆台结构。具体地,如图2所示,待加工毛坯i沿其轴向依次包括外缘段i-1、第一内凹段i-2、第二内凹段i-3和第三内凹段i-4,外缘段i-1、第一内凹段i-2、第二内凹段i-3、第三内凹段i-4的外径依次减小,从而构成台阶结构。其中,外缘段i-1、第一内凹段i-2及第二内凹段i-3的部分的内径相等,第二内凹段i-3的剩余部分的内径面与第三内凹段i-4的部分的内径面构成第一锥面滚道i-5,且第二内凹段i-3的剩余部分的最小内径与第三内凹段i-4的部分的最大内径相等,即第一锥面滚道i-5沿左至右的轴向方向是内缩的锥面结构;第三内凹段i-4的剩余部分的内径面具有油封环槽i-6。
26.如图3所示,本实施例的半成品ii在待加工毛坯i的基础上加工得到,具体包括毛坯的外缘段i-1加工得到的配合端ii-1,配合端ii-1的外径面为锥面结构,且配合端ii-1的端口处的外径最小,即配合端ii-1沿左至右的轴向方向是内缩的锥面结构;还包括配合端ii-1的内径面成型的第二锥面滚道ii-2和油封环槽ii-3,第一锥面滚道i-5与第二锥面滚道ii-2互为对称,用于与双列圆锥滚子配合。另外,第一锥面滚道i-5与第二锥面滚道ii-2之间成型为储油槽ii-3,储油槽ii-3沿轴向为非对称结构,有利于提升润滑效果以及长效性。其中,储油槽ii-3为直角槽型结构。
27.如图4所示,本实施例的汽车轮毂单元轴承座iii(即成品)包括由毛坯的外缘段加工得到的配合端(即半成品的配合端ii-1)、第一内凹段加工得到的外缘部iii-1及其外侧的固定凸耳(包括顶部的间隔且对称分布的两个竖向凸耳iii-2和底部的两侧对称分布的斜向凸耳iii-3)、第二内凹段(即毛坯的第二内凹段i-3)和第三内凹段(即毛坯的第三内凹段i-4);上述外缘部iii-1的外径大于第二内凹段的外径,第二内凹段的外径大于配合端的最大外径。另外,进油孔iii-4成型于外缘部的顶部,且沿径向贯通至储油槽ii-3内,实现润滑油的供给。进油孔iii-4的周边区域加工为平面,提升进油附件对接的便利性和密封性。上述竖向凸耳iii-2及斜向凸耳iii-3均沿轴向加工有安装固定孔,便于汽车轮毂单元轴承座的固定安装。
28.如图5所示,本实施例的料机1包括机架11和设于机架11之上的驱动机构12、直线导轨13和料盘14,驱动机构12与直线导轨13的滑块130驱动连接,滑块130与料盘14联动连接,料盘14具有阵列分布的放置孔位140,放置孔位140用于毛坯i的放置;驱动机构12用于驱动料盘14运动,以将毛坯i输送至目标区域。具体地,驱动机构12采用电机与两组皮带轮传动机构的组合,即电机通过同一传动轴同步驱动两组皮带轮传动机构的主动轮,皮带轮传动机构的传动带与滑块130固定连接,从而实现滑块的驱动;上述电机同步传动两组皮带轮传动机构的具体构造可以参考现有技术,在此不赘述。另外,机架11上对应于料盘14的活动行程的两端分别设有行程开关15,相应地,料盘14上设有触发件,当料盘活动至第一目标位置,触发件碰撞行程开关以控制控制电机停机,从而保证毛坯i输送至目标区域;当料盘活动至第二目标位置,触发件碰撞另一行程开关以控制控制电机停机,从而使料盘14输送至上料位置,进行毛坯的上料。
29.如图6和图7所示,本实施例的中转机器人2为六轴机械手,六轴机械手的自由端设有可360
°
旋转的立方体形状的机箱5。本实施例的机箱5的右侧面与六轴机械手的自由端连接,六轴机械手控制机箱5在竖向上可360
°
旋转,以切换机箱5的前侧面、后侧面或底面朝下;机箱5的前侧面、后侧面分别设有夹持件6,夹持件6采用现有机器手常用的气爪夹持。另外,机箱5的底面设有摄像头7,用于视觉识别料盘上的毛坯。其中,摄像头7位于机箱5之内,机箱5的底面开口并设有盖板8,盖板8与开合驱动机构连接,开合驱动机构用于驱动盖板8打开或关闭机箱5的底面开口,实现摄像头的防护。具体地,开合驱动机构包括驱动气缸91、转接弯头92和传动方轴93,驱动气缸91的固定端铰接于机箱5,驱动气缸91的驱动端与转接弯头92的一端铰接,转接弯头92的另一端与传动方轴93同步转动连接,传动方轴93与盖板8同步转动连接,通过驱动气缸91的驱动端的驱动,实现盖板8的打开或关闭。
30.如图8和图9所示,本实施例的粗加工车床3包括床架31和安装于床架31内的转台32、工件夹具33、30
°
倾角xy平面移动平台34、刀塔35,刀塔35上安装有若干刀头,包括但不限于外圆粗车刀、u钻、内孔粗车刀、外圆精车刀、内孔精镗刀及3mm割槽刀。其中,转台31的轴向与x轴向平行,工件夹具33与转台31联动连接,工件夹具33用于夹持毛坯i;30
°
倾角xy平面移动平台的y轴向的倾角为30
°
,30
°
倾角xy平面移动平台用于驱动刀塔35沿x轴向以及沿y轴向倾斜30
°
的方向活动,以通过各种类型的刀头对毛坯i进行外缘段、储油槽及第二锥面滚道的加工,得到半成品。本实施例的30
°
倾角xy平面移动平台的设计,与刀头协同配合,实现锥面的加工。
31.如图8和图10所示,本实施例的床架31内邻近于转台32的位置安装有转动臂36和设于转动臂36自由端的断刀检测器37,转动臂36转动配合于床架31;当驱动电机38驱动转动臂36转动至目标检测位置(即位于工件夹具33与刀头之间的定位位置)时,30
°
倾角xy平面移动平台34驱动刀头活动至接触断刀检测器37,通过刀头的活动距离(具体指的是x轴的轴向行程距离)判断刀头是否异常(例如断裂、磨损严重等)。其中,转动臂36为l型结构。
32.如图11至图14所示,本实施例的精加工中心4包括机壳41和安装于机壳41内的刀库42、换刀机构43、加工主轴44、xy平面移动平台45、翻转架46和夹具47。其中,刀库42内设有数种所需刀具,包括但不限于立铣刀、倒角刀、合金钻、锪孔刀、丝攻、反倒角刀等;换刀机构43用于将刀库42内的刀具装卸至加工主轴44的夹持端,换刀机构43可采用油压换刀机构、气压换刀机构或凸轮式换刀机构,具体根据实际应用需求进行选择。上述刀库以及换刀机构的结构可以参考现有的刀库系统,在此不赘述。
33.本实施例的翻转架46安装在xy平面移动平台45上,翻转架46上设有可90
°
翻转配合于翻转架46的夹具座和夹具47,夹具座和夹具47的前后翻转可通过电机转动驱动。本实施例的xy平面移动平台45用于驱动夹具47夹持的半成品活动至目标加工位置,以通过加工主轴44上的刀具对半成品进行轴向加工或翻转之后的径向加工,具体为固定凸耳的加工、固定凸耳的安装固定孔的加工以及进油孔的加工;实现依次一次装夹多面加工,减少工序的同时保证了加工精度。
34.另外,本实施例的xy平面移动平台45上还设有对刀仪48,对刀仪48用于对刀具进行z轴对刀,还通过刀具在z轴方向的活动距离判断刀具是否异常。具体地,其中,xy平面移动平台驱动刀具在z轴方向活动以触发对刀仪48产生触发信号,xy平面移动平台停止驱动,此时记录刀具沿z轴的轴向行程距离是否与设定标准距离匹配;若是,则表示刀具正常;若
不匹配,则表示刀具异常,需要停机检查,更换刀具。
35.上述xy平面移动平台均为现有常见的驱动平台结构,具体结构在此不赘述。
36.实施例2:本实施例的汽车轮毂单元轴承座的自动化生产线与实施例1的不同之处在于:料机的驱动机构还可采用链条传动机构,满足不同应用的需求;其他结构可以参考实施例1。
37.实施例3:本实施例的汽车轮毂单元轴承座的自动化生产线与实施例1的不同之处在于:省略视觉识别的摄像头的设置,满足不同应用的需求;其他结构可以参考实施例1。
38.以上所述仅是对本发明的优选实施例及原理进行了详细说明,对本领域的普通技术人员而言,依据本发明提供的思想,在具体实施方式上会有改变之处,而这些改变也应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。