1.本技术方案涉及一种治具摆料设备,具体涉及一种铝壳全自动上挂机。
背景技术:
2.铝壳是螺口泵的外部装饰件,其结构呈空心圆筒状,在冲压成型后,需要进行电镀加工,从而具有外部光泽的美观性。电镀加工,需要将铝壳放置在挂具上,有电镀线进行电镀操作。
3.铝壳的挂具,采用v夹来对空心圆筒状的铝壳进行内撑式夹紧定位。在将铝壳工件摆放在挂具上时,需要首先将挂具上的v夹抱紧,使v夹内缩翻折,从而可将铝壳放置在v夹上。
4.现有技术如专利号为:202211143913.x,公告号为:cn115369469a,名称为《一种电镀件全自动上挂装置及定位方法》的中国发明专利申请,记载了以下技术方案:“一种电镀件全自动上挂装置,装置包括挂具固定机构、上挂机械手和上料排序模块,挂具固定机构的正前方设有上挂机械手,上挂机械手的侧面设有上料排序模块。挂具固定机构包括固定架、挂具固定气缸组、固定底座和固定机构推进气缸,固定架通过导轨滑块滑动连接在固定底座上,固定机构推进气缸固定设置在固定底座上,其输出轴连接在固定架上,固定架上设有挂具固定气缸组,上挂机械手包括六轴机器人和机械夹具,机械夹具设置在六轴机器人上。上料排序模块包括工作台、上料模块、旋转工作台、六轴机械手、视觉相机模块和定位夹具,工作台上设有上料模块和旋转工作台;旋转工作台设置在上料模块侧边,工作台上设有旋转电机,其输出轴连接旋转工作台,旋转工作台为圆环型,其圆孔处还设有固定台,固定台设置在工作台上,固定台上设有六轴机械手,六轴机械手上设有视觉相机模块和定位夹具”。
5.上述方案通过上挂机器人,即六轴机械手驱动夹具,实现电镀产品在挂具上的放置。此方案虽然可以实现电镀产品的上挂,但是夹具每次仅可夹持一个或者两个电镀产品,即上挂机器人每次旋转、升降动作,仅可实现一个或者两个电镀产品摆放在挂具上。这种方式会导致上挂速度较慢,完成一个挂具的全部摆料,需要上挂机器人多次往返动作,需要较长的时间,故严重制约生产效率。
技术实现要素:
6.本技术方案的目的是:
7.设计一种铝壳全自动上挂机,可自动地实现挂具的传送,并且将待进行电镀加工的铝壳工件摆放在挂具的v夹上;相比于六轴机器人的行程较短,并且每次均为整排式上料,加快上料速度,缩短上挂操作所需时间。
8.为了实现上述目的,本技术方案提供如下的技术方案:
9.一种铝壳全自动上挂机,包括机架、振动上料盘、挂具前滑架和挂具后滑架;还包括上料机构、升降摆料机构、抱夹机构、挂具平移机构以及挂具定位机构;所述上料机构、升
降摆料机构、抱夹机构以及挂具平移机构均位于机架上端面,所述振动上料盘通过上料机构与升降摆料机构连接,所述升降摆料机构位于挂具前滑架和挂具后滑架之间,所述抱夹机构位于升降摆料机构的下方;所述挂具平移机构位于挂具后滑架的两侧,并且挂具定位机构位于挂具平移机构上。
10.进一步的,所述升降摆料机构包括龙门架、升降架、隔料块以及活动块;所述龙门架位于机架上,所述升降架与龙门架上的导轨活动连接;所述龙门架顶部竖向设置有升降气缸,所述升降气缸的活塞杆与升降架连接。
11.进一步的,所述隔料块呈直线阵列状布置在升降架侧面底部,所述活动块位于相邻的隔料块之间;所述升降架底部设置有呈直线阵列状布置的通槽,所述通槽与活动块一一对应并且通槽位于活动块的下方。
12.进一步的,所述活动块上设置有垫片,所述垫片上设置有下弹簧,并且竖向设置的下弹簧的顶部与升降架顶部连接;所述龙门架顶部设置有上弹簧,竖向设置的上弹簧底部与升降架连接。
13.进一步的,所述上料机构包括上料腔和导向滑道,所述振动上料盘的供料道与上料腔连接,所述导向滑道的入料端与上料腔的出料端连接,并且导向滑道的出料端与升降架上的隔料块位置相对应。
14.进一步的,所述抱夹机构包括第一夹紧气缸、第一夹板、第二夹紧气缸以及第二夹板;所述第一夹紧气缸和第二夹紧气缸对向设置于机架上的支座两侧,所述第一夹板与第一夹紧气缸的活塞杆连接,所述第二夹板与第二夹紧气缸的活塞杆连接。
15.进一步的,所述挂具平移机构包括长程气缸、第一滑块以及第二滑块;所述第一滑块和第二滑块均可活动地设置在滑轨上,所述滑轨与长程气缸均位于机架上端的基架顶部,并且长程气缸的活塞杆与第一滑块连接。
16.进一步的,所述挂具定位机构具体位于第二滑块上;所述挂具定位机构包括定位气缸、固定块、插舌以及翻转夹块,所述定位气缸、固定块均位于第二滑块顶端面,所述插舌可活动地设置在固定块上,并且插舌与定位气缸的活塞杆连接。
17.进一步的,所述插舌的末端设置有对称斜楔面结构,所述翻转夹块成对设置并且与固定块铰接,所述插舌的斜楔面结构与翻转夹块的位置相对应;所述翻转夹块朝向挂具前滑架的内侧。
18.本技术方案的有益效果为:
19.一种铝壳全自动上挂机,通过设计振动上料盘、挂具前滑架、挂具后滑架、上料机构、升降摆料机构、抱夹机构、挂具平移机构以及挂具定位机构的综合使用,挂具平移机构和挂具定位机构可自动地实现挂具的传送,抱夹机构可对挂具上的v夹进行抱紧,升降摆料机构将待进行电镀加工的铝壳工件摆放在挂具的v夹上;上述机构的动作行程相比于六轴机器人的行程较短,并且升降摆料机构每次均为整排式上料,即一次上料动作实现挂具上一整排的v夹上料,可加快上料速度,缩短上挂操作所需时间,从而提升生产效率。
附图说明
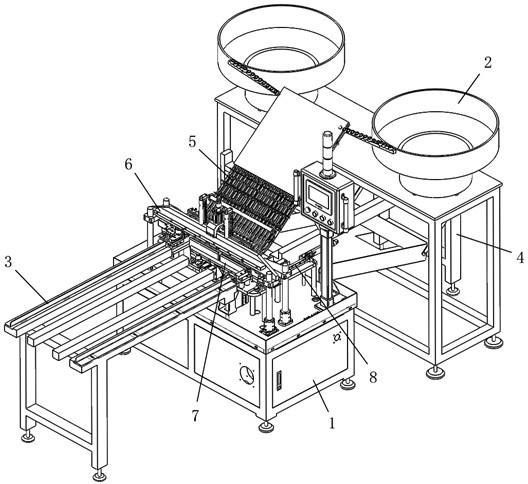
20.图1为本技术方案一种铝壳全自动上挂机的整机设备示意图。
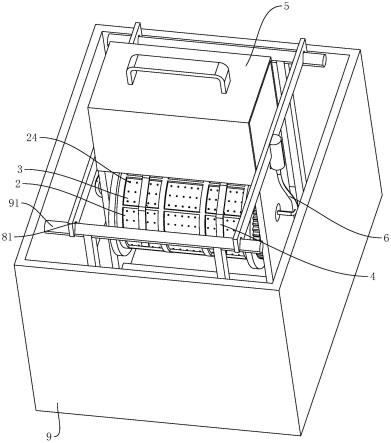
21.图2为本技术方案一种铝壳全自动上挂机的中段部分示意图。
22.图3为图2所示结构的部分机构示意图。
23.图4为本技术方案一种铝壳全自动上挂机的升降摆料机构示意图。
24.图5为图4所示结构的部分机构示意图。
25.图6为本技术方案一种铝壳全自动上挂机的抱夹机构示意图。
26.图7为本技术方案一种铝壳全自动上挂机的挂具平移机构和挂具定位机构示意图。
27.图8为本技术方案一种铝壳全自动上挂机的挂具定位机构示意图。
28.图9为本技术方案一种铝壳全自动上挂机的挂具与挂具平移机构的相对位置示意图。
29.图10为本技术方案一种铝壳全自动上挂机的挂具与抱夹机构的相对位置示意图。
30.附图中部件标号:
31.1、机架;2、振动上料盘;3、挂具前滑架;4、挂具后滑架;5、上料机构;51、上料腔;52、导向滑道;
32.6、升降摆料机构;61、龙门架;62、升降架;63、升降气缸;64、隔料块;65、活动块;66、垫片;67、下弹簧;68、上弹簧;
33.7、抱夹机构;71、支座;72、第一夹紧气缸;73、第一夹板;74、第二夹紧气缸;75、第二夹板;
34.8、挂具平移机构;81、长程气缸;82、滑轨;83、第一滑块;84、短程气缸;85、第二滑块;
35.9、挂具定位机构;91、定位气缸;92、固定块;93、插舌;94、翻转夹块;
36.10、挂具;11、v夹;12、铝壳工件。
具体实施方式
37.为了使本技术方案的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术方案的记载作进一步的详细说明。应当理解,此处所描述的具体实施方式以及相关的优选、举例,仅用以解释本技术方案,并不用于限定本技术方案。
38.参考附图1至图10,一种铝壳全自动上挂机,包括机架1、振动上料盘2、挂具前滑架3和挂具后滑架4,振动上料盘2用于铝壳工件12上料,挂具前滑架3和挂具后滑架4作为挂具10的移动通道;还包括上料机构5、升降摆料机构6、抱夹机构7、挂具平移机构8以及挂具定位机构9;上料机构5、升降摆料机构6、抱夹机构7以及挂具平移机构8均位于机架1上端面,振动上料盘2通过上料机构5与升降摆料机构6连接,振动上料盘2将铝壳工件12供入上料机构5,升降摆料机构6位于挂具前滑架3和挂具后滑架4之间,升降摆料机构6用于将铝壳工件12放置在挂具10上,抱夹机构7位于升降摆料机构6的下方,抱夹机构7用于对挂具10上的v夹11进行夹紧;挂具平移机构8位于挂具后滑架4的两侧,并且挂具定位机构9位于挂具平移机构8上,挂具平移机构8用于驱动挂具10沿挂具前滑架3和挂具后滑架4水平移动,挂具定位机构9用于夹紧挂具10的侧面,实现定位和拉动。
39.升降摆料机构6包括龙门架61、升降架62、隔料块64以及活动块65;龙门架61位于机架1上,升降架62与龙门架61上的导轨活动连接;龙门架61顶部竖向设置有升降气缸63,升降气缸63的活塞杆与升降架62连接,升降气缸63用于驱动升降架62上下升降移动。
40.隔料块64呈直线阵列状布置在升降架62侧面底部,相邻的隔料块64之间的区域即为铝壳工件12的定位位置,活动块65位于相邻的隔料块64之间;升降架62底部设置有呈直线阵列状布置的通槽,通槽与活动块65一一对应并且通槽位于活动块65的下方,通槽用于起让位作用,使挂具10上的v夹11可以自下而上插入升降架62上的铝壳工件12内部。
41.活动块65上设置有垫片66,垫片66上设置有下弹簧67,并且竖向设置的下弹簧67的顶部与升降架62顶部连接,活动块65和下弹簧67用于对未完全移动至升降架62内的铝壳工件12提供缓冲,避免强行移动压坏铝壳工件12;铝壳工件12如未完全进入升降架62内,则其位置处于升降架62与导向滑道52之间,升降气缸63驱动升降架62下降时,铝壳工件12卡住不动,活动块65相对于升降架62上移,下弹簧67被压缩,如图5所示;龙门架61顶部设置有上弹簧68,竖向设置的上弹簧68底部与升降架62连接,上弹簧68用于使升降架62复位。
42.上料机构5包括上料腔51和导向滑道52,振动上料盘2的供料道与上料腔51连接,上料腔51由两块平板组成,铝壳工件12可在两块平板之间平移,但不能翻转;导向滑道52的入料端与上料腔51的出料端连接,并且导向滑道52的出料端与升降架62上的隔料块64位置相对应,导向滑道52用于对铝壳工件12进行导向,使铝壳工件12精准地进入升降架62上的隔料块64之间的区域内。
43.抱夹机构7包括第一夹紧气缸72、第一夹板73、第二夹紧气缸74以及第二夹板75;第一夹紧气缸72和第二夹紧气缸74对向设置于机架1上的支座71两侧,第一夹板73与第一夹紧气缸72的活塞杆连接,第一夹紧气缸72用于驱动第一夹板73水平往复移动,第二夹板75与第二夹紧气缸74的活塞杆连接,第二夹紧气缸74用于驱动第二夹板75水平往复移动。
44.挂具平移机构8包括长程气缸81、第一滑块83以及第二滑块85;第一滑块83和第二滑块85均可活动地设置在滑轨82上,第一滑块83和第二滑块85均可在滑轨82上水平滑动,滑轨82与长程气缸81均位于机架1上端的基架顶部,并且长程气缸81的活塞杆与第一滑块83连接,长程气缸81用驱动第一滑块83沿滑轨82移动,实现挂具10从挂具前滑架3平移至挂具后滑架4上。
45.第二滑块85与短程气缸84的活塞杆连接,短程气缸84用于驱动第二滑块85沿滑轨82平移,实现挂具10的短行程传送,短行程的长度与挂具10上v夹11的排间距一致。
46.挂具定位机构9具体位于第二滑块85上,挂具定位机构9可松开或者夹紧挂具10;挂具定位机构9包括定位气缸91、固定块92、插舌93以及翻转夹块94,定位气缸91、固定块92均位于第二滑块85顶端面,插舌93可活动地设置在固定块92上,并且插舌93与定位气缸91的活塞杆连接,定位气缸91用于驱动插舌93水平往复移动。
47.插舌93的末端设置有对称斜楔面结构,翻转夹块94成对设置并且与固定块92铰接,插舌93的斜楔面结构与翻转夹块94的位置相对应,插舌93的斜楔面结构用于驱动翻转夹块94的翻转动作,对应实现翻转夹块94对挂具边缘处的夹紧和松开;翻转夹块94朝向挂具前滑架3的内侧,实现翻转夹块94对挂具10边缘处的夹紧和松开。
48.本技术方案的工作步骤为:
49.空的挂具10放置在挂具前滑架3上,挂具沿挂具前滑架3水平滑动;当滑动至特定位置时,此时挂具10上待摆料的一列v夹11,处于升降摆料机构6的升降架62的正下方;挂具定位机构9的定位气缸91的活塞杆缩回,插舌93回退,两个翻转夹块94夹紧挂具的边缘处,实现挂具在挂具前滑架3上的定位;
50.铝壳工件12从振动上料盘2中上料,进入至上料机构5的上料腔51中,并沿上料腔51的缝隙滑动,进入导向滑道52内,经过导向滑道52的导向,进入至升降摆料机构6的升降架62底部的隔料块64之间的位置处;
51.此时抱夹机构7整体上升,第一夹板73和第二夹板75分别处于待摆料的一列v夹11的两侧,第一夹紧气缸72和第二夹紧气缸74的活塞杆同时伸出,分别驱动第一夹板73和第二夹板75水平滑动,第一夹板73和第二夹板75相向移动,实现挂具10上v夹11的抱紧内缩,使v夹11的开口角度变小,为铝壳工件12的放入做准备;
52.随后升降气缸63驱动升降架62相对于龙门架61下降,铝壳工件12随升降架62一并下降;如铝壳工件12未完全进入升降架62,则在升降架62下移过程中,铝壳工件12会卡在导向滑道52的末端,活动块65接触铝壳工件12后停止,相对于升降架62位移,下弹簧67被压缩,避免强行压坏铝壳工件12;活动块65处于高位的姿态,如图5所示,此时上挂机会发声报警,工作人员将卡住的铝壳工件12取出,实现排障;
53.铝壳工件12随升降架62下降,直至挂具前滑架3上的挂具10的v夹11顶部插入至铝壳工件12内;随后第一夹紧气缸72和第二夹紧气缸74的活塞杆同时缩回,第一夹板73和第二夹板75反向移动,松开挂具10的v夹11;此时v夹11在弹性作用下,撑紧铝壳工件12的内壁,实现铝壳工件12的定位装夹;
54.然后挂具平移机构8的短程气缸84的活塞杆缩回,驱动第二滑块85与挂具定位机构9朝向挂具后滑架4平移一个工位,使挂具10的下一排的v夹11对准升降架62的底部,以便进行挂具10的下一排的v夹11上料操作;
55.上述操作反复进行,直至完成挂具上所有的v夹11上料;此时长程气缸81的活塞杆缩回,驱动第一滑块83沿滑轨82平移,短程气缸84、第二滑块85一并随第一滑块83平移,挂具定位机构9可将挂具整体从挂具前滑架3上拉入挂具后滑架4内,实现挂具10的水平传送。
56.上述实施例用于对本技术方案作进一步的说明,但并不将本技术方案局限于这些具体实施方式。凡在本技术方案所记载的精神和原则之内所作的任何修改、等同替换、改进以及引申等,均应理解为在本技术方案的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。