弹性支撑件及具有其的电解槽
1.本技术是申请号为202110913284.3、名称为“弹性支撑件、电解槽、制造设备和制造方法”的专利申请的分案申请。
技术领域
2.本发明涉及电解槽领域,尤其涉及一种弹性支撑件以及具有该弹性支撑件的电解槽。
背景技术:
3.工业中常见的电解槽通常包括阳极室和阴极室。阳极室内设置有阳极结构,阴极室内设置有阴极结构,阳极结构、阴极结构分别位于离子交换膜的两侧并形成一定的极距。在离子膜电解槽中,阴极结构和阳极结构之间还设置有离子膜。
4.电解槽中的阳极结构与阴极结构之间的电极间距(极距)大小对于电解槽电压的影响较大。通过减小极距,可以使得电解槽电压降低,从而降低电能的消耗。在部分情况下,电解槽内的阴极结构和电解槽的槽体之间为非刚性连接,阴极结构能够通过具有弹性的支撑件安装在电解槽的槽体内,这样的设置既有利于调节极距,又避免了阴极结构可能对离子膜的刚性触碰造成损伤。
5.但是,已有的弹性支撑件存在一些不足,例如:弹性施力部分与阴极结构的接触不均匀,不利于电槽电压的降低,无法均匀支撑,这样还可能导致由于电解液波动而造成的离子膜等的损伤;弹性支撑件的相邻的施力部分之间通常缺少支撑,导致该位置的刚性相对其它部位差,从而同样不利于弹性支撑件与阴极结构的均匀接触。
6.因而需要提供一种弹性支撑件以及具有该弹性支撑件的电解槽,以至少部分地解决上述问题。
技术实现要素:
7.本发明的目的在于,提供一种弹性支撑件以及具有该弹性支撑件的电解槽,弹性支撑件具有较好的强度和稳定性,并能够对电解槽内的阴极组件提供稳定均匀的弹性支撑,以整体提升电解槽的使用性能。
8.根据本发明的一个方面,提供了一种用于电解槽的弹性支撑件,所述弹性支撑件被构造为在所述电解槽的槽体内支撑所述电解槽的阴极部件,所述弹性支撑件包括:
9.基板,所述基板为平板结构并和所述阴极部件之间存在间隔,所述基板上形成多个弹性区域部分,以使每一个所述弹性区域部分包括:
10.弹性片孔,所述弹性片孔的轮廓线在所述基板上封闭,并且所述轮廓线包括彼此平行的第一轮廓线和第二轮廓线;
11.第一排弹性片,所述第一排弹性片的每一个均从所述第一轮廓线朝向所述阴极部件并朝向所述第二轮廓线延伸;
12.第二排弹性片,所述第二排弹性片的每一个均从所述第二轮廓线朝向所述阴极部
件并朝向所述第一轮廓线延伸,
13.其中,所述第一排弹性片、所述第二排弹性片中的所有弹性片均和所述阴极部件弹性接触;
14.中间支撑脚,所述中间支撑脚形成在所述基板的和所述阴极部件背离的一侧并位于相邻的两个所述弹性区域部分之间,所述中间支撑脚固定地连接在所述基板和所述槽体的壁之间。
15.根据本方案,中间支撑脚的设置使得弹性支撑件具有较好的稳固性。并且由于弹性片孔的轮廓线在基板上封闭,弹性片孔没有从基板延伸至基板以外的边缘支撑脚、中间支撑脚上,使得弹性支撑件不会因为开设孔而丧失刚性和稳定性,也能够避免在使用过程中发生形变。
16.在一种实施方式中,所述第一排弹性片中的弹性片和所述第二排弹性片中的弹性片交替设置,在垂直于所述第一轮廓线和所述第二轮廓线的投影平面上,所述第一排弹性片和所述第二排弹性片呈x形相交。
17.根据本方案,弹性支撑件能够对电解槽内的阴极组件提供更有力、稳定均匀的弹性支撑。
18.在一种实施方式中,弹性区域部分通过冲压成形,弹性片孔为冲压孔;并且
19.所述中间支撑脚通过对所述基板的预定位置冲压而形成,以同时在所述基板上形成支撑脚冲压孔和所述中间支撑脚。
20.在一种实施方式中,所述弹性支撑件适用于槽体的所述壁上设置有筋板的电解槽,并且,所述弹性支撑件还包括从所述基板的边缘朝向所述槽体的所述壁弯折而形成的边缘支撑脚,以使所述筋板能够被扣合在所述边缘支撑脚的内侧。
21.根据上述两种方案,便于弹性支撑件在槽体内的稳固安装。
22.在一种实施方式中,所述基板为矩形,所述基板的沿其纵向方向延伸的第一纵向边缘和第二纵向边缘上各自设置有多个所述边缘支撑脚,并且,所述第一纵向边缘处的边缘支撑脚和所述第二纵向边缘处的边缘支撑脚在所述基板的横向方向上彼此错开。
23.在一种实施方式中,沿所述基板的在所述第一纵向边缘和所述第二纵向边缘上中的每一个的方向上,相邻的两个所述边缘支撑脚之间形成有沿所述基板所在的平面凹入的缺口部,并且
24.至少两个所述弹性支撑件共同用于同一所述电解槽,所述至少两个所述弹性件沿所述基板的横向方向排布,并使得在平行于所述基板的投影中,相邻的所述弹性支撑件的所述边缘支撑脚和所述缺口部相互嵌合。
25.根据上述两种方案,各个相邻的弹性支撑件的排布更加紧密、更加充分地利用槽体内的有限空间而对阴极组件提供更大面积的弹性支撑。
26.在一种实施方式中,每一个所述弹性片均包括和所述基板相连的直壁段和从所述直壁段的末端弯折的弧形段,所述弧形段用于弹性接触所述阴极部件。
27.在一种实施方式中,所述基板呈矩形,并且,所述多个弹性区域部分在所述基板上沿所述基板的纵向方向和横向方向呈阵列式排布,所述中间支撑脚为多个并分别设置在沿所述基板的横向方向彼此相邻的所述弹性区域部分之间。
28.在一种实施方式中,每一个所述弹性片冲压孔形成为和所述基板横纵方向一致的
矩形,并且,限定所述弹性片冲压孔的所述第一轮廓线和所述第二轮廓线为其纵向边缘,每一个所述弹性片形成为沿所述弹性片冲压孔的横向方向延伸的长条形结构。
29.根据上述两种方案,这样的弹性片更加灵活,具有较好的弹性。
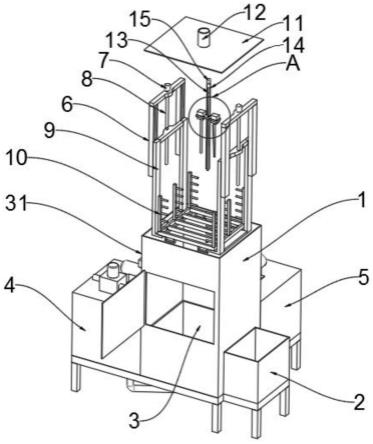
30.根据本发明的另一方面,提供了一种电解槽,所述电解槽包括槽体和设置在所述槽体内的阴极部件以及根据上述方案中任意一项所述的弹性支撑件。
31.在一种实施方式中,所述电解槽还包括阴极部件以及设置在所述阴极部件和所述阳极部件之间的离子膜。
附图说明
32.为了更好地理解本发明的上述及其他目的、特征、优点和功能,可以参考附图中所示的优选实施方式。附图中相同的附图标记指代相同的部件。本领域技术人员应该理解,附图旨在示意性地阐明本发明的优选实施方式,对本发明的范围没有任何限制作用,图中各个部件并非按比例绘制。
33.图1为根据本发明的一个优选实施方式的弹性支撑件的俯视示意图;
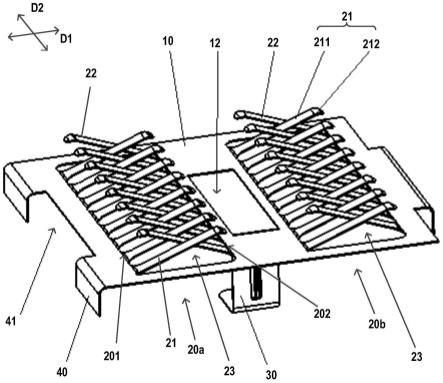
34.图2为图1中所示的弹性支撑件的部分结构的立体示意图;
35.图3为图2中的结构的正视示意图;
36.图4为两个图1中所示的弹性支撑件的组合状态下的俯视示意图;
37.图5为多个图1中所示的弹性支撑件在安装在电解槽的槽体内时的正视示意图;
38.图6为制造图1中的弹性支撑件的设备中的测量校准装置的结构示意图;
39.图7为制造图1中的弹性支撑件的方法的流程示意图。
40.附图标记:
41.100弹性支撑件
42.10基板
43.20弹性区域部分
44.20a第一弹性区域部分
45.20b第二弹性区域部分
46.30中间支撑脚
47.40边缘支撑脚
48.12支撑脚冲压孔
49.21第一排弹性片
50.221第一排弹性片的直壁段
51.222第一排弹性片的弧形段
52.22第二排弹性片
53.212第二排弹性片的直壁段
54.211第二排弹性片的弧形段
55.23弹性片冲压孔
56.201第一轮廓线
57.202第二轮廓线
58.41缺口部
59.400电解槽的底壁
60.401筋板
61.300测量校准装置
62.301顶部框架
63.302底部框架
64.303顶部电动推杆
65.304底部电动推杆
66.305顶部气囊
67.306底部气囊
68.307超声波振子
69.308超声波发生器
70.309测距装置
71.310螺栓
72.311定位基座
具体实施方式
73.现在参考附图,详细描述本发明的具体实施方式。这里所描述的仅仅是根据本发明的优选实施方式,本领域技术人员可以在所述优选实施方式的基础上想到能够实现本发明的其他方式,所述其他方式同样落入本发明的范围。
74.本发明提供了一种用于电解槽的弹性支撑件、具有该弹性支撑件的电解槽以及用于制造该弹性支撑件的制造设备和制造方法。其中,电解槽的槽体内设置有阴极部件、阳极部件,阴极部件例如被构造成阴极网,阳极部件例如被构造成阳极网。弹性支撑件安装在槽体内,并被定位在阴极部件的背离阳极部件的一侧并用于支撑阴极部件。
75.图1-图7示出了根据本发明的关于弹性支撑件的一些优选实施方式。首先需要说明的是,本发明所提到的方向、位置等描述,可以参考图1-图7所示的具体实施方式进行理解,并且各个方向、位置等应当被理解为是各部件之间的相对方向、相对位置,而非绝对方向、绝对位置。
76.首先参考图1-图2,弹性支撑件100包括基板10,基板10为平板结构并和阴极部件之间存在间隔,基板10的预定位置处被冲压而形成多个弹性区域部分20。参考图1,每一个弹性区域部分20包括弹性片冲压23、第一排弹性片21和第二排弹性片22,弹性片冲压孔23的轮廓线在基板10上封闭,并且轮廓线包括彼此平行的第一轮廓线201和第二轮廓线202。第一排弹性片21的每一个均从第一轮廓线201朝向阴极部件并朝向第二轮廓线202延伸,第二排弹性片22的每一个均从基板10的第二轮廓线202朝向阴极部件并朝向第一轮廓线201延伸,第一排弹性片21中的弹性片和第二排弹性片22中的弹性片交替设置。
77.可以理解,第一排弹性片21、第二排弹性片22在被加工出之前是构成基板10的板材的一部分,通过冲压工艺中的冲裁工艺加工出了弹性片,弹性片的原始在板材的位置便形成了弹性片冲压孔23;之后通过冲压工艺中的弯折工艺将弹性片弯折成形。
78.图2中以立体视角示出了一对在横向方向d1上相邻的弹性区域部分20——第一弹性区域部分20a和第二弹性区域部分20b,参考图2可以理解,第一排弹性片21、第二排弹性
片22中的所有弹性片均和阴极部件弹性接触,以对阴极部件提供均匀的弹性支撑。进一步地,基板10平行于阴极部件的和基板10相面对的表面,每一个所弹性片均弹性支撑阴极部件的该表面。
79.继续参考图1和图2,在本实施方式中,基板10为大致矩形,弹性片冲压孔23也为大致矩形。基板10和弹性片冲压孔23的横纵方向一致,其均具有沿横向方向d1延伸的一对边缘(即矩形的宽)和沿纵向方向d2延伸的一对边缘(即矩形的长),限定弹性片冲压孔23的第一轮廓线201和第二轮廓线202为弹性片冲压孔23的沿纵向方向d2延伸的边缘。优选地,多个弹性区域部分20在基板10上沿纵向方向d2和横向方向d1呈阵列式排布,中间支撑脚30为多个并分别设置在沿基板10的横向方向d1彼此相邻的弹性区域部分20之间。
80.为了方便描述,将垂直于基板10的方向称为高度方向d3,高度方向d3、横向方向d1、纵向方向d2在三维坐标系内正交。
81.弹性支撑件100上的弹性片的具体结构在图2和图3中示出。参考图2和图3,第一排弹性片21中的弹性片和第二排弹性片22中的弹性片的结构、形状均一致,第一排弹性片21中的每一个包括和基板10相连的直壁段221和从直壁段221的末端弯折的弧形段222,弧形段222用于弹性接触阴极部件;第二排弹性片22中的每一个包括和基板10相连的直壁段212和从直壁段212的末端弯折的弧形段211,弧形段211用于弹性接触阴极部件。第一排弹性片21和第二排弹性片22相对布置,每一个弹性片形成为沿横向方向d1并朝向电解槽的阳极组件伸出的长条形,第一排弹性片21和第二排弹性片22共同形成梳状结构,在如图3所示的正视图中,第一排弹性片21和第二排弹性片22的彼此交叉,形成x形。也就是说,在垂直于纵向方向d2的投影平面上,所述第一排弹性片21的投影和所述第二排弹性片22的投影呈x形相交。
82.优选地,对于每一个弹性区域部分20,相邻的两个弹性片之间在弹性片冲压孔23的纵向方向d2上存在间隙。在构成基板10的板材上加工弹性片时,可以首先使用冲压设备中的冲裁模冲裁出该间隙,之后再使用冲压设备中的弯折模将弹性片弯折成形。更优选地,在弯折之前,还可以对弹性片做减薄加宽处理,以使得弹性片的厚度小于基板10的厚度,这样的弹性片形成为软条形,其更加灵活,具有较好的弹性。
83.继续参考图3,弹性支撑件100还包括冲压成形的中间支撑脚30和边缘支撑脚40。中间支撑脚30形成在基板10的和阴极部件背离的一侧并位于相邻的两个弹性区域部分20之间,中间支撑脚30固定地连接在基板10和槽体的底壁之间。由于中间支撑脚30通过对基板10的预定位置冲压而形成,所以基板10上还同时形成有和中间支撑脚30相邻的支撑脚冲压孔12。
84.边缘支撑脚40从基板10的边缘朝向槽体的底壁弯折而形成。边缘支撑脚40用于和槽体内的筋板接合。具体地可参考图5,多个弹性支撑件100能够共同位于同一电解槽内,电解槽的槽体的底壁400上设置有朝向基板10延伸的筋板401,筋板401能够被扣合在边缘支撑脚40的内侧,以进一步实现弹性支撑件100相对于槽体的固定。参考图3和图5,边缘支撑脚40在高度方向d3上的尺寸小于中间支撑脚30在高度方向d3上的尺寸。
85.在本实施方式中,由于弹性片冲压孔23的轮廓线在基板10上封闭,弹性片冲压孔23没有从基板10延伸至基板10以外的边缘支撑脚40、中间支撑脚30上。这样的设置使得弹性支撑件100能够避免由于开设冲压孔而造成的刚性和稳定性降低,也能够避免在使用过
程中发生形变。
86.下面转回图1。优选地,基板10的沿其纵向方向d1延伸的两个纵向边缘(将其称为第一纵向边缘和第二纵向边缘)上各自设置有多个边缘支撑脚40,并且在每一个纵向边缘上,相邻的边缘支撑脚40之间具有沿基板10的延伸方向向内凹入的缺口部41。第一纵向边缘处的边缘支撑脚40和第二纵向边缘处的边缘支撑脚40在基板10的横向方向d1上彼此错开,从而使得在横向方向d1上:第一纵向边缘上的边缘支撑脚40和第二纵向边缘上的缺口部41对准;第一纵向边缘上的缺口部41和第二纵向边缘上的边缘支撑脚40对准。
87.边缘支撑脚40和缺口部41的这样的设置方式便于至少两个弹性支撑件100之间的彼此配合。如在前文中已经提到的,例如参考图5,至少两个弹性支撑件100可以共同用于同一电解槽内。两个相邻的弹性支撑件100的组合状态下的俯视图在图4中示出,在图4中,至少两个弹性支撑件100件沿基板10的横向方向d1排布,并使得在平行于基板10的投影平面中,相邻的弹性支撑件100的边缘支撑脚40和缺口部41相互嵌合。这样的设置使得各个相邻的弹性支撑件100的排布更加紧密、更加充分地利用槽体内的有限空间而对阴极组件提供更大面积的弹性支撑。
88.本实施方式中弹性区域部分是通过冲压形成的,弹性片孔为弹性片冲压孔。但在其他未示出的实施方式中,弹性区域部分也可由其他工艺成形。
89.另外,在其他未示出的实施方式中,弹性片也可以具有其他的各种设置。例如,作为“第一排弹性片和第二排弹性片交替设置”的替代,第一排弹性片和第二排弹性片可以在横向方向d1上一一对准地设置,在这种情况下,在垂直于纵向方向d2的投影平面上,第一排弹性片和第二排弹性片的投影可以共同形成“︿”形。
90.本发明的优选实施方式还提供了一种电解槽,该电解槽包括图1-图5中所示的弹性支撑件100。如前文所述,该电解槽还包括例如为阴极网的阴极部件、例如为阳极网的阳极部件,弹性支撑件100用于支撑阴极部件。
91.本实施方式中的电解槽可以为离子膜电解槽,电解槽内可以设置位于阴极部件和阳极部件之间的电解槽。
92.本发明还提供了一种用于制造例如图1-图5所示的弹性支撑件100的生产设备和生产方法。生产设备包括用于加工板材的冲压模,该冲压模包括用于在板材上加工出弹性片的第一冲压模系列、用于在板材上加工出中间支撑脚的第二冲压模系列和用于将板材的边缘的部分弯折以形成边缘支撑脚的边缘支撑脚冲压模。
93.其中,第一冲压模系列包括:被构造为用于在板材上冲压出弹性片之间的间隙的弹性片间隙冲压模,该冲压模例如为冲裁模;被构造为用于对弹性片减薄加宽的减薄加宽冲压模;被构造为用于使弹性片相对于板材的主体弯折成形的弹性片成形冲压模,该冲压模例如为弯折模;被构造为用于对弹性片的外形进行落料处理的落料冲压模。第一冲压模系列中的各个冲压模按上述顺序形成连续冲压的冲压级进模。
94.第二冲压模包括:用于在板材上冲压出中间支撑脚的形状轮廓的中间支撑脚冲压模,该冲压模例如为冲裁模;用于将中间支撑脚相对于板材的主体弯折成形的中间支撑脚弯折冲压模,该冲压模例如为弯折模。其中,用于在板材上加工出中间支撑脚的冲压模系列中的各个冲压模按上述顺序形成连续冲压的冲压级进模。
95.优选地,制造设备还包括在加工完成之后测量和校准弹性片的伸出高度的测量校
准装置300,测量校准装置300包括定位基座311、测距装置309、校准装置和控制模块。其中,定位基座311被构造为固定地支撑弹性支撑件100的基板10;测距装置309被构造为获取每一个弹性片(例如第一排弹性片21和第二排弹性片22)的远离基板10的末端(在图6中即为弹性片的弧形段的顶端)和一基准面之间在高度方向d3上的距离值,基准面为基板10所在的平面或平行于基板10;校准装置被配置为能够对弹性片提供垂直于基准面的作用力,即沿高度方向d3的作用力;控制模块被配置为和测距装置309、校准装置通信。
96.控制模块能够被集成在plc控制系统或mcu单片机控制系统中,并进一步被配置为:从测距装置309接收包含所述距离值的信号;判定所述距离值是否在预存的阈值范围内;若判定结果为否,则控制校准装置向弹性片提供对应的作用力,以调整弹性片相对于基板10的高度,从而校准弹性片和基准面之间的所述距离值;控制测距装置309和校准装置以使其重复上述测距、判定和校准步骤,直到获得的距离值落入阈值范围内。
97.具体地,在本实施方式中,校准装置还包括顶部框架301和底部框架302,其中定位基座311被构造为从底部框架302朝向顶部框架301伸出的直壁,以使得弹性支撑件100能够悬空地由直壁支撑。弹性支撑件100通过分别贯穿弹性片冲压孔23和支撑脚冲压孔12的螺栓310固定在底部框架302上。
98.测距装置309例如为红外测距装置或超声测距装置,设置在顶部框架301上并朝向底部框架302。在这样的实施方式中,基准面大致为测距装置309的发射头所在的平面,例如可以大致为顶部框架301的底表面。但在其他未示出的实施方式中,测距装置可以安装在底部框架上并位于弹性片的弧形段的下方,测距装置向上发出红外或超声信号,在这样的实施方式中,基准面例如可以为基板所在的平面或可以为底部框架的顶表面。
99.校准装置包括顶部电动推杆303和底部电动推杆304。顶部电动推杆303从顶部框架301朝向弹性片伸出,以直接或间接地对弹性片施力。底部电动推杆304从底部框架302朝向弹性片伸出,以直接或间接地对弹性片施力。在本实施方式中,顶部电动推杆303和底部电动推杆304通过气囊间接地对弹性片施力,但在其他未示出的实施方式中,顶部电动推杆303和底部电动推杆304的各自的末端可直接作用于弹性片。
100.回到本实施方式,顶部电动推杆303的末端设置有顶部气囊305,顶部气囊305抵靠弹性片的顶表面以直接地对弹性片施力;底部电动推杆304的末端设置有底部气囊306,底部气囊306抵靠弹性片的底表面以直接地对弹性片施力。在这样的实施方式中,顶部气囊305和底部气囊306用于调节弹性片的伸出的高度,而顶部电动推杆303和底部电动推杆304用于调节气囊的位置。具体地,顶部电动推杆303被构造为能够沿高度方向d3伸缩以用于调节顶部气囊305的初始位置;底部电动推杆304被构造为能够沿高度方向d3伸缩以用于调节底部气囊306的初始位置;顶部气囊305和底部气囊306被构造为能够通过改变气囊压力来调节距离值(即调节弹性片伸出的高度)。为了保证准确测距,在测距步骤中顶部气囊305和底部气囊306和弹性片脱离接触。当然,顶部电动推杆303和底部电动推杆304也能够直接用于调节弹性片的高度。
101.优选地,顶部气囊305和底部气囊306的设置位置为弹性片的和基板10相连的位置,也就是说校准装置在该位置处对弹性片施力。根据杠杆原理,可知对于弹性片的悬臂式结构来说,弹性片的靠近基板10的位置处力臂较小,因而在此处施力不容易导致弹性片大幅抬高或大幅降低,有利于对弹性片的高度的精准调节。
102.同样优选地,作用在同一个弹性片上的顶部气囊305和底部气囊306在横向方向d1上略微错开,这样的设置可以避免顶部气囊305和底部气囊306相互干涉,以提升调节的灵活性和有效性。
103.进一步地,设备包括超声波发生器308,超声波发送器通过超声波振子307和顶部气囊305、底部气囊306相连,超声波发生器308被配置为通过顶部气囊305、底部气囊306对弹性片进行振动校正。顶部气囊305和底部气囊306分别通过气动管路连接压缩空气源,气动管路上从加压气囊到压缩空气源的方向依次设置有电动放气阀、电动截止阀和电动调压阀,电动放气阀、电动截止阀和电动调压阀也均和控制模块通信。
104.测距装置309、顶部电动推杆303、底部电动推杆304、顶部气囊305、底部气囊306等装置均为多个,并分别在顶部框架301、底部框架302上呈阵列式排列,以和各个弹性片一一对应。
105.本发明的优选实施方式还提供了一种制造如图1-图5中所示的弹性支撑件100的方法,该方法可以通过上述的制造设备实现。参考图7,该方法包括加工步骤s1,加工步骤s1又包括如下步骤:选取平板形式的板材;在板材上通过冲压模中的冲裁模加工出弹性片,采用平面冲头对弹性片进行减薄加宽,并使用冲压模中的弯折模将弹性片相对于板材的主体弯折成形,对弹性片的外形进行落料处理;在板材上通过冲压工艺形成中间支撑脚,并将中间支撑脚相对于板材的主体弯折成形;在板材的边缘弯折形成边缘支撑脚。板材的主体构成弹性支撑件的基板。本发明通过冲压工艺在一个板材上加工出完整的弹性支撑件,该制造工艺高效便捷,且加工出的弹性支撑件具有良好的稳定性。
106.继续参考图7,该方法还进一步包括在加工出弹性支撑件100的步骤s1之后的检测校正步骤s2,检测校正步骤s2可以由6中所示的检测校正装置300实现。检测校正步骤s2包括:
107.步骤s21:获取每一个弹性片的远离基板10的末端和一基准面之间的在垂直于基准面的方向上的距离值,基准面为基板10所在的平面或平行于基板10的平面。该步骤例如可以通过图6中的测距装置309实现,测距装置309在测距之后将包含测距结果的信号发送至控制模块。
108.步骤s22:判定距离值是否在阈值范围内,该判定在控制模块中实现。
109.若判定结果为是(y),则制造结束;若判定结果为否(n),则进入步骤s23(例如通过图6中所示的测量校准装置300实现):控制模块向校准装置发送控制信号,以控制校准装置向弹性片施加垂直于基板10作用力,以校准弹性片和基准面之间的距离值。校准装置例如包括图6中的顶部电动推杆303、底部电动推杆304、顶部气囊305、底部气囊306。
110.也就是说,步骤s23为针对高度位置误差超过阈值的条形弹性片进行超声校正,可继续同时参考图6,其具体是通过控制模块控制顶部电动推杆303、底部电动推杆304调整顶部气囊305和底部气囊306的位置,然后由控制模块控制启动顶部气囊305和底部气囊306,以使其分别从弹性片的根部的顶表面和底表面进行顶压夹紧,并通过分别调节顶部气囊305和底部气囊306的气囊压力来调整弹性片的弧形段的高度,使得弹性片相对于高度误差方向进行一定的反向预变形,然后开启超声波发生器30818进行振动校正以减少弹性片4的反弹变形量。
111.重复上述步骤s21、步骤s22和步骤s23。具体地,在步骤s23之后,控制模块控制顶
部气囊305和底部气囊306放气,使得顶部气囊305和底部气囊306与条形弹性片脱离接触,之后重新检测弹性片的弧形段的高度误差,如仍然超差则根据超差量重新通过顶部气囊305和底部气囊306调节反向预变形量,然后再次进行振动校正以减少弹性片的反弹变形量。之后继续重复上述步骤s21、步骤s22和步骤s23,直到获得的距离值落入阈值范围内。
112.如前文所述,顶部气囊305、底部气囊306是用于调整弹性片的弧形段的高度,而顶部电动推杆303、底部电动推杆304是用于调整顶部气囊305、底部气囊306的初始位置的。然而,必要时,也可以通过控制模块同步调整顶部电动推杆303和底部电动推杆304的伸缩杆的伸缩量来调整弹性片的反向预变形量,并通过控制顶部气囊305和底部气囊306的压力来保持对条形弹性片的适当夹紧力。
113.本发明提供的测距校准步骤,能够保证弹性支撑件上的各个弹性片具有一致的伸出高度,因而弹性支撑件的各个弹性区域提供的弹力一致。
114.上述方法还可以进一步包括其他步骤,例如在加工开始之前的设计冲压模的步骤,设计出的冲压模包括前文的第一冲压模系列、第二冲压模系列等。
115.本发明所提供的弹性支撑件具有较好的强度和稳定性,并能够对电解槽内的阴极组件提供稳定均匀的弹性支撑,以整体提升电解槽的使用性能。例如,中间支撑脚的设置使得弹性支撑件具有较好的稳固性。并且由于弹性片冲压孔的轮廓线在基板上封闭,弹性片冲压孔没有从基板延伸至基板以外的边缘支撑脚、中间支撑脚上,使得弹性支撑件不会因为开设冲压孔而丧失刚性和稳定性,也能够避免在使用过程中发生形变。
116.本发明的多种实施方式的以上描述出于描述的目的提供给相关领域的一个普通技术人员。不意图将本发明排他或局限于单个公开的实施方式。如上,以上教导的领域中的普通技术人员将明白本发明的多种替代和变型。因此,虽然具体描述了一些替代实施方式,本领域普通技术人员将明白或相对容易地开发其他实施方式。本发明旨在包括这里描述的本发明的所有替代、改型和变型,以及落入以上描述的本发明的精神和范围内的其他实施方式。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。