1.本发明涉及一种钻头组件,且具体地说,涉及一种具有初级冷却剂通道和凹槽冷却剂出口孔口的可转位钻头组件,其中凹槽冷却剂出口孔口的突出部与定义为中心切削刀片和/或外围切削刀片的切削长度和内切圆(ic)直径的函数的区域相交。
背景技术:
2.钻具可以用于在金属工件中钻出圆柱形孔。钻具的切削或开孔动作可以由细长的基本上圆柱形的钻具执行,所述钻具例如,工具架以及选择性地附接到其的钻头刀片的组合。此种布置随后可以用于应用中,其中工具架的一端牢固地安装在驱动设备中,所述驱动设备使固持器围绕其纵向轴线旋转。在细长工具架的相对端处,切削刀片与要切削的材料接合。或者,可以使工件相对于固持器和切削刀片旋转,例如,在将固持器定位在车床等的尾架中时。此外,可以使工具和工件相对于彼此旋转。使用切削刀片允许在磨损切削表面时快速地更换刀片,而不是整个工具,并且通过仅更换刀片而不是整个钻头组件,允许将一个工具用于各种不同钻孔应用。
3.可转位钻头刀片在钻孔中起到非常重要的作用,因为刀片的所有侧面可以用于一个接一个切削。此外,使用刀片会减少制造提前期、组装时间和每个组件的成本。然而,已观察到,由于切屑摩擦,在腹板附近可能产生过度磨损和高温,从而减少可转位钻头的寿命。许多解决方案中的一个是在腹板区附近提供激光硬化的侧间隙面。然而,此解决方案增加了可转位钻头的制造成本。另外,此解决方案不会有效地耗散来自可转位钻头的腹板区的热量。
4.鉴于前述内容,期望在不显著增加可转位钻头的成本的情况下,降低腹板区附近的温度和磨损。
技术实现要素:
5.降低可转位钻头的腹板区附近的温度和磨损的问题通过提供凹槽冷却剂出口孔口的突出部来解决,所述突出部与定义为中心切削刀片的切削长度和内切圆(ic)直径的函数的区域相交,且可以与定义为外围切削刀片的切削长度和内切圆(ic)直径的函数的区域相交。
6.在一个方面,一种可转位钻头组件包括具有中心纵向旋转轴线的钻体。钻体包括柄部分和凹槽切削部分。凹槽切削部分具有前间隙面和多个凹槽。凹槽切削部分包含接近前间隙面且能够接收中心切削刀片的中心刀片凹部。凹槽切削部分还包含接近前间隙面且能够接收外围切削刀片的外围刀片凹部。所述可转位钻头组件进一步包括冷却剂系统,所述冷却剂系统包括完全延伸穿过柄部分且至少部分地延伸到钻体的凹槽切削部分中的多个初级冷却剂通道,以及从多个初级冷却剂通道中的一个延伸且在形成于多个凹槽中的一个中的凹槽冷却剂出口孔口处终止的一个或多个次级凹槽冷却剂通道。
7.对于中心切削刀片,凹槽冷却剂出口孔口的突出部的中心纵向轴线与竖直平面
pa1相交,所述竖直平面具有由以下等式定义的面积a1:
[0008][0009]
其中,
[0010]
cl1是中心切削刀片在横向方向上的切削长度。
[0011]
在另一方面,对于中心切削刀片,凹槽冷却剂出口孔口的突出部的中心纵向轴线与水平平面pb1相交,所述水平平面具有由以下等式定义的面积a2:
[0012]
a2=(cl1*0.85)*(ic1/2)
[0013]
其中,
[0014]
cl1是中心切削刀片在横向方向上的切削长度,并且
[0015]
ic1是中心切削刀片在横向方向上的内切圆ic的直径。
[0016]
在又一方面,对于外围切削刀片,凹槽冷却剂出口孔口的突出部的中心纵向轴线与竖直平面pa2相交,所述竖直平面具有由以下等式定义的面积a3:
[0017]
a3=(cl2*0.85)*((cl2*0.6) 0.5mm)),
[0018]
其中,
[0019]
cl2是外围切削刀片在横向方向上的切削长度。
[0020]
在又另一方面,对于外围切削刀片,凹槽冷却剂出口孔口的突出部的中心纵向轴线与水平平面pb2相交,所述水平平面具有由以下等式定义的面积a4:
[0021]
a4=(cl2*0.85)*(ic2/2),
[0022]
其中,
[0023]
cl2是外围切削刀片在横向方向上的切削长度,并且
[0024]
ic2是外围切削刀片的内切圆ic的直径。
附图说明
[0025]
虽然示出了本发明的各种实施例,但是所示出的特定实施例不应被解释为限制权利要求。预期在不脱离本发明范围的情况下可以进行各种改变和修改。
[0026]
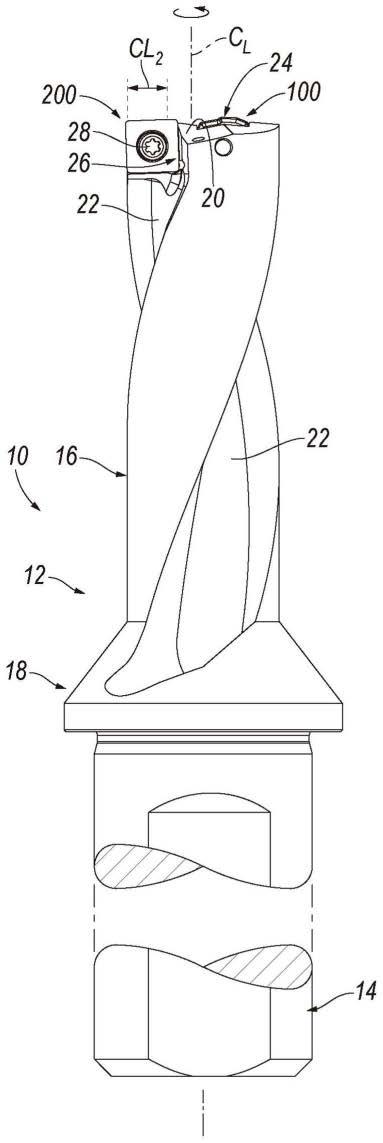
图1是根据本发明的实施例的包括钻体的钻头组件的侧视图,所述钻体具有安装在钻体的中心凹部中的中心切削刀片和安装在钻体的外围凹部中的外围切削刀片;
[0027]
图2是图1的钻头组件的另一侧视图;
[0028]
图3是具有冷却剂系统(以虚线示出)的图1的钻头组件的透视图;
[0029]
图4是图1的钻头组件的冷却剂系统的示意图;
[0030]
图5是图1的钻头组件的另一透视图;
[0031]
图6是根据本发明的实施例的钻头组件的放大视图,其示出凹槽冷却剂出口孔口的突出部和前间隙面冷却剂出口孔口的突出部;
[0032]
图7是根据本发明的实施例的钻头组件的放大后透视图,其示出中心切削刀片的突出部的中心纵向轴线与竖直平面或水平平面相交,所述平面具有由中心切削刀片在横向方向上的切削长度定义的面积;
[0033]
图8是根据本发明的实施例的钻头组件的放大前视图,其示出与中心切削刀片的凹槽冷却剂出口孔口的突出部相交的竖直平面的面积和位置;
[0034]
图9是根据本发明的实施例的钻头组件的放大俯视图,其示出与中心切削刀片的
凹槽冷却剂出口孔口的突出部相交的水平平面的面积和位置;
[0035]
图10是根据本发明的实施例的钻头组件的放大后透视图,其示出外围切削刀片的突出部的中心纵向轴线与竖直平面或水平平面相交,所述平面具有由外围切削刀片在横向方向上的切削长度定义的面积;
[0036]
图11是根据本发明的实施例的钻头组件的放大前视图,其示出与外围切削刀片的凹槽冷却剂出口孔口的突出部相交的竖直平面的面积和位置;
[0037]
图12是根据本发明的实施例的钻头组件的放大俯视图,其示出与外围切削刀片的凹槽冷却剂出口孔口的突出部相交的水平平面的面积和位置。
具体实施方式
[0038]
下面是对带有右旋螺旋或盘旋槽和左旋螺旋或盘旋槽两者的例如轨道式钻头等切削工具型式的图示和说明,这些切削工具用于机加工由多种材料制成的工件(未示出)。然而,应注意,切削工具可以被配置成适合任何特定的应用,例如铰孔、端铣等,并且不仅限于图示中的实例。
[0039]
本文中对特定应用的描述不应限制使用切削工具的范围和程度。
[0040]
本文所使用的方向性短语,例如,左、右、前、后、顶部、底部及其派生词与附图中所示的元件的方向有关,并且不限制权利要求,除非其中明确陈述。在所有附图中,相同的部件具有相同的附图标记。
[0041]
如本文在整个说明书以及权利要求书中所使用的近似语言可以应用于修饰可以许可的方式变化而不会导致其相关的基本功能改变的任何定量表示。因此,由例如“约”、“大约”和“基本上”等词语修饰的值并不限于所指定的确切值。在至少一些情况下,近似用语可对应于用于测量所述值的仪器的精度。此处以及在整个说明书和权利要求书中,范围限制可组合和/或互换,除非上下文或用语另外指示,否则此类范围确定包含其中含有的所有子范围。
[0042]
在整个文本和权利要求中,关于值的范围(例如,“约22wt%到35wt%”)使用词“约”旨在修饰所列举的高值和低值两者,并反映与测量值、有效数字和互换性相关联的变化的模糊程度,这些全是如本发明所属领域的普通技术人员应当理解的。
[0043]
出于本说明书的目的(除在操作实例中之外),除非另有说明,否则表示成分的数量和范围、工艺条件等的所有数值在所有情况下均应理解为由术语“约”修饰。因此,除非相反地指示,否则本说明书和所附权利要求中所阐述的数字参数都是可以取决于本发明将获得的期望结果而变化的近似值。最低限度地并且不试图限制等效物原则应用于权利要求书的范围,至少应根据所报告的有效数字的数目并且通过应用一般四舍五入技术来解释每个数值参数。此外,如本说明书和所附权利要求中所使用,除非明确且不含糊地限于一个指示物,否则单数形式“一个”、“一种”和“所述”旨在包含复数指示物。
[0044]
尽管阐述本发明广泛范围的数值范围和参数是近似值,但具体实例中阐述的数值是尽可能精确地报告的。然而,任何数值都固有地包含某些误差,这些误差必定是由它们各自的测试测量中发现的标准偏差(包括测量仪器中发现的标准偏差)引起的。同样,应当理解,本文列举的任何数值范围旨在包括其中包含的所有子范围。例如,范围“1至10”旨在包含在所列举的最小值1与所列举的最大值10之间并且包含所述最小值和最大值的所有子范
围,即,具有等于或大于1的最小值以及等于或小于10的最大值的范围。因为公开的数值范围是连续的,所以它们包含最小值和最大值之间的每个值。除非另有明确说明,否则本技术中指定的多种数值范围均为近似值。
[0045]
在以下说明书和权利要求中,引用了具有以下含义的多个术语。
[0046]
除非上下文另有明确说明,否则单数形式“一个”、“一种”和“所述”包含复数指代。
[0047]“任选的”或“任选地”是指随后描述的事件或情况可能发生或可能不发生,并且所述描述包含事件发生的实例和事件不发生的实例。
[0048]
如本文中所定义,术语“竖直”被定义为基本上垂直于切削工具的中心纵向轴线c
l
。
[0049]
如本文所定义,术语“水平”被定义为基本上平行于切削工具的中心纵向轴线c
l
。
[0050]
现在参考图1和2,示出根据本发明的实施例的旋转切削工具10,例如可转位钻头组件等。可转位钻头组件10包含钻体12,所述钻体在一端处具有大体上圆柱形柄部分14,在相对端处具有凹槽切削部分16。凸缘部分18可安置在圆柱形柄部分14与凹槽切削部分16之间。钻体12围绕中心纵向轴线c
l
在箭头的方向上旋转。
[0051]
凹槽切削部分16包含前间隙面20和多个凹槽22。在所说明的实施例中,凹槽切削部分16包含两个凹槽22,但可使用任何其它合适数目的凹槽。例如,可以有一个、三个、四个、五个或更多个凹槽。另外,凹槽22可以是螺旋形的(或扭曲的)或笔直的。凹槽切削部分16包含接近前间隙面20的中心刀片凹部24。中心刀片凹部24被构造和布置成接收在横向方向上具有切削长度cl1的中心切削刀片100。类似地,凹槽切削部分还包含外围刀片凹部26,所述外围刀片凹部被构造和布置成接收具有切削长度cl2的外围切削刀片200。可使用刀片螺钉28分别将中心切削刀片100和外围切削刀片200安装在中心刀片凹部24和外围刀片凹部26中。
[0052]
钻体12可由任何合适的材料制成,所述材料例如钢、不锈钢或具有足够强度的任何其它材料。钻体12可通过例如机械加工等任何合适的技术制造,以提供刀片凹部和凹槽。
[0053]
如图1和2中所示,选择中心切削刀片100和外围切削刀片200的宽度和位置,以允许在钻体12的旋转期间切削刀片的操作切削范围重叠。在一个实施例中,选择多个切削刃的定向和长度,以提供待由中心切削刀片100和外围切削刀片200执行的基本上相等的切削。在另一实施例中,外围刀片凹部26和外围切削刀片200被构造和布置成允许中心切削刀片100首先与工件(未示出)接触。
[0054]
中心和外围切削刀片100、200可由任何合适的材料制成,所述材料例如工具钢、硬质合金和超硬材料,所述超硬材料例如立方氮化硼(cbn)、聚晶立方氮化硼(pcbn)、聚晶金刚石(pcd)、碳化钨(wc)、金属陶瓷、陶瓷等。本发明的中心切削刀片100和外围切削刀片200可通过例如硬质合金粉末压制、研磨或增材制造等任何合适的技术制造,以提供如所属领域中已知的多个切削刃(未示出)。
[0055]
现在参考图3和4,钻头组件10包含冷却剂系统30,所述冷却剂系统包括完全延伸穿过柄部分14且至少部分地延伸到钻体12的凹槽切削部分16中的多个初级冷却剂通道32。在一个实施例中,初级冷却剂通道32的总数目对应于凹槽22的总数目。例如,在所示出的实施例中,钻头组件10具有总共两个凹槽22和总共两个初级冷却剂通道32。初级冷却剂通道32可形成为基本上平行于中心纵向轴线c
l
。换句话说,初级冷却剂通道32形成为相对于中
心纵向轴线c
l
成等于零度的角度a。在另一实施例中,初级冷却剂通道32可形成为相对于纵向轴线c
l
成不等于零度的角度a。可以注意到,初级冷却剂通道32在凹槽切削部分16中成螺旋形地形成,因为钻头组件10具有螺旋形凹槽22。还应注意,初级冷却剂通道32的螺旋角可基本上等于或略微不同于凹槽22的螺旋角。然而,应了解,在钻头组件10具有笔直凹槽而不是螺旋形凹槽的情况下,初级冷却剂通道32可以是基本上笔直的或略微偏斜的或成角度的。
[0056]
冷却剂系统30还包括从初级冷却剂通道32中的一个分支的一个或多个次级冷却剂通道34。在所示出的实施例中,每个初级冷却剂通道32分支成两个次级冷却剂通道34;一个次级冷却剂通道34在形成于凹槽22中的凹槽冷却剂出口孔口36处终止,而另一次级冷却剂通道34在形成于前间隙面20中的前间隙面冷却剂出口孔口38处终止。因此,在钻头组件10总共具有两个凹槽22的所示出实施例中,钻头组件10总共具有四个冷却剂出口孔口36、38(即,两个凹槽冷却剂出口孔口36和两个前间隙面冷却剂出口孔口38)。应了解,本发明不受冷却剂出口孔口的数目限制,且本发明可取决于凹槽22的数目利用任何所需数目的冷却剂出口孔口36、38来实践。
[0057]
现在参考图5和6,凹槽冷却剂出口孔口36产生具有中心纵向轴线42的冷却剂突出部40。类似地,前间隙面冷却剂出口孔口38产生具有中心纵向轴线46的冷却剂突出部44。应当理解,本发明不受出口孔口36、38和对应突出部40、42的几何形状限制,且本发明可利用具有例如圆形、椭圆形、三角形、矩形等任何所需几何形状的出口孔口36、38来实践。
[0058]
如图7至9中所示,本发明的一个方面为,中心切削刀片100的凹槽冷却剂出口孔口36的突出部40的中心纵向轴线42可被设计成与竖直平面pa1相交,所述竖直平面由底(即,x尺寸)乘高(即,y尺寸)定义的第一面积a1。换句话说:a1=底*高。对于中心切削刀片100,第一面积a1可由以下等式定义:
[0059][0060]
其中,
[0061]
cl1是中心切削刀片100在横向方向上的切削长度(mm)(参见图1和2)。
[0062]
如图7和8中所见,竖直平面pa1与第一参考平面rp1共线,所述第一参考平面位于中心切削刀片100的作用切削刃的第一切削点上且基本上垂直于中心纵向旋转轴线c
l
。如所属领域中已知的,第一切削点是作用切削刃首先接合工件的位置。另外,竖直平面pa1从可转位钻头组件10的薄腹板区52径向向外延伸。竖直平面pa1的底或x尺寸(即,cl1*0.85)位于第三参考平面rp3上或上方,且具有等于(cl1/平方根2) 1.2mm的高或y尺寸。第三参考平面rp3位于中心切削刀片100的作用切削刃上,且基本上平行于中心纵向旋转轴线c
l
。
[0063]
在一个实施例中,竖直平面pa1的底或x尺寸位于第一参考平面rp1与第三参考平面rp3之间的交点处。在参考平面rp1和rp3两者都位于作用切削刃上且竖直平面pa1位于两个参考平面之间的交点处的情况下,竖直平面pa1的底或x尺寸也将位于中心切削刀片100的作用切削刃上。
[0064]
由于竖直平面pa1的位置,从凹槽冷却剂出口孔口36发射的冷却剂为中心切削刀片100的作用切削刃和可转位钻头组件10的薄腹板区52两者提供优良的冷却。
[0065]
如图7和9中所示,本发明的另一方面为,中心切削刀片100的凹槽冷却剂出口孔口
36的突出部40的中心纵向轴线42可被设计成与水平平面pb1相交,所述水平平面具有由底(即,x尺寸)乘高(即,z尺寸)定义的第二面积a2。换句话说:a2=底*高。应注意,竖直平面pa1基本上垂直于水平平面pb1。对于中心切削刀片100,第二面积a2由以下等式定义:
[0066]
a2=(cl1*0.85)*(ic1/2)
ꢀꢀ
(等式2)
[0067]
其中,
[0068]
cl1是中心切削刀片100在横向方向上的切削长度(mm),并且ic1是中心切削刀片100的内切圆(ic)的直径。
[0069]
水平平面pb1与第四参考平面rp4共线,所述第四参考平面位于中心切削刀片100的作用切削刃的第一切削点上且基本上平行于中心纵向旋转轴线c
l
。另外,水平平面pb1从可转位钻头组件10的薄腹板区52径向向外延伸。水平平面pb1的底或x尺寸(即cl1*0.85)位于第一参考平面rp1上或上方,且具有等于中心切削刀片100的内切圆ic的直径的二分之一(即,ic1/2)的高或z尺寸。替代地,水平平面pb1的底或x尺寸位于第一参考平面rp1与第三参考平面rp3之间的交点处。由于水平平面pb1的位置,从凹槽冷却剂出口孔口36发射的冷却剂为中心切削刀片100的作用切削刃和可转位钻头组件10的薄腹板区52两者提供优良的冷却。
[0070]
现在参考图10,外围切削刀片200的凹槽冷却剂出口孔口36的突出部40的中心纵向轴线42可被设计成与竖直平面pa2相交,所述竖直平面具有由底(即,x尺寸)乘高(即,y尺寸)定义的第三面积a3。对于外围切削刀片200,第三面积a3可由以下等式定义:
[0071]
a3=(cl2*0.85)*((cl2*0.6) 0.5mm))
ꢀꢀ
(等式3)
[0072]
其中,
[0073]
cl2是外围切削刀片200在横向方向上的切削长度(mm)(参见图1和2)。
[0074]
如图10和11中所见,竖直平面pa2与第二参考平面rp2共线,所述第二参考平面位于外围切削刀片200的作用切削刃的第一切削点上且基本上垂直于中心纵向旋转轴线c
l
。竖直平面pa2的底或x尺寸(即,cl2*0.85)位于第四参考平面rp4上或上方,且具有等于(cl2*0.6) 0.5mm的高或y尺寸。第四参考平面rp4位于外围切削刀片200的作用切削刃上,且基本上平行于中心纵向旋转轴线c
l
。另外,第一竖直平面pa2从可转位钻头组件10的薄腹板区52径向向外延伸。
[0075]
在一个实施例中,竖直平面pa2的底或x尺寸位于第二参考平面rp2与第四参考平面rp4之间的交点处。在参考平面rp3和rp4两者都位于作用切削刃上且竖直平面pa2位于两个参考平面之间的交点处的情况下,竖直平面pa2的底或x尺寸也将位于外围切削刀片200的作用切削刃上。
[0076]
由于竖直平面pa2的位置,从凹槽冷却剂出口孔口36发射的冷却剂为外围切削刀片200的作用切削刃和可转位钻头组件10的薄腹板区52两者提供优良的冷却。
[0077]
如图10和12中所示,外围切削刀片200的凹槽冷却剂出口孔口36的突出部40的中心纵向轴线42可被设计成与水平平面pb2相交,所述水平平面具有由底(即,x尺寸)乘高(即,y尺寸)定义的第四面积a4。换句话说,a4=底*高。对于外围切削刀片200,第四面积a4可由以下等式定义:
[0078]
a4=(cl2*0.85)*(ic2/2)
ꢀꢀ
(等式4)
[0079]
其中,
[0080]
cl2是外围切削刀片200在横向方向上的切削长度(mm),并且
[0081]
ic2是外围切削刀片200的内切圆(ic)的直径。
[0082]
水平平面pb2与第四参考平面rp4共线,所述第四参考平面位于外围切削刀片200的作用切削刃的第一切削点上且基本上平行于中心纵向旋转轴线c
l
。另外,水平平面pb2从可转位钻头组件10的薄腹板区52径向向外延伸。水平平面pb2的底或x尺寸(即,cl1*0.85)位于第二参考平面rp2上或上方,且具有等于ic2/2的高或z尺寸。替代地,水平平面pb2的底或x尺寸位于第二参考平面rp2与第四参考平面rp4之间的交点处。由于水平平面pb2的位置,从凹槽冷却剂出口孔口36发射的冷却剂为中心切削刀片100的作用切削刃和可转位钻头组件10的薄腹板区52两者提供优良的冷却。
[0083]
如上文所描述,可转位钻头10的凹槽冷却剂出口孔口36的突出部40和前间隙面冷却剂出口孔口38的突出部44显著减少因切屑摩擦而产生的过量热量。因此,避免了薄腹板区52处的钻体12的故障,由此增加了工具寿命,而不会显著增加制造成本。另外,与常规可转位钻头相比,切屑的流动得到增强,由此降低噪声水平。此外,前间隙面冷却剂出口38改善到切削刀片100、200的切削刃的冷却剂供应,由此增加切削刀片100、200的寿命。总的来说,通过本发明的可转位钻头组件10实现更一致的孔大小。
[0084]
本文提及的专利和公开文件据此通过引用并入。
[0085]
尽管已经描述了当前的优选实施例,但是本发明可以在所附权利要求的范围内以其它方式实施。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。