技术特征:
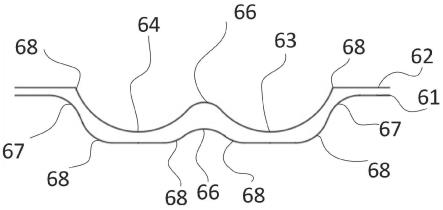
1.一种拉延模具,包括凹模(30)、凸模(40)、以及压边圈(50),所述凹模(30)与所述凸模(40)配合,形成用于成型零部件的型腔,所述压边圈(50)位于所述凹模(30)和所述凸模(40)之间,用于与所述凹模(30)配合以压紧坯料,其特征在于,所述凹模(30)和所述压边圈(50)上均设有拉延筋(60),所述拉延筋(60)包括内筋(63)和外筋(64),所述内筋(63)和所述外筋(64)之间通过一过渡段(66)光滑连接。2.如权利要求1所述的拉延模具,其特征在于,所述凹模(30)、所述凸模(40)和所述压边圈(50)上均设有成型面(80),所述凹模(30)的成型面(80)的中部向内凹陷,形成一凹陷部(32),所述凸模(40)的成型面(80)的中部向外凸出,形成一凸出部(42),所述凸出部(42)和所述凹陷部(32)配合,形成用于成型零部件的型腔,所述压边圈(50)的成型面(80)的中部中空,形成一空心部(52),所述拉延筋(60)位于所述凹模(30)的凹陷部(32)周围与所述压边圈(50)的空心部(52)周围。3.如权利要求2所述的拉延模具,其特征在于,所述拉延筋(60)包括凹筋(61)和凸筋(62),所述凹筋(61)位于所述压边圈(50)上且围绕所述空心部(52)设置,所述凸筋(62)位于所述凹模(30)上且围绕所述凹陷部(32)设置。4.如权利要求3所述的拉延模具,其特征在于,所述凹筋(61)和所述凸筋(62)均包括所述内筋(63)和所述外筋(64),所述凹筋(61)的内筋(63)靠近所述压边圈(50)的空心部(52),所述凹筋(61)的外筋(64)设于所述凹筋(61)的内筋(63)外侧,所述凸筋(62)的内筋(63)靠近所述凹模(30)的凹陷部(32),所述凸筋(62)的外筋(64)设于所述凸筋(62)的内筋(63)外侧。5.如权利要求4所述的拉延模具,其特征在于,所述压边圈(50)上的内筋(63)和外筋(64)相对于所述压边圈(50)的表面向内凹陷,所述凹模(30)上的内筋(63)和外筋(64)相对于所述凹模(30)的凹陷部(32)外侧的凹模表面向外凸伸。6.如权利要求5所述的拉延模具,其特征在于,所述凹模(30)上的内筋(63)和外筋(64)的横截面均为凸弧形,且所述凹模(30)上的内筋(63)和外筋(64)之间的过渡段(66)的横截面为凹弧形,所述压边圈(50)上的内筋(63)和外筋(64)的横截面为梯形,且所述压边圈(50)上的内筋(63)和外筋(64)之间的过渡段(66)横截面为凸弧形。7.如权利要求6所述的拉延模具,其特征在于,所述凹模(30)上的外筋(64)与其外侧的凹模表面之间、所述凹模(30)上的内筋(63)与其内侧的凹模表面之间、以及所述压边圈(50)上的内筋(63)和外筋(64)的底部边角部位设有凹圆角(68),所述凹圆角(68)、以及所述凹模(30)上的内筋(63)和外筋(64)之间的过渡段(66)在成型过程中均不与坯料接触。8.如权利要求6所述的拉延模具,其特征在于,所述压边圈(50)上内筋(63)和外筋(64)之间的过渡段(66)的半径为所述凹模(30)上内筋(63)或外筋(64)半径的0.5-1倍。9.如权利要求3所述的拉延模具,其特征在于,所述凹模(30)上设有凹模镶块(31),所述凸筋(62)设置在所述凹模镶块(31)上,所述凹模镶块(31)的强度和耐磨性能分别大于所述凹模(30)的强度和耐磨性能。10.如权利要求3所述的拉延模具,其特征在于,所述压边圈(50)上设有压边圈镶块(51),所述凹筋(61)设置在所述压边圈镶块(51)上,所述压边圈镶块(51)的强度和耐磨性能分别大于所述压边圈(50)的强度和耐磨性能。11.一种拉延模具的设计和制造方法,其特征在于,包括:
拉延工艺的数据分析:将原始产品导入仿真分析软件进行成形仿真分析,得到合理的压料面、拉延筋参考模面、补充面特征以及拉延筋系数;拉延工艺的设计:在三维建模软件中参照成形仿真分析结果进行完整的模具工艺图设计,得到坯料尺寸、闭模高度和送料高度,并构建上模面(10)、压边圈模面(20)的轮廓;拉延加工数据的设计:基于得到的模具工艺图进行加工数据优化,得到含拉延筋(60)的上模面(10)和压边圈模面(20)的三维图;拉延模结构的设计:基于得到的模具工艺图进行模具结构设计,在坯料尺寸、闭模高度、送料高度、以及上模面(10)和压边圈模面(20)的三维图的基础上,得到凹模(30)、凸模(40)、压边圈(50)的初版结构数据,并将优化好加工数据的上模面(10)和压边圈模面(20)导入重构模具型面区域,得到完整的凹模(30)、凸模(40)、压边圈(50)、凹模镶块(31)、压边圈镶块(51)的模具结构数据;模具的加工和组立:基于得到的完整的模具结构数据进行模具加工;模具的调试:基于完整的实物模具进行上机调试,得到所需的模具。12.如权利要求11所述的拉延模具的设计和制造方法,其特征在于,在进行拉延工艺的数据分析时,得到的拉延筋系数包括拉延筋间距、拉延筋宽度、拉延筋高度、拉延筋深度、拉延筋阻料系数、以及拉延筋拔模角度。13.如权利要求11所述的拉延模具的设计和制造方法,其特征在于,在进行拉延工艺的设计时,上模面(10)和压边圈模面(20)的轮廓依据补充面、压料面、拉延筋间距、拉延筋宽度、拉延筋高度、拉延筋拔模角度、内外拉延筋过渡区域圆角构建。14.如权利要求11所述的拉延模具的设计和制造方法,其特征在于,在进行拉延加工数据的设计时,优化的加工数据包括清圆角、强压补偿、扰度补偿、比例缩放、以及反弹补偿。15.如权利要求11所述的拉延模具的设计和制造方法,其特征在于,模具的加工包含上模面(10)、压边圈模面(20)、凹模(30)、凸模(40)、压边圈(50)、凹模镶块(31)、压边圈镶块(51)的独立加工以及组合加工,在完成组合机加工后,将凹模镶块(31)、压边圈镶块(51)分别从凹模(30)、压边圈(50)中取出进行高频淬火、回火热处理;再将热处理后的凹模镶块(31)、压边圈镶块(51)接触坯料面进行渗氮处理。
技术总结
本发明公开了一种拉延模具及其设计和制造方法,拉延模具包括凹模、凸模、以及压边圈,所述凹模与所述凸模配合,形成用于成型零部件的型腔,所述压边圈位于所述凹模和所述凸模之间,用于与所述凹模配合以压紧坯料,所述凹模和所述压边圈上均设有拉延筋,所述拉延筋包括内筋和外筋,所述内筋和所述外筋之间通过一过渡段光滑连接;设计和制造方法包括进行拉延工艺的数据分析、进行拉延工艺的设计、进行拉延加工数据的设计、进行拉延模结构的设计、进行模具的加工和组立、进行模具的调试。本发明通过设计改造拉延筋结构和制造方法,提升了材料的利用率,同时采用镶块结构替代拉延筋区域,提升了制备所得零部件的刚度。提升了制备所得零部件的刚度。提升了制备所得零部件的刚度。
技术研发人员:张昀 杨建 谢国文 吴雄伟
受保护的技术使用者:广州汽车集团股份有限公司
技术研发日:2021.08.13
技术公布日:2023/2/17
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。